Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Основные причины возникновения погрешностей обработки
|
|
К основным причинам появления погрешностей на каждом из этапов относятся: на этапе установки – ошибки в выборе технологических баз при разработке технологического процесса изготовления детали, состояние базовых поверхностей заготовки и установочных элементов приспособления или станка, нарушение правил установки и закрепления заготовки и др. На этапе статической настройки – ошибки в выборе измерительных баз, а также методов и средств настройки системы СПИД, состояние (геометрическая точность) станка и технологической оснастки и др. На этапе динамической настройки – нестабильность входных параметров заготовок (припуска, твердости, химического состава, структуры и т.п.), изменение во времени параметров, характеризующих состояние станка и технологической оснастки (жесткость,температурные деформации,вибрации,износ) и др.
Знание причин, вызывающих указанные погрешности изготовления деталей, позволяет в каждом конкретном случае предусматривать мероприятия по их устранению или во всяком случае по уменьшению их влияния. Отметим ряд наиболее распространенных способов предупреждения погрешностей обработки.
Погрешность установки сокращается, если детали устанавливать на заранее выбранные опорные точки приспособлений. Объясняется это тем, что вместо бесконечно большого числа вариантов возникновения трех опорных точек на реальных поверхностях детали при её установке, например, по установочной технологической базе, в конструкции приспособления заранее определяется расположение опорных планок или штырей. При этом для повышения жесткости детали дополнительно используют подводимые опоры, выполняющие роль подвижных компенсаторов и учитывающие погрешности формы реальной поверхности детали.
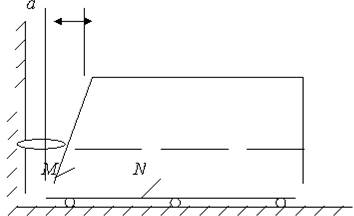 На рис.5.1 показан пример наиболее благоприятного расположения двух опорных точек 4,5 на направляющей базе М детали. При расположении опорных точек по средней линии направляющей базы смещение а детали из-за неперпендикулярности её торца М к плоскости N резко сокращается в сравнении с вариантами расположения тех же точек выше или ниже средней линии.
На рис.5.1 показан пример наиболее благоприятного расположения двух опорных точек 4,5 на направляющей базе М детали. При расположении опорных точек по средней линии направляющей базы смещение а детали из-за неперпендикулярности её торца М к плоскости N резко сокращается в сравнении с вариантами расположения тех же точек выше или ниже средней линии.
Рис. 5.1 - Схема расположения опорных точек на направляющей базе
Для сокращения погрешностей статической настройки при установке приспособлений часто используют направляющие шпонки, которые располагают на основании опорной плиты или корпуса приспособления. Шпонки позволяют быстро и точно установить приспособление по одной из сторон Т-образного паза стола станка.
Одним из способов размерной настройки станка является использование уже обработанной и проверенной детали или специального эталона. При повышенных требованиях к точности настройки системы СПИД широко используют различные (механические, электрические, оптические и др.) встраиваемые системы для отсчета координат перемещения узлов станка. Применяют также специальные устройства, компенсирующие геометрические неточности в размерных цепях настройки станка, например погрешности шага ходовых винтов в расточных и резьбонарезных станках.
Как правило, наибольшие трудности возникают при сокращении погрешности динамической настройки, так как это требует непрерывного контроля входных параметров заготовок, текущего состояния оборудования и оснастки. Например, для учета колебаний припуска и твердости заготовок прибегают к их предварительной сортировке на группы и внесению соответствующих поправок в режимы обработки для каждой из групп. Температурные деформации системы СПИД в известной степени удается нейтрализовать путем предварительного нагрева станка на холостом ходу, т.е. выведением его узлов на определенный более или менее стабильный температурный режим. Для устранения влияния вибраций применяют различные конструкции виброгасителей. Износ инструмента компенсируют либо периодической его заменой, либо с помощью известных средств активного контроля.
Значительные трудности представляет также учет перераспределения внутренних напряжений в заготовках, особенно корпусных сложной формы, и влияние его на точностные параметры изготовляемых деталей. В подобных случаях используют различные способы старения деталей: вылеживание в течение определенного времени, температурную обработку, вибрационное старение. Успех того или иного мероприятия по сокращению погрешностей обработки во многом зависит от квалификации рабочего, который определяет величину и время внесения требуемой поправки в процесс обработки.
Date: 2015-11-15; view: 1056; Нарушение авторских прав