Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Приспособления, оснастка и вспомогательный инструмент, применяемые на станке
|
|
На фрезерных станках применяются следующие приспособления: универсальная головка, делительная головка с задней бабкой, поворотные тиски, круглый накладной стол. Они служат для установки и закрепления инструмента и заготовок и расширяют технологические возможности фрезерных станков.
Фрезы редко крепят непосредственно на шпинделе станка. Обычно используют оправки или патроны.
Цилиндрические и дисковые фрезы устанавливаются на горизонтально-фрезерных станках при помощи центровых оправок (рисунок 9.1 а, б).
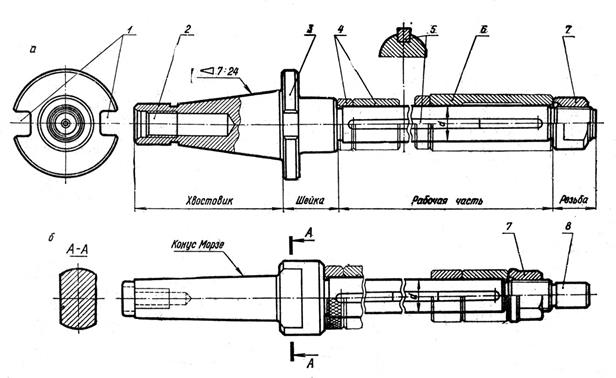
Рисунок 36 – Оправки центровые
Хвостовик – имеет конусную форму (Морзе или 7:24) и устанавливается непосредственно в отверстие шпинделя.
Шейка – на которой предусмотрены фланец 3 с прямоугольными пазами 1 (рис. 36 а) или лысками (рис 36 б сечение А-А), которые предназначены для передачи крутящих моментов.
Рабочая часть – имеет цилиндрическую форму и соответствует диаметрам посадочных отверстий фрез (13, 16, 22, 27, 40 и 50 мм) и различной длины. В паз 5 устанавливается призматическая шпонка, позволяющая передать крутящий момент от оправки к фрезе. Оправка комплектуется набором установочных колец 4 различной ширины (от 1 до 50 мм), которые позволяют располагать фрезу вдоль оправки на необходимом расстоянии от шпинделя. В зависимости от конструкции подшипника фланца (серьги) станка оправка может иметь поддерживающую втулку 6 (рис. 36 а) или цилиндрическую цапфу 8 (рис.36 б).
Резьбовая часть – обычно имеет левую метрическую резьбу с мелким шагом, следовательно, уменьшается вероятность самоотвинчивания гайки 7 во время работы.
Торцевые фрезы устанавливаются на горизонтально-фрезерном станке при помощи коротких концевых оправок (рис. 37).
|
|
|



Рисунок 37 – Оправки концевые для торцовых фрез.
а – с продольной шпонкой, б – с коническим посадочным отверстием, в – с торцовой шпонкой
Делительные головки применяют в основном на консольно-фрезерных станках для установки заготовки и периодического или непрерывного поворота ее на задние углы. Периодический поворот необходим, например, для прорезания впадин у зубчатых венцов; непрерывный поворот, согласованный с движением вдоль оси, осуществляют для получения винтовых канавок на сверлах и других инструментах.
Существуют лимбовые, безлимбовые и оптические делительные головки.
УДГ позволяет производить деление заготовки тремя методами: непосредственным, простым, дифференциальным.
Конструкция УДГ: (рис. 38)

Рисунок 38 – Конструкция УДГ
Задняя бабка:
1 – моховик задней бабки
2 – корпус
3 – пиноль
4 – полуцентр
24 – основание
Люнет:
5 – гайка
6 – призматическая головка
22 – стопорный винт
23 – корпус
Делительная головка:
7 – резьба и центрирующий поясок (для установки патронов)
8 – лимб непосредственного деления, с 24 делениями
9 – стяжные дуги
10 – корпус
11 – зажим
12 – шкала для поворота корпуса делительной головки
13 – зажимной винт
14 – линейки
15 – втулка
16 – вал механического привода
17 – стопор
18 – раздвижной сектор (состоит из позиций 13 и 14)
19 – крышка
20 – чугунное основание
21 – центр, устанавливаемый в сквозное отверстие шпинделя (с другой стороны устанавливается оправка для дифференциального деления; оба конца шпинделя расточены под конус Морзе)
Поворотные тиски (рис. 39) применяются для зажима заготовок. При вращении винта 1 посредством рукоятки заготовка зажимается между подвижной губкой 2 и неподвижной губкой 3. Тиски могут быть повернуты вокруг вертикальной оси основания 4 со шкалой 5. Закрепление на основании производится болтами. На столе станка тиски устанавливаются при помощи точной планки, входящей в паз основания 4 и в средний паз стола.
Круглый поворотный стол (рис. 40) применяется для обработки круговых пазов, канавок, фасонных кулачков и других подобных поверхностей вращения, иногда и для деления.
Стол состоит из основания 1, закрепляемого на столе станка, верхней поворотной части 2 с привинченным к нему снизу червячным колесом. Верхняя поворотная часть стола приводится во вращение вручную рукояткой 3, надетой на конец вала червяка. Величина поворота отсчитывается по шкалам 4 и 5.
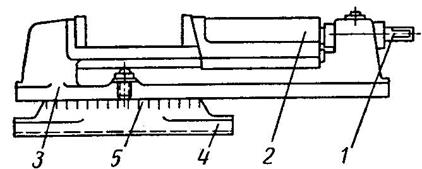
Рисунок 39 - Поворотные тиски

Рисунок 40 - Круглый поворотный стол
Date: 2015-10-21; view: 684; Нарушение авторских прав