Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Аналоги зарубежных легированных сталей
|
|
| Страны СНГ (ГОСТ) | Германия (DIN) Евронормы | США (стандарты) |
| 18ХГ | 1.7131* 16MnCr5 | |
| 38X2MЮА | 1.8509 41CrAlMo7 | A290C1M |
| 40XH | 1.5711 40NiCr6 | |
| 40Г | 1.0503 С45 | |
| 12ХН3А | 1.5732 14NiCr10 | 655M13 |
Примечание: * - цифровое обозначение.
4.1.1. Особенности термообработки легированных сталей
Термическая обработка легированных сталей по сравнению с обработкой углеродистых сталей имеет ряд технологических особенностей. Эти особенности заключаются в различии температур и скорости нагрева, длительности выдержки при этих температурах и способе охлаждения.
Критические температуры у одних легированных сталей ниже (при легировании никелем и марганцем), у других – выше, чем у углеродистой стали.
Для легированных сталей требуется несколько большее время выдержки при температурах отжига, температуре нагрева под закалку и отпуска, так как большинство легирующих элементов затрудняет процессы распада карбидов и мартенсита. Кроме того, легированные стали имеют меньшую теплопроводность.
Скорость охлаждения при термической обработке устанавливают в соответствии с устойчивостью переохлажденного аустенита. Поскольку при легировании увеличивается устойчивость аустенита, многие легированные стали закаливают на мартенсит в масле, т. е. при меньшей скорости охлаждения, чем углеродистая сталь. У высоколегированных сталей, если они содержат большое количество углерода, способность к самозакаливанию выражена очень сильно, у низколегированных и малоуглеродистых – слабее. Например, такие стали, как 30Х13 и 40Х13 закаливаются на мартенсит при охлаждении в воздухе.
Легированная сталь обладает большей прокаливаемостью, чем углеродистая. Чем выше степень легирования, тем более глубокой прокаливаемостью они обладают. Особенности термообработки высоколегированных сталей можно проиллюстрировать на примере быстрорежущих сталей (Р18, Р9Ф5, Р6М3 и др.), которые приобретают высокие эксплуатационные свойства после закалки и трехкратного отпуска (рисунок 4.2.).
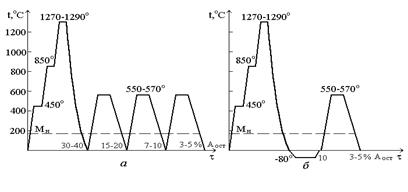
Рисунок 4. 2. Схема термической обработки быстрорежущей стали: а – без обработки холодом; б – с обработкой холодом
Из-за низкой теплопроводности быстрорежущие стали при закалке нагревают медленно с прогревами при 450 и 850 °С, применяя соляные ванны для уменьшения окисления и обезуглероживания. Особенность закалки быстрорежущих сталей – высокая температура нагрева для растворения вторичных специальных карбидов.
От температуры закалки мелкие инструменты охлаждают на воздухе, крупные – в масле. Сложные по форме инструменты для уменьшения деформаций подвергают ступенчатой закалке с выдержкой в горячих средах при температуре 500…600 °С.
После закалки не достигается максимальная твердость сталей, так как в структуре кроме мартенсита и первичных карбидов содержится 30…40 % остаточного аустенита (температура Мк ниже 0 °С). Остаточный аустенит превращают в мартенсит при отпуске или обработке холодом. Отпуск проводят при температуре 550…570 °С. При отпуске из мартенсита и остаточного аустенита выделяются дисперсные карбиды М6С. Аустенит, обедняясь углеродом и легирующими элементами, становится менее устойчивым и при охлаждении ниже точки Мн испытывает мартенситное превращение. Однократного отпуска недостаточно для превращения всего аустенита. Поэтому применяют трехкратный отпуск с выдержкой при каждом 1 ч и охлаждением на воздухе. При этом количество остаточного аустенита снижается до 3…5 %. Применение обработки холодом после закалки сокращает цикл термической обработки. В термически обработанном состоянии быстрорежущие стали имеют структуру, состоящую из мартенсита отпуска и карбидов и твердость HRCэ 63…65.
4.1.2. Цементуемые легированные стали
Для получения высокой твердости (HRCэ 58…62), контактной выносливости и предела усталости при изгибе, после химико-термической обработки цементованный слой должен иметь высокую закаливаемость и прокаливаемость.
Прокаливаемость сердцевины должна обеспечить высокие механические свойства, особенно повышенный предел текучести, и твердость HRCэ 30…34.
Для обеспечения требуемой прокаливаемости слоя и сердцевины и минимальной деформации при закалке для изготовления деталей, работающих на износ в условиях знакопеременных и ударных нагрузок (распределительные валы, толкатели, зубчатые колеса), используют закаливаемые в масле или на воздухе низколегированные низкоуглеродистые (не более 0,3 % С) стали.
К таким материалам относятся хромистые стали (15Х, 20Х), хромомарганцевые стали (18ХГТ, 20ХГР, 25ХГТ, 30ХГТ), хромоникелевые стали (12ХН3А, 12Х2Н4А), хромомарганцевоникелевые стали (15ХГН2ТА) и хромоникельмолибденовые стали (18Х2Н4МА).
4.1.3. Улучшаемые легированные стали
Улучшению, закалке и высокому отпуску (500…600 °С) на структуру сорбита подвергают стали, содержащие 0,3…0,5 % С и не более 5 % легирующих элементов.
Улучшаемые стали предназначены для изготовления ответственных деталей машин (валов, штоков, шатунов), работающих в условиях циклических у ударных нагрузок, концентрации напряжений, а в некоторых случаях при пониженных температурах. Поэтому они должны иметь высокий предел текучести в сочетании с высокой пластичностью, вязкостью, малой чувствительностью к надрезу.
Большое значение для этих сталей имеет порог хладноломкости, предел выносливости и другие параметры конструктивной прочности.
Высокий комплекс механических свойств возможен только при сквозной прокаливаемости, поэтому она служит важнейшей характеристикой этих сталей. Кроме прокаливаемости важно обеспечить в сталях мелкое зерно и не допустить развития отпускной хрупкости.
К сталям, прокаливающихся в сечениях до 25…35 мм относятся 30Х, 40Х, 40ХФА; в сечениях до 50…75 мм – 40ХГТР, 30ХГС, 40ХН; в сечениях до 75…100 мм – 30ХН3А, 40ХН2МА; в сечениях более 100 мм – 36Х2Н2МФА, 38ХН3МФА.
4.1.4. Рессорно-пружинные легированные стали
Рессорно-пружинные легированные стали предназначены для изготовления упругих элементов общего назначения. Особенности работы пружин, рессор и других деталей пружинного типа состоит в том, что при значительных нагрузках в них не допускается остаточная деформация.
В связи с этим стали должны обладать высоким сопротивлением малым пластическим деформациям, а также высоким пределом выносливости.
Этим требованиям удовлетворяют стали с повышенным содержанием углерода (0,5…0,7 % С), которые подвергают закалке и среднему отпуску (420…520 °С) на троостит.
Небольшие пружины простой формы изготавливают из стали, поставляемой в термически обработанном состоянии. Для крупных пружин, требующих больших усилий при навивке, сталь используют в отожженном состоянии.
Термообработке подвергают готовые изделия, полученные горячей навивкой.
Все легированные рессорно-пружинные стали относятся к перлитному классу. Основными легирующими элементами в них являются Si и Mn, а в сталях более ответственного назначения – Cr, V, Ni. Легирование (кроме Si и Mn) мало влияет на предел упругости – главное свойство этих сталей. Более существенно оно проявляется в повышении релаксационной стойкости, прокаливаемости, предела выносливости. Релаксация опасна тем, что в результате перехода части упругой деформации в пластическую упругие элементы после разгрузки изменяют размеры и форм и теряют свои эксплуатационные свойства.
Легированные стали, имея повышенную релаксационную стойкость, обеспечивают более длительную и надежную работу машин и приборов.
Для рессор из полосовой стали 3…16 мм, пружинной ленты толщиной 0,08…3 мм и для витых пружин из проволоки толщиной 3-16 мм применяются стали 60С2 (60С2А) и 50ХГ (50ХГА). Для тяжело нагруженных пружин и рессор ответственного назначения используют стали 70С3А, 60С2ХА, 60С2Н2А, 65С2ВА.
Для ответственных пружин и рессор, работающих при повышенной температуре (до 300 °С) и многократных переменных нагрузках применяют стали 50ХФА и 50ХГФА.
Соответствие некоторых отечественных марок легированных рессорно-пружинных сталей с зарубежными аналогами представлено в таблице 4.2.
Таблица 4.2
Date: 2015-09-18; view: 857; Нарушение авторских прав