Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Поверхностное упрочнение стали
|
|
Для повышения твердости поверхностных слоев, предела выносливости и сопротивляемости истиранию многие детали машин подвергают поверхностному упрочнению.
Существует три основных метода поверхностного упрочнения: поверхностная закалка, химико-термическая обработка и упрочнение пластическим деформированием.
7.1. Поверхностная закалка стали
Основное назначение поверхностной закалки: повышение твердости, износостойкости и предела выносливости деталей (зубьев шестерен, шеек валов, направляющих станин металлорежущих станков и др.). Сердцевина детали остается вязкой и хорошо воспринимает ударные и другие нагрузки.
В промышленности применяют следующие способы поверхностной закалки: закалку с индукционным нагревом токами высокой частоты (т. в. ч.); закалку с электроконтактным нагревом; газоплазменную закалку; закалку в электролите.
|
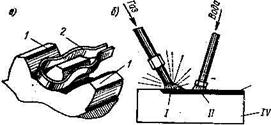
Рис. 7.1. Способы нагрева при поверхностной закалке стали:
а - токами высокой частоты; б - ацетилено - кислородным пламенем
(1 – деталь; 2 - индуктор; 1 - нагрев; 11 - охлаждение; 111 - закаленный слой; IV - незакаленная сердцевина)
Общим для всех способов поверхностной закалки является нагрев поверхностного слоя детали до температуры выше критической точки Acs с последующим быстрым охлаждением для получения структуры мартенсита. В настоящее время наибольшее распространение получила поверхностная закалка с индукционным нагревом т. в. ч. Реже, главным образом для крупных деталей, применяют закалку с нагревом газовым пламенем.
Сущность процесса закалки при нагреве токами высокой частоты заключается в том, что на специальной установке производят нагрев детали 1 (рис. 7.1, а) с помощью выполненного по форме закаливаемой детали медного индуктора 2, через который пропускают переменный ток высокой частоты. В течение нескольких секунд поверхность детали прогревается на необходимую глубину, затем ток выключают, деталь быстро охлаждают. Индуктор в процессе работы не нагревается благодаря интенсивному охлаждению циркулирующей внутри него водой.
Закалка с газопламенным нагревом заключается в том, что поверхность стальной детали нагревают пламенем ацетиленокислородной горелки до температуры закалки и быстро охлаждают струей холодной воды (рис. 7.1, б). Газовая горелка движется над поверхностью детали с определенной скоростью, а за нею с той же скоростью перемещается закалочная трубка, через которую подается вода. Этот способ закалки основан на том, что ацетиленокислородное пламя имеет температуру 2500—3200° С и нагревает поверхность изделия до температуры закалки за очень короткий промежуток времени, в течение которого нижележащие слои стали не успевают прогреться до критической точки и потому не закаливаются. Толщина закаленного слоя колебнется в пределах 2 - 4 мм, а его твердость составляет HRC 50—56. Газопламенная закалка вызывает меньшие деформации, чем объемная закалка, и не загрязняет поверхность. Для крупных деталей этот способ закалки часто более рентабелен, чем закалка с индукционным нагревом (т. в. ч.).
Поверхностная закалка с применением электроконтактного нагрева выполняется следующим образом. Деталь нагревают до температуры закалки теплом, которое выделяется в месте контакта ее с электродом (медным роликом), специального приспособления. Охлаждение закаливаемой поверхности детали производят при помощи душа, который перемещается вслед за подвижным электродом.
Поверхностную закалку при нагреве в электролите выполняют в 10%- ном растворе поваренной соли, поташа или кальцинированной соды. Детали, подлежащие закалке, погружают в ванну, и они являются катодом, а корпус ванны - анодом. При пропускании постоянного электрического тока через электролит вокруг катода (детали) образуется газовая оболочка, которая нарушает электрический контакт катода с электролитом, и деталь интенсивно нагревается до температуры закалки. После этого ток выключают; деталь закаливается в электролите, который омывает ее со всех сторон.
Кроме описанных применяют ряд других способов поверхностной закалки, в частности нагрев деталей под закалку в расплавленных металлах или солях. В них закаливают мелкие детали простой геометрической формы, изготовляемые в небольших количествах.
Отпуск после выполнения поверхностной закалки производят с целью снятия напряжений, возникших в зоне закалки. Это уменьшает хрупкость и повышает прочность деталей. Твердость повышается на 2-3 ед. по сравнению с обычной закалкой; улучшается износостойкость; предел выносливости возрастает в 1,5-2 раза.
7.2. Химико–термическая обработка
Химико-термической обработкой называют процесс, заключающийся в сочетании термического и химического воздействия для изменения состава, структуры и свойств поверхностного слоя стали.
Химико-термическая обработка основана на диффузии (проникновении) в атомно-кристаллическую решетку железа атомов различных химических элементов при нагреве стальных деталей в среде, богатой этими элементами.
Наибольшее распространение получили следующие виды химико-термической обработки.
Цементация - процесс, состоящий в диффузионном насыщении поверхностного слоя стали углеродом до оптимальной концентрации 0,8—1,1% и получении после закалки высокой твердости поверхности (HV 700 — 800) при сохранении вязкой сердцевины. Цементации подвергаются детали, изготовленные из низкоуглеродистых сталей или из легированных низкоуглеродистых сталей. При цементации используют естественные и искусственные газы или жидкий карбюризатор (бензол, пиробензол, керосин и др.), который подается непосредственно в рабочее пространство печи. При нагреве происходит разложение метана. Атомарный углерод поглощается поверхностью стали и проникает в глубину детали. Газовая цементация деталей производится при температуре 930—950° С.
Азотирование заключается в диффузионном насыщении поверхностного слоя азотом. Азотирование повышает твердость поверхностного слоя, его износостойкость, предел выносливости и сопротивление коррозии в среде атмосферного воздуха, воды, пара и т. д. Азотирование проводят обычно при 500-600° С (для повышения износостойкости и прочности) или при 600—800° С (для повышения коррозионной стойкости) в среде аммиака, который при указанных температурах диссоциирует с образованием атомарного азота. Атомарный азот диффундирует в железо.
Нитроцементация и цианирование - поверхностное насыщение деталей одновременно углеродом и азотом. Процесс выполняют либо в газовой среде, либо в расплавленной ванне из цианистых солей. В первом случае процесс называют нитроцементацией, во втором — цианированием. Газовая нитроцементация позволяет повысить износостойкость обрабатываемых деталей и сделать процесс более рентабельным. При низких температурах поверхностный слой стали насыщается преимущественно азотом, а при высоких — углеродом.
Газовое цианирование (нитроцементацию) разделяют на высокотемпературное (при 800—950° С) и низкотемпературное (при 550—600° С). Высокотемпературное цианирование применяют для получения высокой твердости и износостойкости поверхностей деталей из конструкционных сталей с получением слоя глубиной 0,2-1,0 мм. После нитроцементации детали закаливают и затем подвергают низкому отпуску. Низкотемпературное цианирование выполняют в течение 5-10 ч в среде эндогаза или газа, полученного из синтина (смесь углеводородов) с добавлением 12-20% аммиака, или путем использования триэтаноламина. В результате такой обработки на поверхности стали образуется тонкий карбонитридный слой (толщиной 0,15- 0,20 мм), обладающий высокой износостойкостью. Перед низкотемпературным цианированием производится полная механическая и термическая обработка деталей.
К числу новых методов химико-термической обработки относят насыщение поверхности стали бором. Борирование повышает твердость, сопротивление абразивному износу, коррозионную стойкость, теплостойкость и жаростойкость, однако борированные слои обладают высокой хрупкостью. При сульфидировании производят насыщение поверхности стали серой, азотом и углеродом на глубину 0,2—0,3 мм для повышения износостойкости, прирабатываемости деталей при трении и устойчивости их против задиров.
Диффузионная металлизация — процесс насыщения поверхности стали алюминием (алитирование), хромом (хромирование), кремнием (силицирование). Металлизация кремнием повышает кислотоупорность, хромом или алюминием - жаростойкость, хромом, азотом и углеродом - износостойкость и т. д. Металлы образуют с железом твердые растворы замещения, поэтому диффузия их осуществляется значительно труднее, чем диффузия углерода или азота. В связи с этим процессы диффузионной металлизации выполняют при высоких температурах: алитирование - при 900-1000°С, силицирование - при 950-1050°С.
Применение диффузионной металлизации во многих случаях не только вполне оправдано, но и является экономически выгодным. Так, детали жаростойкие при температуре до 1000-1100° С, изготовляют из простых углеродистых сталей, а с поверхности насыщают алюминием, хромом или кремнием, что значительно выгоднее, чем применение специальных легированных жаростойких сталей.
7.3. Поверхностное упрочнение стальных изделий
пластическим деформированием
Поверхностное упрочнение методом пластического деформирования - прогрессивный технологический процесс, приводящий к изменению свойств поверхности металлического изделия. При этом методе пластически деформируют только поверхность. Деформирование осуществляют либо обкаткой роликами, либо обдувкой дробью.
 Чаще применяют обдувку дробью, при которой поверхность подвергается ударам быстролетящих круглых дробинок размером 0,2-1,5 мм, изготовленных из стали или белого чугуна. Обработку выполняют в специальных дробеметах. Удары дробинок приводят к пластической деформации и наклепу в микрообъемах поверхностного слоя. В результате дробеструйной обработки образуется наклепанный слой глубиной 0,2-0,4 мм. Кроме того, за счет увеличения объема наклепанного слоя на поверхности изделия появляются остаточные напряжения сжатия, что сильно повышает усталостную прочность. Например, срок службы витых пружин автомобиля, работающих в условиях, вызывающих усталость, повышается в 50-60 раз, коленчатых валов - в 25-30 раз.
Чаще применяют обдувку дробью, при которой поверхность подвергается ударам быстролетящих круглых дробинок размером 0,2-1,5 мм, изготовленных из стали или белого чугуна. Обработку выполняют в специальных дробеметах. Удары дробинок приводят к пластической деформации и наклепу в микрообъемах поверхностного слоя. В результате дробеструйной обработки образуется наклепанный слой глубиной 0,2-0,4 мм. Кроме того, за счет увеличения объема наклепанного слоя на поверхности изделия появляются остаточные напряжения сжатия, что сильно повышает усталостную прочность. Например, срок службы витых пружин автомобиля, работающих в условиях, вызывающих усталость, повышается в 50-60 раз, коленчатых валов - в 25-30 раз.
Дробеструйная обработка, так же как и обкатка роликами, является конечной технологической операцией, перед которой изделия проходят механическую и термическую обработку.
8. СБОРКА ИЗДЕЛИЙ
Сборка является заключительным этапом при изготовлении машин. Объем работ при сборке в автомобилестроении составляет до 20% от общей трудоемкости изготовления автомобиля.
Технологический процесс сборки - это совокупность операций по соединению деталей в определенной последовательности с целью получить изделие, отвечающее заданным эксплуатационным требованиям.
Изделие состоит из основных частей, роль которых могут выполнять детали, сборочные единицы, комплексы, комплекты.
Сборочная единица - часть изделия, составные части которой подлежат соединению между собой на сборочных операциях на предприятии-изготовителе. Её характерной особенностью является возможность сборки обособленно от других элементов изделия. Сборочная единица изделия в зависимости от конструкции может собираться либо из отдельных деталей, либо из сборочных единиц высших порядков и деталей. Различают сборочные единицы первого, второго и более высоких порядков. Сборочная единица первого порядка входит непосредственно в изделие. Она состоит либо из отдельных деталей, либо из одной или нескольких сборочных единиц второго порядка и деталей и т.д. Сборочную единицу наивысшего порядка расчленяют только на детали. Сборочные единицы называют на практике узлами или группами.
Сборочная операция - это технологическая операция установки и образования соединений сборочных единиц изделия. Сборку начинают с установки и закрепления базовой детали. Поэтому в каждой сборочной единице должна быть найдена базовая деталь - это деталь, с которой начинают сборку изделия, присоединяя к ней детали и другие сборочные единицы.
По последовательности выполнения различают:
-промежуточную сборку - это сборка мелких элементов на механических участках или сборка 2-х деталей перед окончательной обработкой;
-узловую сборку - это сборка сборочных единиц изделия;
-общую сборку - это сборка изделия в целом.
По наличию перемещений собираемых изделий различают:
-стационарную сборку - это сборка изделия или основной его части на одном рабочем месте;
-подвижную сборку - собираемое изделие перемещается по конвейеру.
По организации производства различают:
-поточную сборку, - которая предусматривает разделение технологического процесса на отдельные технологические операции, продолжительность которых не превышает такта выпуска изделия;
-групповую сборку, - которая предусматривает возможность сборки различных однотипных изделий на одном рабочем месте.
По степени подвижности различают подвижные и неподвижные соединения.
Подвижные соединения обладают возможностью относительного перемещения в рабочем состоянии в соответствии с кинематической схемой механизма. При этом используются посадки с зазором. Для сборки не требуется значительных усилий.
Неподвижные соединения не позволяют перемещаться друг относительно друга соединяемым деталям. В неподвижных соединениях используются переходные посадки или посадки с натягом.
По характеру разбираемости соединения подразделяют на разъемные и неразъемные.
Разъемные соединения могут быть полностью разобраны без повреждения соединяемых деталей.
Неразъемные соединения собираются при помощи прессовых посадок, сварки, пайки, склеивания и т.д. Без повреждения собираемых деталей их разобрать невозможно.
Методы сборки - определяются конструктором изделия путем простановки допусков сопрягаемых деталей.
При сборке всегда происходит материализация заложенных конструктором размерных цепей.
Метод полной взаимозаменяемости - позволяет проводить сборку изделия без какого-либо подбора или дополнительной обработки деталей. Метод наименее трудоемок, но необходимо увеличить затраты на механическую обработку.
Метод неполной взаимозаменяемости – предусматривает, что ряд соединений не могут собраться без дополнительной доработки деталей.
Метод групповой взаимозаменяемости (селективная сборка) – предусматривает предварительную сортировку деталей на группы. Сборка в пределах группы осуществляется по методу полной взаимозаменяемости. Это позволяет достичь высокой точности в сопряжениях, при незначительном увеличении затрат на контроль (рис 7.1).
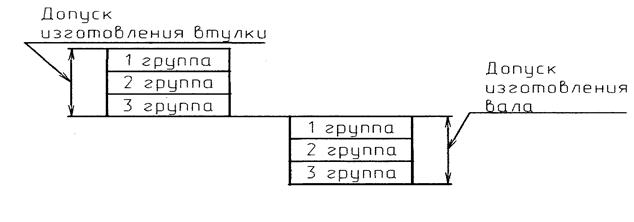
Рис. 8.1. Селективная сборка
Метод пригонки и регулирования - предусматривает наличие в размерной цепи компенсирующего звена, положение которого регулируется в процессе сборки (регулировка зазоров, прокладки и т.п.).
Приспособления, применяемые при сборке, классифицируются следующим образом:
- зажимные приспособления (предназначены для базирования и закрепления базовых деталей, с которых начинается сборка узла или изделия);
- установочные приспособления (предназначены для точной установки соединяемых деталей друг относительно друга);
- рабочие приспособления (используемые при выполнении отдельных переходов технологических операций сборки (гайковёрты, прессы и т.д.));
- контрольные приспособления.
Date: 2015-05-09; view: 1847; Нарушение авторских прав