Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Правила безопасности при работе с абразивным и эльборовым инструментом
|
|
Абразивный и эльборовый инструмент должен соответствовать требованиям ГОСТ 12.3.028—82 ССБТ «Процессы обработки абразивным и эльборовым инструментом. Требования безопасности».
Эльбор — абразивный материал на основе нитрида бора (бора-зона) с керамической связкой, содержащей литий, по твердости близок к алмазу, но выдерживает более высокие температуры.
К испытаниям абразивного и эльборового инструмента и работе с ним допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обучение и проверку знаний инструкции по охране труда и имеющие в удостоверении о проверке знаний запись о допуске к выполнению работ с применением абразивного и эльборового инструмента. Применение труда женщин на этих работах запрещается. Периодичность проверки знаний 1 раз в год, повторного инструктажа — не менее 1 раза в квартал.
На нерабочей части абразивных кругов должна быть сделана отметка краской или наклеен ярлык с указанием номера и даты испытания.
Перед установкой на станок круг должен быть осмотрен. Запрещается эксплуатация кругов с трещинами на поверхности, с отслаиванием эльборосодержащего слоя, а также не имеющих отметки об испытании на механическую прочность или с просроченным сроком хранения. Круг, не имеющий отметки об испытании или с просроченным сроком хранения, должен быть испытан на механическую прочность. После испытания на круг должна быть нанесена маркировка допустимой рабочей скорости.
Шлифовальные круги диаметром 125 мм и более с рабочей скоростью свыше 50 м/с, а также круги диаметром 250 мм и более в сборе с планшайбой перед установкой на станок должны быть отбалансированы.
Работать на инструменте, предназначенном для работ с применением смазочно-охлаждающей жидкости (СОЖ), без нее запрещается. СОЖ не должна снижать механическую прочность круга и должна быть разрешена для применения Министерством здравоохранения РБ.
Перед пользованием инструментом он должен проработать на холостом ходу с рабочей скоростью следующее время: круги (кроме эльборовых) диаметром до 150мм — не менее 1 мин, свыше 150 до 300 мм — не менее 2 мин, свыше 300 мм — не менее 3 мин; эльборо-вые круги — не менее 2 мин.
При работе ручным шлифовальным и переносным маятниковым инструментом, а также на обдирочных и отрезных станках с ручной подачей рабочая скорость круга не должна превышать 80 м/с. Рабочая скорость шлифовальных головок, наклеенных на металлические шпильки, на керамической и бакелитовой связках должна быть не более 25 м/с. Работать без защитных кожухов допускается на машинах со шлифовальными головками диаметром до 30 мм, наклеенными на металлические шпильки. В этих случаях применение защитных щитков и очков обязательно.
При уменьшении диаметра круга вследствие срабатывания частота его вращения может быть увеличена, но без превышения рабочей скорости, допустимой для данного круга.
При работе на одном шпинделе шлифовального станка двумя кругами их диаметры должны отличаться не более чем на 10%.
Предельно допустимые диаметры сработанных шлифовальных кругов с исходным диаметром 6 мм и более должны соответствовать следующим значениям, мм (вид крепления круга по ГОСТ 2270—78):
| На шпильке диаметром d | D + 2 |
| На винте с головкой диаметром d2 | D2 + 2 |
| На шпинделе (оправке) винтом с головкой диаметром d2 | D2+10 |
| На шпинделе (оправке) фланцами диаметром d1 = d2 | dl+10 |
| На переходных фланцах диаметром d1 = d2 | dl(d2) + 20 |
Запрещается: применение при закреплений круга насадок на гаечные ключи и ударного инструмента, использование на станках с ручной подачей изделий рычагов для увеличения усилия нажатия обрабатываемых деталей на шлифовальный круг.
Абразивный и эльборовый инструмент и элементы его крепления (болты, гайки, фланцы и т.д.) должны быть ограждены защитными кожухами, прочно закрепленными на станке.
Защитные кожухи для шлифовальных кругов, имеющих рабочую скорость до 100 м/с, должны изготавливаться сварными из листовой углеродистой конструкционной стали марок ВСт5, ВСтб и ВСт5 по ГОСТ 380—94 «Сталь углеродистая обыкновенного качества. Марки» или в виде отливок из стали марок 25 Л-П и 35 Л-П по ГОСТ 977—88 «Отливки стальные. Общие технические условия».
Форма и толщина стенок защитных кожухов для шлифовальных и отрезных кругов должны соответствовать требованиям ГОСТ 12.3.028—82.
Расположение и наибольшие допустимые углы раскрытия защитных кожухов должны соответствовать указанным на рис. 30.1.
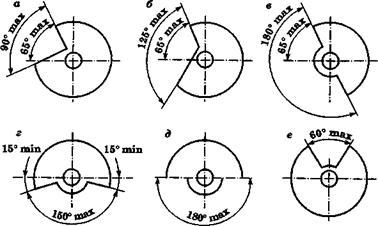
Рис. 30.1. Расположение и наибольшие допустимые углы раскрытия
защитных кожухов: а — для кругов, применяемых на обдирочных
и точильных станках; б — для кругов, используемых на обдирочных
Date: 2015-05-09; view: 2640; Нарушение авторских прав