Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Закалка и отпуск стали
|
|
2.3.1. Закалка сталей состоит в нагреве до температур выше температур фазовых превращений, выдержке при этой температуре для прогрева изделий и завершения превращений (~ 1 мин на 1 мм толщины изделий) и быстром охлаждении в закалочной среде.
В качестве закалочных сред используют воду, масло, водные растворы солей и щелочей, водные растворы полимеров, расплавы солей и т. д.
Закалка сталей позволяет получить структуру наивысшей твердости, т. е. мартенсит, при последующем отпуске которого можно понизить твердость и повысить пластичность стали.
При равной твердости структуры, полученные при отпуске мартенсита, имеют лучшие механические свойства, чем структуры, полученные непосредственно в результате распада аустенита, за исключением нижнего бейнита.
При полной закалке в результате нагрева сталь переводят в однофазное аустенитное состояние. Полной закалке подвергают доэвтектоидные стали, для которых оптимальная температура нагрева составляет АС3+(30…50 °С). Такая температура обеспечивает получение при нагреве мелкозернистого аустенита и, соответственно, после охлаждения - мелкокристаллического мартенсита.
Неполной закалке подвергают эвтектоидные и заэвтектоидные стали. Оптимальная температура нагрева для углеродистых и низколегированных сталей – АС1 + (30…50 °С). После закалки заэвтектоидная сталь приобретает структуру, состоящую из мартенсита и цементита. Кристаллы цементита тверже кристаллов мартенсита, поэтому после неполной закалки заэвтектоидные стали имеют более высокую твердость, чем при полной. Перед закалкой для обеспечения зернистой структуры цементита заэвтектоидные стали подвергают нормализации и сфероидизирующему отжигу.
Для получения мартенситной структуры необходимо переохладить аустенит до температуры мартенситного превращения, следовательно, скорость охлаждения должна быть очень большой – 1400…400 °С/с для углеродистых сталей (кривая 6, см. рисунок 2.11). Такая скорость охлаждения достигается погружением закаливаемых деталей в холодную воду или в воду с добавками соли или едкого натра.
Резкое охлаждение деталей приводит к возникновению остаточных напряжений, которые могут вызвать коробление деталей и появление трещин. Остаточные напряжения уменьшаются при условии одновременного превращения по сечению детали и понижения скорости охлаждения в интервале температур Мн – Мк.
Поэтому часто для уменьшения остаточных напряжений условия охлаждения усложняют. Применяют закалку в двух средах и ступенчатую закалку (кривые 5 и 4, см. рисунок 2.11).
При закалке в двух средах нагретую деталь погружают на определенное время в воду, в результате чего достигается быстрое прохождение температурного интервала минимальной устойчивости аустенита, а затем переносят в более мягкую охлаждающую среду, обычно в масло.
При ступенчатой закалке нагретую деталь переносят в жидкую среду, имеющую температуру на 50…100 °С выше мартенситной точки Мн закаливаемой стали, и выдерживают небольшое время, необходимое для выравнивания температуры по сечению, а затем окончательно охлаждают на спокойном воздухе.
К ступенчатой закалке прибегают обычно при термической обработке инструментов небольшого сечения из низко- и среднелегированных сталей. При таком способе закалки имеется также возможность правки инструментов в специальных приспособлениях при охлаждении после изотермической выдержки.
Конструктивная прочность многих изделий, работающих в условиях истирания, зависит от структуры поверхностных слоев. Одним из методов упрочнения в этих случаях является поверхностная закалка. Основным способом поверхностной закалки является индукционный, при котором нагрев деталей осуществляется токами высокой частоты (ТВЧ). Используются также различные виды лучевого нагрева - электроннолучевой, лазерный, световой.
В некоторых случаях после закалки на мартенсит и последующего отпуска не удается получить достаточную прочность и вязкость. Тогда применяют изотермическую закалку на нижний бейнит, обладающий высокой вязкостью и прочностью (кривая 3, см. рисунок 2.11). При изотермической закалке нагретую деталь переносят в ванну с расплавленными солями, имеющую температуру на 50…100 °С выше мартенситной точки Мн и выдерживают при этой температуре до завершения превращения аустенита в бейнит и затем охлаждают на воздухе.
Обработке холодом подвергают закаленные легированные стали, для которых температура конца мартенситного превращения Мк значительно ниже температуры 20…25 °С. Вследствие этого после закалки наряду с мартенситом в структуре содержится большое количество остаточного аустенита. Остаточный аустенит понижает твердость закаленной стали и может вызвать непостоянство размеров готовых деталей, так как способен распадаться при низких температурах с малой скоростью.
Для стабилизации размеров закаленных деталей и повышения их твердости сразу после закалки проводится охлаждение до температуры Мк, в процессе которого аустенит превращается в мартенсит.
Температура Мк легированных сталей изменяется в широких пределах, поэтому при обработке холодом их охлаждают до температур от –40 до –196 °С (температуры жидкого азота).
Обработке холодом подвергают измерительные инструменты, детали подшипников качения, цементованные детали из легированных сталей и ряд других изделий.
Важнейшими характеристиками сталей в отношении термической обработки являются закаливаемость и прокаливаемость.
Закаливаемость определяется твердостью поверхности закаленной стали, которая охлаждается с максимальной скоростью, и зависит главным образом от содержания углерода в стали.
Прокаливаемостью называют способность стали закаливаться на определенную глубину.
Условились при оценке прокаливаемости закаленными считать слои, в которых содержится не менее 50 % мартенсита и 50 % троостита (полумартенситная зона). Установлено, что легирование стали любыми элементами, кроме кобальта, увеличивает прокаливаемость, так как при этом повышается устойчивость переохлажденного аустенита. Для экспериментального определения прокаливаемости используется способ торцовой закалки (ГОСТ 5657). Цилиндрический образец диаметром 2,5 см и длиной 10 см, нагретый до температуры закалки, охлаждают струей воды только с торца на специальной установке. После охлаждения измеряют твердость по образующей цилиндра и строят график изменения твердости по длине образца. Твердости полумартенситной зоны соответствует HRCэ 45.
2.3.2. Отпуск стали это заключительная операция, определяющая ее конечные свойства после закалки. В зависимости от температуры различают низкотемпературный или низкий отпуск (120…250 °С), среднетемпературный или средний отпуск (350…500 °С) и высокотемпературный или высокий отпуск (500…680 °С). Продолжительность низкого отпуска 0,5…2 ч в зависимости от сечения деталей. Продолжительность низкого отпуска увеличивается до 10…15 ч, если температура низкого отпуска не превышает 100…120 °С. Продолжительность среднего и высокого отпуска обычно составляет 1…2 ч для деталей небольшого сечения и 3…8 ч для деталей массой от 200 до 1000 кг. Обычно от температуры отпуска детали охлаждают на спокойном воздухе.
При отпуске меняется твердость стали (рисунок 2.12). В конструкционных сталях, количество углерода в которых не превышает 0,7 %, твердость снижается непрерывно, однако снижение невелико до температур 100…120 °С. В инструментальных сталях с более высоким содержанием углерода эффект твердения вследствие выделения e-карбида преобладает, поэтому твердость при отпуске до 100…120 °С несколько увеличивается.

Рисунок 2.12. Изменение твердости закаленных углеродистых сталей при отпуске
При отпуске до 300 °С возрастают пределы текучести s0,2 и прочности sв, а затем уменьшаются. Характеристики пластичности d и y непрерывно возрастают с температурой отпуска. Ударная вязкость с повышением температуры отпуска увеличивается, однако есть два температурных интервала, при которых ударная вязкость конструкционных сталей заметно снижается – 250…350 °С и 500…600 °С. Понижение вязкости соответственно называют отпускной хрупкостью I и II рода.
Отпускная хрупкость второго рода подавляется быстрым охлаждением с температуры отпуска и дополнительным легированием сталей молибденом или вольфрамом в количестве 0,3 и 1 % соответственно.
Низкому отпуску подвергают режущий и мерительный инструмент из углеродистых и низколегированных сталей, а также детали, претерпевшие поверхностную закалку, цементацию, цианирование или нитроцементацию. Средний отпуск применяют главным образом для пружин и рессор, а также для штампов.
Высокий отпуск создает наилучшее соотношение прочности и вязкости стали. Комплексную термическую обработку, состоящую из полной закалки и высокого отпуска конструкционных сталей, называют улучшением. Улучшению подвергают среднеуглеродистые конструкционные стали, к которым предъявляются высокие требования по пределу выносливости и ударной вязкости. Однако износостойкость улучшенной стали вследствие ее пониженной твердости не высокая.
2.3.3. Термическая обработка сплавов с переменной растворимостью в твердом состоянии
Переменная растворимость компонентов в твердом состоянии дает возможность значительно упрочнять сплавы путем термической обработки. Это привело к широкому использованию сплавов этого типа – дисперсионно твердеющих или стареющих сплавов – в качестве конструкционных материалов повышенной и высокой прочности. Применяют сплавы на алюминиевой, медной, железной, никелевой, кобальтовой, титановой и других основах.
Рассмотрим принцип упрочняющей термической обработки стареющих сплавов на примере системы с промежуточным соединением (рисунок 2.13).
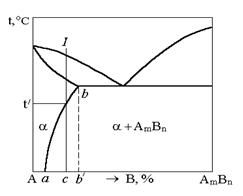
Рисунок 2.13. Диаграмма состояния сплавов с переменной растворимостью в твердом состоянии и промежуточным соединением AmBn
К термически упрочняемым относятся сплавы составов от точки «а» до промежуточного соединения AmBn, в которых при охлаждении из твердого раствора a выделяются вторичные кристаллы AmBn. При этом степень упрочнения тем выше, чем больше масса вторичных кристаллов в равновесном сплаве.
Рассмотрим для примера сплав I состава точки «c», который в равновесном состоянии имеет двухфазную структуру, состоящую из кристаллов твердого раствора a концентрации точки a и относительно крупных вторичных кристаллов AmBn.
Сопротивление движению дислокаций возрастает по мере уменьшения расстояний между частицами упрочняющей фазы, т. е. сплав I станет прочнее, когда вместо немногочисленных крупных включений образуется большое количество мелких.
Наибольшее препятствие для движения дислокаций создают включения, отстоящие друг от друга на 25…50 межатомных расстояний. В большинстве стареющих сплавов желательная дисперсная структура образуется в результате термической обработки, состоящей из двух операций – закалки и старения.
При закалке сплавы нагревают до температур, обеспечивающих распад вторичных кристаллов.
Для рассматриваемого сплава такой будет температура несколько выше t/. Быстрым охлаждением с температуры закалки полностью подавляют процесс выделения вторичных кристаллов и в результате получают однофазный сплав – пересыщенный компонентом В твердый раствор.
Пересыщение твердого раствора относительно сказывается на повышении твердости и прочности, незначительно изменяется и пластичность сплавов.
Пересыщенный твердый раствор представляет собой неравновесную структуру. Поэтому, как только подвижность атомов окажется достаточной большой, твердый раствор будет распадаться – начнется процесс старения.
Старение, происходящее при повышенных температурах, называется искусственным.
В сплавах на основе легкоплавких металлов старение может происходить при температуре 20…25 °С в процессе выдержки после закалки. Такое старение называется естественным.
При старении уменьшается концентрация пересыщающего компонента в твердом растворе. Этот компонент расходуется на образование выделений.
Кристаллическая структура выделений, их размер и характер сопряжения с кристаллической решеткой твердого раствора зависят как от вида сплава, так и от условий старения, т. е. температуры и времени выдержки. Обычно чем ниже температура старения, тем больше время старения, но тем большее упрочнение может быть достигнуто.
Контрольные вопросы:
1. При каких условиях получаются сорбитные, трооститные, бейнитные и мартенситные закалочные структуры?
2. Что такое ступенчатая закалка?
3. Что такое закалка с самоотпуском?
4. Что такое закалка с обработкой холодом?
5. На что влияет критическая скорость закалки?
6. Какие виды отпусков бывают?
7. При каких условиях проводится низкотемпературный отпуск для углеродистых сталей?
8. При каких условиях проводится среднетемпературный отпуск для углеродистых сталей?
9. При каких условиях проводится высокотемпературный отпуск для углеродистых сталей?
10. При каких условиях целесообразнее закаливать легированные стали перлитного и мартенситного классов?
11. При каких условиях целесообразнее закаливать улучшаемые легированные стали, содержащих 0,3 … 0,5 % (мас.) углерода, 1 … 6 % (мас.) легирующих элементов?
12. Какой вид отпуска проводят после поверхностной закалки?
13. каким видом термической обработки обеспечивается высокая конструкционная прочность сталей 30ХГСН2А, 40ХН2МА?
14. Какому виду отпуска обычно подвергают пружинные стали после закалки?
15..От чего зависит глубина закаленного слоя при закалке ТВЧ?
16. Какова структура доэвтектоидной стали после полной закалки и среднего отпуска?
2.4. Химико-термическая обработка. Поверхностная закалка.
2.4.1. Общая характеристика процессов химико-термической обработки стали
Химико-термической обработкой называют технологические процессы, приводящие к диффузионному насыщению поверхностного слоя деталей различными элементами.
Химико-термическую обработку применяют для повышения твердости, износостойкости, сопротивления усталости и контактной выносливости, а также для защиты от электрохимической и газовой коррозии.
Различают три стадии процесса химико-термической обработки:
1) образование активных атомов в насыщающей среде вблизи или непосредственно на поверхности металла;
2) адсорбция образовавшихся активных атомов поверхностью насыщения;
3) диффузия – перемещение адсорбированных атомов в кристаллической решетке обрабатываемого металла, при этом возникает диффузионный поток от поверхности в глубь изделия.
При насыщении углеродом или азотом, составляющими с железом твердые растворы внедрения, диффузия протекает быстрее, чем при насыщении металлами, образующими твердые растворы замещения.
Слой материала детали у поверхности насыщения, отличающийся от исходного по химическому составу, называется диффузионным слоем. Он состоит из твердых растворов или химических соединений. Материал детали под диффузионным слоем, не затронутый воздействием окружающей среды, называют сердцевиной.
Под общей толщиной диффузионного слоя понимают кратчайшее расстояние от поверхности насыщения до сердцевины.
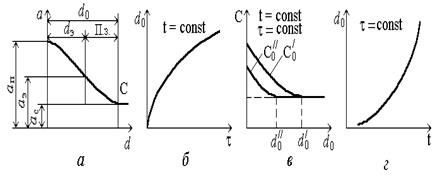 Эффективной толщиной диффузионного слоя называют часть общей толщины диффузионного слоя, которая определяется кратчайшим расстоянием от поверхности насыщения до мерного участка, характеризуемого установленным предельным номинальным значением базового параметра (рисунок 2.14, а).
Эффективной толщиной диффузионного слоя называют часть общей толщины диффузионного слоя, которая определяется кратчайшим расстоянием от поверхности насыщения до мерного участка, характеризуемого установленным предельным номинальным значением базового параметра (рисунок 2.14, а).
 а б в г
а б в г
Рисунок 2.14. Схема диффузионного слоя по расстоянию d от поверхности насыщения (а), зависимость толщины диффузионного слоя от продолжительности насыщения t (б), концентрации С0 насыщающего элемента на поверхности (в) и температуры насыщения t (г): П.з. – переходная зона; С – сердцевина; а п – значение базового параметра у поверхности; а э – предельное значение базового параметра, установленное для эффективной толщины; а с – значение базового параметра сердцевины
В качестве базового параметра принимают или концентрацию диффундирующего элемента, или свойства (например, твердость), или структурный признак.
Качественной и количественной характеристикой химико-термической обработки являются толщина диффузионного слоя, распределение концентрации диффундирующего элемента по толщине слоя, фазовый состав и свойства слоя (твердость, пластичность, сопротивление износу, коррозионная стойкость и т. д.).
В подавляющем числе случаем рост эффективной толщины диффузионного слоя подчиняется параболической зависимости (рисунок 2.14, б):
do2 = kt,
где d0 – толщина диффузионного слоя;
k – константа, в которую входит коэффициент диффузии, зависящая от конкретных условий проведения химико-термической обработки;
t - время.
Константа k и толщина слоя (рисунок 2.14, г), экспоненциально зависят от температуры:
k = koexp(Q/RT),
где Q – эффективная энергия активации, Дж/моль;
R - универсальная газовая постоянная.
Толщина диффузионного слоя при прочих равных условиях тем больше, чем выше концентрация диффундирующего элемента на поверхности металла (рисунок 2.14, в).
Природа первичных образований, фазовый состав и изменение концентрации по толщине диффузионного слоя могут быть описаны диаграммой состояния металл-растворитель – диффундирующий элемент.
При насыщении чистого железа различными элементами строение слоя подчиняется общему правилу, согласно которому диффузия между двумя компонентами вызывает образование однофазных слоев.
Соответствующих однофазным областям диаграммы фазового равновесия Fe – M (M – любой другой элемент), пересекаемым изотермой при температуре насыщения. Диффузионные слои образуются в той же последовательности, что и однофазные области на диаграмме состояния.
2.4.2. Цементация стали
Цементацией называется химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали углеродом при нагревании в соответствующей среде – карбюризаторе. Как правило, цементацию проводят при температурах выше точки АС3 (910…950 °С), когда устойчив аустенит, растворяющий углерод в больших количествах.
Окончательные свойства цементованные изделия приобретают в результате закалки и низкого отпуска, выполняемых после цементации.
Назначение цементации и последующей термической обработки – придать поверхностному слою твердость и износостойкость, повысить предел контактной выносливости и предел выносливости при изгибе и кручении.
Для цементации обычно используют низкоуглеродистые (0,1…0,18 % С), чаще легированные, стали. Для цементации крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,2…0,3 %).
На цементацию детали поступают после механической обработки с припуском на шлифование (50…100 мкм). Во многих случаях цементации подвергают только часть детали. Тогда участки, не подлежащие упрочнению, защищают тонким слоем меди (20…40 мкм), которую наносят электролитическим способом, или изолируют специальными обмазками, состоящими из смеси огнеупорной глины, песка и асбеста, замешанных на жидком стекле, ленитом и др.
В основном применяют два способа цементации – в твердом и газовом карбюризаторе. Несмотря на различные названия, процесс цементации в обоих случаях идет через газовую фазу.
Наиболее распространенный твердый карбюризатор состоит в основном из древесного угля с добавкой 20…25 % BaCO3 для интенсификации процесса и 3...5 % CaCO3 для предотвращения спекания частиц карбюризатора. Детали, подлежащие цементации, и карбюризатор упаковываются в контейнер (стальной ящик) и нагреваются в печи.
При нагреве уголь взаимодействует с кислородом остаточного воздуха по реакции
2C + O2 ® 2CO.
Кроме того, оксид углерода образуется в результате реакции
BaCO3 + C ® BaO + 2CO.
На поверхности деталей протекает ведущая процесс цементации реакция диспропорционирования в результате которой активный углерод адсорбируется насыщаемой поверхностью, находящейся в аустенитном состоянии, а CO2 взаимодействует с углем, образуя новые порции CO. Таким образом, через газовую фазу углерод переносится на насыщаемую поверхность.
2CO «CO2 + C,
При газовой цементации в качестве карбюризатора используют разбавленный природный газ, состоящий почти полностью из метана, контролируемые атмосферы, получаемые в специальных генераторах, а также жидкие углеводороды (керосин, бензол и др.), каплями подаваемые в герметичное рабочее пространство печи, где, разлагаясь, они образуют активную среду. Например, метан разлагается по реакции
CH4 ® 2H2 + C.
В реальных условиях цементации образование на поверхности слоя цементита наблюдается крайне редко. Обычно при температуре цементации диффузионный слой состоит только из аустенита, а после медленного охлаждения – из продуктов его распада – феррита и цементита. При этом концентрация углерода не достигает предела насыщения при данной температуре.
Цементованный слой имеет переменную концентрацию углерода по толщине, убывающую от поверхности к сердцевине детали (рисунок 2.15). В структуре цементованного слоя от поверхности к сердцевине можно различать три зоны: заэвтектоидную, состоящую из вторичного цементита и перлита (Ц+П); эвтектоидную, состоящую из одного пластинчатого перлита (П); и доэвтектоидную зону – из перлита и феррита (П+Ф). Количество феррита в последней зоне непрерывно возрастает по мере приближения к сердцевине.
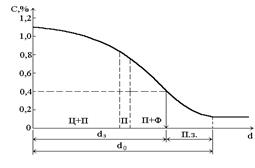
Рисунок 2.15. Изменение концентрации углерода по толщине
За эффективную толщину цементованного слоя принимают сумму заэвтектоидной, эвтектоидной и половины доэвтектоидной зон до содержания углерода 0,4 %, что соответствует твердости HRCэ = 50. Эффективная толщина цементованного слоя обычно составляет 0,5…1,8 мм и в исключительных случаях достигает 6 мм при больших контактных нагрузках на цементованную поверхность. Средняя скорость цементации составляет десятые доли миллиметра в час (0,1…0,6 мм/ч), поэтому длительность процесса цементации – 6…14 ч.
Структура после цементации получается крупнозернистой в связи с длительной выдержкой деталей при температуре цементации. По этому для достижения заданного комплекса механических свойств необходима дополнительная термическая обработка.
Для тяжелонагруженных трущихся деталей машин, испытывающих в условиях работы динамическое нагружение (зубчатые колеса), требуется получить мелкое зерно, как на поверхности детали, так и в сердцевине. В таких ответственных случаях цементованные детали подвергают сложной термической обработке, состоящей из двух последовательно проводимых закалок и низкого отпуска.
При первой закалке деталь нагревают до температуры на 30…50 °С выше температуры АС3 исходной цементируемой стали. При таком нагреве во всем объеме детали устанавливается аустенитное состояние.
Нагрев до температур лишь немного превышающих АС3, вызывает перекристаллизацию сердцевины детали с образованием мелкого аустенитного зерна, что обеспечит мелкозернистость продуктов распада. Чтобы предотвратить выделение цементита в диффузионном слое, проводят закалку.
При второй закалке деталь нагревают до температуры на 30…50 °С выше температуры АС1.
В процессе нагрева мартенсит, полученный в результате первой закалки, отпускается с образованием глобулярных карбидов, которые в определенном количестве сохраняются после неполной закалки в поверхностной заэвтектоидной части слоя, увеличивая его твердость.
Вторая закалка обеспечивает также мелкое зерно в цементованном слое.
Окончательной операцией термической обработки является низкий отпуск при 160…200 °С, уменьшающий остаточные напряжения и не снижающий твердость стали.
После двойной закалки и низкого отпуска поверхностный слой приобретает структуру отпущенного мартенсита с включениями глобулярных карбидов.
Структура сердцевины зависит от легированности стали. Если для цементации выбрана углеродистая сталь, то в сердцевине получится сорбитная структура, для легированных сталей в зависимости от количества легирующих элементов получается структура бейнита или низкоуглеродистого мартенсита.
Детали менее ответственного назначения после цементации подвергают более простой термической обработке, состоящей из одной закалки с температуры 820…850 °С и низкого отпуска.
Цементованные детали подвергают механической обработке шлифованием.
2.4.3. Азотирование стали
Азотированием называют процесс диффузионного насыщения поверхностного слоя стали азотом при нагреве ее до 500…600 °С в аммиаке. Азотирование повышает твердость поверхностного слоя детали, его износостойкость, предел выносливости и сопротивление коррозии в атмосфере, воде, паре и т. д.
Твердость азотированного слоя стали выше, чем цементованного и сохраняется при нагреве до 450…550 °С, тогда как твердость цементованного слоя, имеющего мартенситную структуру, сохраняется только до 200…225 °С.
До азотирования детали подвергают закалке и высокому отпуску (улучшению) и чистовой обработке. После азотирования детали шлифуют или полируют.
Азотирование проводят в муфелях или контейнерах, через которые пропускают диссоциирующий аммиак.
На стальной поверхности происходит реакция диссоциации аммиака с выделением ионов азота
которые адсорбируются поверхностью детали, а затем диффундируют вглубь.
2NH3 ® 2N + 3H2,
Пользуясь диаграммой состояния Fe-N, можно описать структуру азотированного слоя низкоуглеродистых сталей (рисунок 2.16).
По мере насыщения железа азотом сначала образуется a-твердый раствор внедрения азота в железо, затем слой g/-фазы с ГЦК кристаллической решеткой и упорядоченным расположением атомов азота в центрах элементарных ячеек.
Обычно процесс азотирования завершается образованием на поверхности слоя e-фазы с ГПУ кристаллической решеткой и упорядоченным расположением атомов в широком интервале концентраций азота.
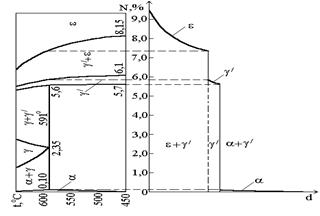
Рисунок 2.16. Кривая распределения азота по толщине диффузионного слоя при температуре насыщения 590 °С в сопоставлении с диаграммой состояния Fe-N
При медленном охлаждении после азотирования вследствие переменной растворимости азота в a- и e-фазах происходит выделение избыточной g/-фазы, и структура азотированной зоны от поверхности к сердцевине становится следующей: (e + g/) - g/ - (a + g/) - a.
При азотировании углеродистых сталей с увеличением содержания углерода уменьшается скорость диффузии азота и возможно образование карбонитридных фаз.
Азотированная сталь, имеющая на поверхности слой e-фазы, коррозионностойка в воде и в атмосферных условиях. В системе Fe-N e- и g/-фазы имеют сравнительно невысокую твердость, соответственно HV = 4500 и HV = 5500 МПа. Более высокая твердость достигается при азотировании специально легированных сталей – нитраллоев, которые содержат более активные нитридообразующие элементы, такие как Cr, Mo, Al, V, Ti.
Например, после азотирования легированной стали 38Х2МЮА, содержащей 0,35…0,42 % С; 1,35-1,65 % Cr; 0,7…1,10 % Al и 0,15…0,25 % Mo, твердость поверхности повышается до HV = 12000 МПа.
Процесс азотирования – весьма длительная операция. При обычном азотировании стали 38Х2МЮА диффузионную зону толщиной около 0,5 мм получают при 500…520 °С за 55 часов выдержки. По этой причине азотирование используют реже, чем цементацию.
2.4.4. Нитроцементация и цианирование
Нитроцементацией называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при 840…860 °С в газовой среде, состоящей из науглероживающего газа и аммиака. Продолжительность процесса 4…10 ч. Основное назначение нитроцементации – повышение твердости и износостойкости стальных деталей.
Основное преимущество нитроцементации состоит в том, что при одновременной диффузии углерода и азота ускоряется диффузия углерода. Толщина нитроцементованного слоя меньше, чем цементованного и составляет обычно 0,2…0,8 мм, что уменьшает коробление деталей по сравнению с цементацией. Повышается сопротивление износу и коррозии.
После нитроцементации следует закалка непосредственно из печи, реже после повторного нагрева, применяют и ступенчатую закалку. После закалки проводят отпуск при 160…180 °С.
При оптимальных условиях насыщения структура нитроцементованного слоя должна состоять из мелкокристаллического мартенсита, небольшого количества мелких равномерно распределенных карбонитридов и 25-30 % остаточного аустенита. Твердость слоя HRCэ = 58…60, HV = 5700…6900 МПа. Высокое содержание остаточного аустенита обеспечивает хорошую прирабатываемость, например, нешлифуемых автомобильных шестерен, что обеспечивает их бесшумную работу.
Цианированием называют процесс диффузионного насыщения поверхностного слоя стали одновременно углеродом и азотом при температуре 820…950 °С в расплавленных солях, содержащих группу CN.
При среднетемпературном цианировании детали небольшого размера нагревают до 820-860 °С в расплавленных солях, содержащих NaCN (20-25 %), NaCl (25…50 %) и Na2CO3 (25…50 %). Продолжительность процесса обусловлена требуемой толщиной слоя (0,3…0,5 мм) и составляет 30…90 мин.
Цианистый натрий в процессе цианирования окисляется кислородом воздуха
2NaCN + 2O2 ® Na2CO3 + CO + 2N;
2CO ® CO2 + C.
Выделяющийся атомарный углерод и азот диффундируют в сталь. Цианированный слой, полученный при 820…860 °С, содержит 0,7 % С и 0,8…1,2 %N.
Закалку выполняют непосредственно из цианистой ванны. После закалки следует низкотемпературный отпуск (180…200 °С).
Для получения слоя большей толщины (0,5…2,0 мм) применяют высокотемпературное цианирование при 930…950 °С в ванне, содержащей 8 % NaCN, 82 % BaCl2 и 10% NaCl.
Недостатком цианирования является высокая стоимость, ядовитость цианистых солей.
В связи с этим разработаны низкотемпературные процессы насыщения азотом и углеродом из расплавов нетоксичных солей – цинатов и карбонатов. Такие процессы известны под названием «Капбонитрация», «Тенифер» (Германия) и «Мелонайт» (США).
2.4.5. Диффузионное насыщение стали металлами и неметаллами
Кроме цементации, азотирования, нитроцементации и цианирования поверхность стали насыщают также бором, кремнием, алюминием, хромом, цинком и другими элементами.
Борированиемназывается химико-термическая обработка, заключающаяся в диффузионном насыщении поверхностного слоя стали бором при нагревании в соответствующей среде. Борирование выполняют при электролизе расплавленной буры Na2B4O7, при этом деталь является катодом.
Температура насыщения 930…950 °С при выдержке 2…6 ч. Известны и другие способы борирования. Диффузионный слой состоит из боридов FeB (на поверхности) и Fe2B.
Толщина слоя 0,1…0,2 мм. Борированный слой обладает высокой твердостью HV = 18000…20000 МПа, износостойкостью (главным образом абразивной), коррозионной стойкостью, окалиностойкостью (до 800 °С) и теплостойкостью. Борирование применяют для повышения износостойкости вытяжных, гибочных и формовочных штампов, деталей пресс-форм и машин для литья под давлением.
Насыщение поверхности стали кремнием называют силицированием. Силицирование придает стали высокую коррозионную стойкость в морской воде, в азотной, серной и соляной кислотах и несколько увеличивает устойчивость против износа. Силицированный слой является твердым раствором кремния в a-железе. Толщина слоя – 0,3…1,0 мм.
Силицированию подвергают детали, используемые в оборудовании химической, бумажной и нефтяной промышленности.
Различают следующие методы диффузионного насыщения металлами:
1) погружение в расплавленный металл, если диффундирующий элемент имеет низкую температуру плавления (Al, Zn);
2) насыщение из расплавленных солей, содержащих диффундирующий элемент (с электролизом и без электролиза);
3) насыщение из сублимированной фазы путем испарения диффундирующего элемента (Zn, Cr);
4) насыщение из газовой фазы, состоящей из галогенных соединений диффундирующего элемента (AlCl3).
Наиболее часто применяется алитирование, термохромирование и диффузионное цинкование.
Алитирование – насыщение поверхности стали алюминием. Структура алитированного слоя представляет собой твердый раствор алюминия в a-железе. Концентрация алюминия в поверхностной части слоя составляет ~ 30 %. В результате алитирования сталь приобретает высокую окалиностойкость (до 850…900 °С), так как в процессе нагрева на поверхности алитированных изделий образуется плотная пленка окиси алюминия Al2O3, предохраняющая металл от окисления. Алитированный слой обладает также хорошим сопротивлением коррозии в атмосфере и морской воде. Алитированию подвергают топливники газогенераторных машин, чехлы термопар, клапаны и другие детали, работающие при высоких температурах.
Термохромирование – насыщение поверхности стальных изделий хромом. Этот процесс обеспечивает повышенную устойчивость стали против газовой коррозии (окалиностойкость) – до температуры 800 °С, высокую коррозионную стойкость в таких средах, как вода, морская вода и азотная кислота.
Термохромирование сталей, содержащих свыше 0,3…0,4 % С, повышает также твердость и износостойкость.
Диффузионный слой, получаемый при термохромировании технического железа, состоит из твердого раствора хрома в a-железе. Слой, полученный при термохромировании углеродистой стали, содержит карбиды хрома (Cr,Fe)7C3 или (Cr,Fe)23C6, обеспечивающие высокую твердость (HV = 12000…13000 МПа).
Термохромирование используют для деталей паросилового оборудования, пароводяной арматуры, клапанов, вентилей, а также деталей, работающих на износ в агрессивных средах.
Диффузионное цинкование – процесс, заключающийся в насыщении поверхности стали цинком при температурах 300…500 и 700…1000 °С в расплавленном цинке, порошке или в парах цинка. Цинкование применяют для повышения коррозионной стойкости стали в атмосфере, бензине, маслах и горячих газах (300…500 °С), содержащих сероводород. Цинкованный слой нестоек в кислотах и щелочах. В зависимости от режима насыщения в диффузионном слое на поверхности может образоваться h-фаза (твердый раствор железа в цинке), далее слой интерметаллидных фаз FeZn13, FeZn7, а ближе к сердцевине – твердый раствор цинка в железе. Для повышения коррозионной стойкости различных полуфабрикатов и деталей (листы, трубы, проволока, посуда, аппаратура для получения спиртов, холодильников, газовых компрессоров и т. д.) применяют цинкование путем погружения изделий в расплав цинка.
Контрольные вопросы:
1. Какова структура цементованного слоя после термической обработки?
2. Что такое поверхностная закалка?
3. Как называется среда, в которой проводят цементацию?
4. Как называется среда, в которой проводят борирование?
5. Что такое азотирование?
6. Что такое борирование?
7. Что такое нитроцементация?
8. Что такое цианирование?
9. Что такое алитирование?
10. Что такое силицирование?
11. Что такое цинкование?
12. Что такое хромирование?
13. Что такое никелирование?
14. Каким основным видом термической обработки подвергаются бронзы и латуни?
15. Какие стали подвергаются цементации?
16. Какие стали подвергаются поверхностной закалке?
Date: 2015-09-18; view: 1578; Нарушение авторских прав