Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технічні вимоги на складання до основних типових складальних одиниць
|
|
Підшипники кочення. При встановленні підшипників не допускається на посадочних поверхнях та заплечиках вала і корпуса задирок, забоїн і корозійних нальотів. Якщо підшипник фіксується гайкою, попередньо повертають її 1—2 рази на різьбі для видалення шару металу, який може потрапити в підшипник. При напресуванні на вал підшипники, які мають насадку з натягом, нагрівають у водомасляній ванні протягом 15—20 хв до температури 90—100 °С. Зусилля, прикладене при напресуванні підшипника, прикладають до його внутрішнього кільця, а при запресуванні — до зовнішнього кільця. Для цього застосовують преси і спеціальні пристрої.
Не допускається напресування і запресування підшипників з перекосом,
удари ногітка по підшипнику, тертя кільця підшипника по нерухомій масловід
бивній шайбі.
Складений підшипник має бути змащений,, обертатись без заїдання, шуму,
стуків і нагрівання кілець. Відновлені посадочні місця під підшипник повинні
мати нормальні розміри, а овальність і конусність не перевищувати допустимих
величин. Радіальний зазор підшипників кочення контролюють на приладах
КИ-1223 або 70-8019-1501.
Підшипники ковзання. Перед складанням спряжені поверхні втулки, корпуса і вала очищають, видаляють риски та задирки і змащують маслом.
Втулки, які мають отвори для подачі масла до вала і під стопорні болти,
встановлюють так, щоб вони збігалися з відповідними отворами в корпусі. Тон
костінні втулки через зменшення внутрішнього діаметра після запресування
розвертають, розточують або протягують під потрібний розмір. Після обробки
по внутрішньому діаметру втулка повинна мата правильну циліндричну форму
без вм'ятин, опуклостей і забоїн.
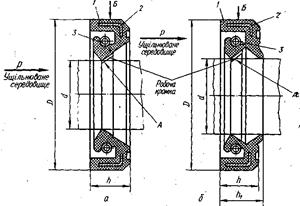 Манжети гумові армовані для валів. Робочі поверхні манжет А і Б (рис. 1) кромка повинні бути гладенькими і не мати дефектів на відстані від кромки, мм: до 2 — для валів діаметром до 19 мм, до 2,5 — для валів діаметром. 20—25 мм; до 3 — для валів діаметром 55 мм і більше. На залишеній частині. поверхні А і Б не допускаються вириви, тріщини, розшарування. Неробоча, поверхня манжет не повинна мати розшарувань, тріщин, підвищень, заглиблень, що перевищують по висоті 0,5 мм. Граничні відхилення по зовнішньому діаметру О і овальність цього діаметра не повинні перевищувати значень, наведених: в табл. 10, а граничне відхилення значень висоти манжети, наведених далі.
Манжети гумові армовані для валів. Робочі поверхні манжет А і Б (рис. 1) кромка повинні бути гладенькими і не мати дефектів на відстані від кромки, мм: до 2 — для валів діаметром до 19 мм, до 2,5 — для валів діаметром. 20—25 мм; до 3 — для валів діаметром 55 мм і більше. На залишеній частині. поверхні А і Б не допускаються вириви, тріщини, розшарування. Неробоча, поверхня манжет не повинна мати розшарувань, тріщин, підвищень, заглиблень, що перевищують по висоті 0,5 мм. Граничні відхилення по зовнішньому діаметру О і овальність цього діаметра не повинні перевищувати значень, наведених: в табл. 10, а граничне відхилення значень висоти манжети, наведених далі.
, '
Рисунок.1. Гумові армовані манжети для валів:
а — з однією кромкою; б — з двома кромками
та пильником; 1— гума; 2 — каркас;
3 — пружина.
Date: 2015-05-05; view: 689; Нарушение авторских прав