Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Розрахунок шовного зварювання
|
|
Практична робота №3
Шовне зварювання проходить так само, як і точкове. Різниця між ними у тому, що при шовному зварюванні деталі затискаються між електродами-роликами, які в процесі зварювання обертаються, переміщаючи зварювані деталі. Імпульси зварювального струму виникають один за іншим через установлену паузу. Сукупність багатьох точок, що взаємно перекривають одна одну, утворює суцільний зварний шов.
Шовне зварювання широко застосовується при виготовленні ємкостей баків, циліндричних посудин, труб тощо (рис. 1).
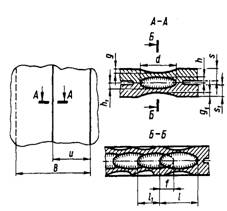
Рис. 1-З'єднання шовне:  ,
,  - величина проплавлення;
- величина проплавлення;  ,
,  - глибина вм'ятини;
- глибина вм'ятини;  ,
,  , - товщина деталей;
, - товщина деталей;  - ширина литої зони;
- ширина литої зони;  - довжина литої зони;
- довжина литої зони;  - довжина неперекритої частини литої зони шва;
- довжина неперекритої частини литої зони шва;  - величина перекриття литих зон шва
- величина перекриття литих зон шва
Параметрами режиму шовного зварювання є сила зварювального струму  , тривалість проходження струму
, тривалість проходження струму  та паузи
та паузи  , зусилля стиску електродів
, зусилля стиску електродів  , швидкість зварювання
, швидкість зварювання  (рис.2) та розміри електродів.
(рис.2) та розміри електродів.
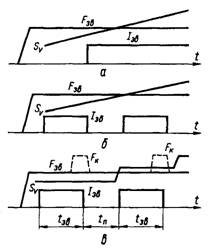
а - безперервна;б - циклічна;в - крокова;
Рис. 2-Циклограми шовного зварювання:
- зусилля зварювання; - струм зварювання;  - переміщення деталей;
- переміщення деталей;  - зусилля кування; , - тривалість зварювання та паузи
- зусилля кування; , - тривалість зварювання та паузи
Силу зварювального струму вибирають залежно від товщини, фізико-механічних властивостей металу деталей та швидкості зварювання. У зв'язку з шунтуванням сила струму визначається на 15…25 % вище, ніж при точковому зварюванні. При зварюванні поздовжніх швів на виробах з феромагнітних металів сила зварювального струму може зменшуватися через підвищення індуктивного опору вторинного контуру машини та втрат потужності машини.
Зусилля стиску при шовному зварюванні залежить від товщини, жорсткості та механічних властивостей металу деталі. Зусилля обмежується стійкістю електродів та потужністю приводу обертання машини.
Швидкість зварювання , м/хв, вибирають з урахуванням величин перекриття точок (див. рис. 1) та відстані між ними. Максимальне значення обмежене швидкістю нагрівання та кристалізації металу, що зварюється.
Розміри робочої частини електродів залежать від товщини та конструкції деталей, що зварюються (табл. 2). При зменшенні діаметра роликів до 250…300 мм зростає їх зношення.
При зварюванні кільцевих швів ролик всередині виробу має бути меншого діаметра, ніж зовні для забезпечення рівномірної щільності струму та теплових потоків у контакті електрод-деталь.
Деталі із сталей (при співвідношенні товщини 1:3) або із високопровідних металів (при співвідношенні 1:2) зварюються з розплавленням обох деталей. Якщо ці співвідношення більші, то здійснюються такі ж технологічні заходи, що і при точковому зварюванні.
Для зварювання деталей із маловуглецевих сталей з товщиною до 2,0 мм застосовуються електроди із циліндричною робочою поверхнею. Електроди зі сферичною поверхнею використовують під час зварювання легованих сталей, спеціальних сплавів середньої і великої товщини, мідних, алюмінієвих та титанових сплавів і т. ін., а також для зварювання маловуглецевих сталей з товщиною більше, ніж 2,0 мм.
Розміри робочої поверхні електродів-роликів вибирають залежно від товщини деталей , що зварюють, за формулою  мм (рис. 3).
мм (рис. 3).
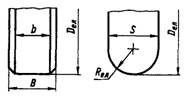
Рис. 3-Форма електродів для шовного зварювання
Типи з’єднань для шовного зварювання вибирають з врахуванням товщини і матеріалу заготовки,а також умов роботи виробу. Широко використовують з’єднання в напустку,яке при роликовому зварюванні забезпечує високу міцність та щільність швів. Величину напустки беруть в межах 10-18 мм.
Деформації та внутрішні напруження після шовного зварювання зменшують частіше за все обкаткою швів сталевими роликами, а також термічною обробкою. Корозійну стійкість виробів підвищують так, як після точкового зварювання.
Табл.3.1 Параметри режиму шовного зварювання
| № п/п | Найменування параметру | Розрахункова формула | Числове значення |
| Товщина зварювального металу S,мм | 0.8 | ||
| Густина струму j,А/мм2 | |||
| Діаметр окремих точок dm,мм | 3.6 | ||
| Площа контакту | 16.2 | ||
| Сила зварювального струму | |||
| Крок точок | 1.8 | ||
| Швидкість зварювання | 12.96 | ||
| Питомий тиск осадження | |||
| Ширина робочої контактної поверхні | 6.5 | ||
| Зусилля стиснення |
dm=2S+2=2˟0.8+2=3.6 мм;
F=Р˟d2/4=5˟3.62/4=16.2 мм2
 =16.2˟340=5508 А;
=16.2˟340=5508 А;
Крок точок визначається за рівнянням:
a = (0.5…0.7)˟dm= (0.5…0.7)˟3.6 = 0.5*3.6=1.8 м;
Приймаємо а=1.8 мм;
Vзв = 2 ˟ f ˟ 60 ˟ a/1000 = 2˟60˟60˟1.8/1000 = 12.96 м/хв;
Приймаємо р = 6 кгс/мм2
Pст = p ˟ F=5˟16.2=81 кгс/мм2
Питомий тиск при зварюванні деталей до 3 мм: р = 4…12 кгс/мм2
Ширина робочої контактної поверхні залежить від товщини:
Ве = 5 ˟ √S +2 = 5˟√0.8+2 = 6.5 мм;
Контрольні запитання
1. В чому суть шовного контактного зварювання?
2. Які деталі можна зварювати шовним зварюванням?
3. Які основні параметри шовного зварювання?
4. Від чого залежить сила струму при шовному зварюванні?
5. Які фактори впливають на швидкість шовного зварювання?
6. З яких матеріалів виготовляються електроди для шовного зварювання?
7. Наведіть приклади використання шовного зварювання в нафтовій промисловості.
| <== предыдущая | | | следующая ==> |
| Теоретичні відомості. Розрахунок режимів стикового зварювання | | | Закінчення таблиці 1 |
Date: 2015-10-19; view: 589; Нарушение авторских прав