Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Пропитка расплавом засыпки водорастворимого порообразователя
|
|
Разновидностью литейной технологии (литейного способа) получения пеноалюминия и изделий из него является технология изготовления пористого литого алюминия путем заливки расплава в кокиль (металлическую форму) с размещенной в нем засыпкой из водорастворимых солей; технология запатентована японскими исследователями [48]. Данная технология за рубежом не получила развития (не была полностью освоена) из-за высокой доли (%) брака.
Сотрудники УГТУ («УПИ», г.Екатеринбург) Е. Л. Фурман, А. Б. Филькенштейн и др. [49] усовершенствовали эту технологию, установили основные закономерности (причины) формирования дефектов пористых отливок, что позволило сократить долю брака до приемлемого уровня и в настоящее время пористые алюминиевые отливки изготавливаются в компаниях: «Композиционные материалы» (г. Кировоград, Свердловская обл.), «Металлическая компания» (г. Екатеринбург).
Технология включает три основные стадии: нагрев наполнителя (засыпки из водорастворимых солей) для обеспечения достаточной жидкотекучести расплава, заливку расплава под давлением и экстрагирование (вымывание) наполнителя из отливки в воде. Пористые литые изделия изготавливают из алюминия (Al) с наполнителем NaCl [50].
Принципиальная схема получения пористого литого изделия из алюминиевого сплава приведена на рисунке 19.
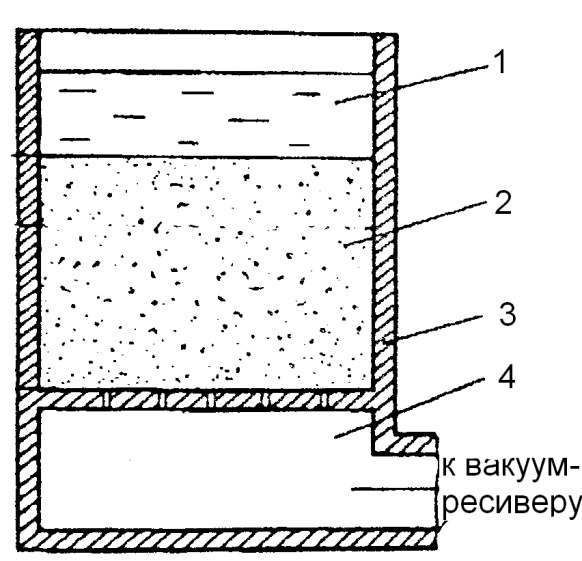
Рисунок 19 – Принципиальная схема устройства для получения пористого литого алюминия: 1 – расплав, 2 – наполнитель, 3 – металлическая форма, 4 – вакуум-камера [50]
Наполнитель 2, предварительно подогревают в камерной печи, засыпается в металлическую форму 3, соединенную с помощью перфорации с вакуум-камерой 4. Расплав 1, заливаемый поверх наполнителя 2 пропитывает последний под действием разности атмосферного давления и давления в вакуум-камере. После выдержки заготовки в воде, растворения и вымывания наполнителя получается изделие из пористого литого алюминия. Радиус пор в готовом изделии зависит от радиуса зерен наполнителя, а объем пор в готовом изделии складывается из объемов порообразующей засыпки и воздушных манжет (прослоек).
На базе данной литейной технологии А. Б. Финкельштейном и сотрудниками [51] разработана технология изготовления тонкостенных пористых отливок с цельнометаллическим крепежным узлом (глушитель выхлопа, рисунок 20).

Рисунок 20 – Пористая металлическая отливка (глушитель выхлопа): 1 – пористая часть, 2- монолитная металлическая часть [51]
Для ее осуществления авторы предложили более сложную створчатую конструкцию кокиля, показанную на рисунке 21 [51].
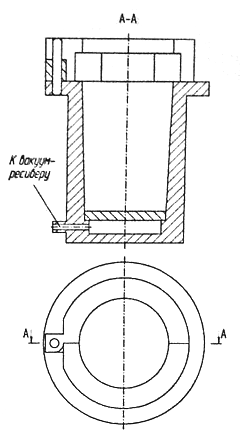
Рисунок 21 – Створчатая конструкция кокиля [51]
Часть корпуса кокиля, оформляющая собственно пористую отливку, должна быть выполнена цельной во избежание подсоса воздуха через зазор, что накладывает ограничения на конфигурацию отливки. Однако пористым литым деталям можно придать любую, самую сложную конфигурацию, поскольку их подвергают обработке на металлорежущем оборудовании. [52].
В случае, когда необходимо получить отливку из пеноалюминия с внутренней полостью (глушитель) используют засыпной стержень.
Засыпной стержень представляет собой мелкодисперсный наполнитель, который не может быть пропитан расплавом. Засыпные стержни не изготавливаются специально, в них не используется связующее. Порядок установки засыпных стержней представлен на рисунке 22 [52].
Насыпается донный слой основного наполнителя, формирующего поры в отливке (рисунок 22, а); в форму по шаблону устанавливается металлическая обечайка с вертикальными стенками (рисунок 22, б); в металлическую обечайку насыпается мелкодисперсный наполнитель (рисунок 22, в); в зазоры между обечайкой и металлической формой засыпается основной наполнитель (рисунок 22, г); обечайка извлекается из заполненной наполнителем металлической формы (рисунок 22, д) [52].
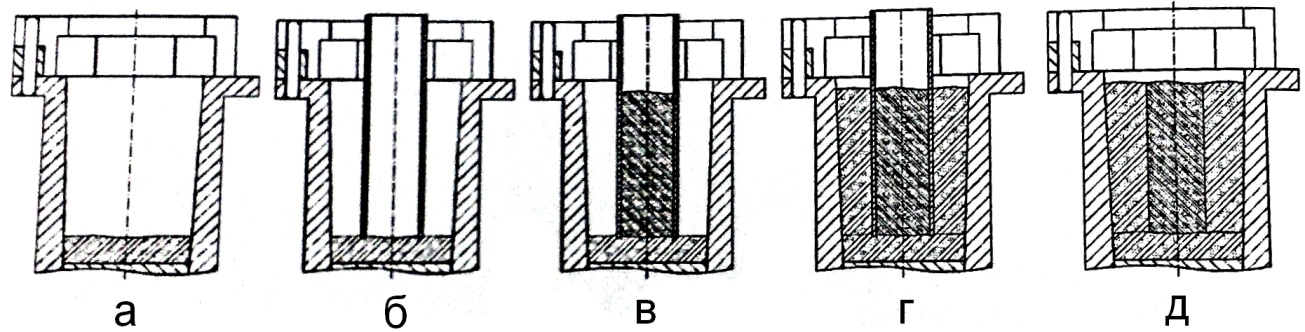
Рисунок 22 – Последовательность операций при изготовлении засыпных стержней [52]
По технологии Тольяттинского государственного университета (ТГУ) пеноалюминий получают следующим образом.
Приготавливают алюминиевый расплав и перегревают его выше температуры ликвидус. Полость формы под изделия из пеноалюминия заполняют водорастворимыми гранулами из смеси соды и желатина в соотношении: сода 95-99,5%, желатин 0,5-5%, и нагревают ее до температуры расплава. Алюминиевый расплав заливают в форму, при этом расплав заполняет полости между гранулами. После затвердевания алюминиевого расплава изделие извлекают из формы и помещают в воду, при этом гранулы растворяются в воде, образуя поры. Способ позволяет получить изделия из пеноалюминия со стабильной пористостью и с регулируемым размером пор.
Высокая температура плавления соды (854°С) обеспечивает термическую стабильность гранулам при заливке, а более высокая плотность, чем плотность алюминия, не позволяет всплывать гранулам. Желатин выполняет функцию связующего и в указанных пределах обеспечивает получение гранул с высокой прочностью. Высокая прочность гранул и негигроскопичность снижают вероятность разрушения гранул при заливке и позволяют получать качественные изделия с равномерной и однородной пористостью [53].
По технологии, разработанной в ООО Средневолжском сертификационно-диагностическом центре «Дельта».пеноалюминий получают следующим образом.
Приготавливают алюминиевый расплав и перегревают его выше температуры ликвидуса. Расплав заливают в нагретую до той же температуры форму, заполненную гранулами из водорастворимых солей. При этом используют соли, химически не взаимодействующие с алюминиевым расплавом, с температурой плавления выше температуры нагрева расплава и формы и с плотностью выше, чем у алюминиевого расплава. После затвердевания слиток извлекают из формы и помещают в воду. В результате были получены следующие достижения – расширение номенклатуры изготавливаемых из пеноалюминия изделий, повышение качества пеноалюминия, снижение себестоимости производства пеноалюминия [54].
Date: 2015-09-24; view: 1309; Нарушение авторских прав