Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Теоретичні відомості. Розрахунок режимів стикового зварювання
|
|
Практична робота №1
Розрахунок режимів стикового зварювання
Мета роботи
Вивчити технологію контактного зварювання, область його використання, навчитись розраховувати параметри режиму зварювання.
Теоретичні відомості
Контактне зварювання відноситься до способів зварювання тиском при якому заготовки в місці з’єднання нагріваються теплом, що виділяється при проходженні електричного струму та стискаються відповідним зусиллям.
Для отримання якісних зварних з’єднань метал в місті контакту нагрівається до розплавлення, а в окремих випадках до пластичного стану, що забезпечує потрібну пластичну деформацію заготовок. В процесі деформації відбувається видалення оксидних плівок з місця з’єднання, усунення раковин і ущільнення металу.
При проходженні електричного струму через зварювальні заготовки максимальна кількість теплоти Q, яка виділяється в місці зварювального контакту та визначається за законом Джоуля-Ленца:

Q- кількість теплоти, яка виділяється у зварювальному контурі (Дж);
І- сила зварювального струму(А);
R- повний опір (Ом);
Т- час протікання струму (с);
Повний опір зварювального струму R, складається із опору заготовок  , опору електрода
, опору електрода  і опору шва
і опору шва  .
.
 +
+
Опір зварного контакту є найбільшим у даній залежності, тому що поверхні стика навіть після обробки мають шорсткість та мікронерівності і дотикаються тільки в окремих точках, завдяки цьому відбувається різке зменшення дійсного перерізу металу через, який проходить електричний струм та в зоні контакту виникають великі густини струму, крім цього на поверхні зварювального металу є оксидні плівки металів, та забруднення з малою електропровідністю, які так само збільшують електричний опір.
В результаті високої густини струму в точках контакту метал нагрівається до пластичного стану, або до повного оплавлення, при неперервному зварюванні нагрітих заготовок утворюється нові точки опору і так проходить процес до повного зближення на міжатомні відстані,тобто відбувається зварювання.
Розрахувати технологічні параметри стикового зварювання опором двох прутків з маловуглецевої сталі діаметром d=3,5 мм.
Схема процесу:
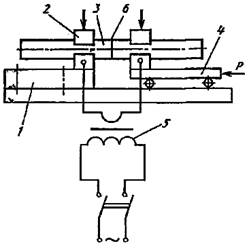
1-нерухома плита; 2-затискачі (електроди); 3-заготовки; 4-рухома плита; 5- зварювальний трансформатор; 6-контакт.
Рисунок 1 - Схема контактного стикового зварювання
Основні параметри стикового зварювання опором
1. Сила зварювального струму 
2. Зусилля осадження 
3. Встановлена довжина 
4. Припуск на осадження 
5. Час нагрівання Т=1-1,5
6. Силу струму визначаємо за даними табл. 1
Таблиця 1-Приблизні величини густини струму та часу нагрівання від площі перерізу
| Площа перерізу,мм2 | Густина струму, А/мм2 | Час нагрівання,с |
| 0,2-0,3 | ||
| 0,6-0,8 | ||
| 0,8-1,0 | ||
| 1,0-1,5 | ||
| 1,2-2,5 | ||
| 1,4-2,5 | ||
| 1,6-3,0 | ||
| 1,8-3,5 | ||
| 2,0-4,0 | ||
| 2,2-4,53 |
d=3.5 мм;
F=П˟d2/4=3.14˟3.52/4=9.6 мм2
j=300 А/мм2; F- вибираємо з табл.1
=9,6˟300=2880 А
Величина зусилля  визначаємо як добуток питомого опору Р на площину перерізу зварювального прутка F. При зварюванні деталей з маловуглецевої сталі питомий опір приймаємо від 20 до 25 Н/мм2
визначаємо як добуток питомого опору Р на площину перерізу зварювального прутка F. При зварюванні деталей з маловуглецевої сталі питомий опір приймаємо від 20 до 25 Н/мм2
= 22˟9.6=211.2 Н
Встановлена довжина –це відстані від торця заготовки до внутрішнього краю електрода зварювальної машини, вимірюється до початку зварювання. Довжина,залежить від теплофізичних властивостей металу,конфігурації стика та розміру заготовки. При недостатній встановленій довжині деталі нагріваються недостатньо,а при надмірній супроводжуються перегрівом та збільшенням довжини деформованої ділянки,крім того перекоси,або на співосність торців внаслідок втрати для вуглецевих сталей.
= (0.5…0.7)˟3.5 = 1,75 мм;
Приймаємо Lн=1.75 мм;
Припуск на осадження:
= 0.96+0.25=1.21
Якщо осадження недостатнє, то в стику залишаються оксидні плівки, можливі непровари. При завищеному зусиллі осадження якість шва знижується внаслідок викривленням волокон та перегріванням металу.
Таблиця 2-Значення розрахованих параметрів
| № | Технологічні параметри | Значення |
| Діаметр зварного прутка, мм | 3.5 | |
| Площа перерізу, мм2 | 9.6 | |
| Густина струму, А/мм2 | ||
| Сила зварювального струму, А | ||
| Питомий тиск, Н/мм2 | ||
| Зусилля осадження, Н | 211,2 | |
| Встановлена довжина | 1.75 | |
| Припуск на осадження | 1.21 | |
| Час на нагрівання, с | 0.2 – 0.3 |
Висновок: на даному практичному занятті ми вивчили технологію контактного стикового зварювання, область його використання, навчились розраховувати параметри режиму зварювання.
| <== предыдущая | | | следующая ==> |
| Завдання 2 | | | Розрахунок шовного зварювання |
Date: 2015-10-19; view: 366; Нарушение авторских прав