Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Восстановление деталей электроконтактной приваркой ленты, проволоки, порошков
|
|
Способы восстановления деталей электродуговой наплавкой под флюсом, в защитных газах, вибродуговой наплавкой и другие, широко распространенные в ремонтной практике, имеют ряд существенных недостатков, особенно в случае восстановления деталей с малыми износами. Большинство таких деталей выбраковывают при износе посадочных мест не более 0,3 мм, а толщина наплавляемого слоя составляет 1...2 мм. При этом основная часть наплавленного металла затем снимается при механической обработке. Способы электродуговой наплавки также влекут за собой значительный нагрев и деформацию деталей. Одно из перспективных направлений восстановления деталей с малыми износом и — применение электроконтактной сварки.
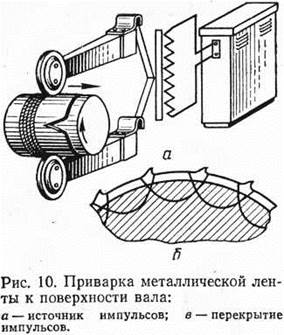
Сущность процесса восстановления электроконтактной сваркой заключается в приварке мощными импульсами тока к поверхностям деталей стальной ленты, порошка или проволоки. В сварной точке, полученной от действия импульса тока, происходит расплавление металлов ленты и детали. Металл ленты в этом случае расплавляется не по всей ее толщине, а лишь в тонком поверхностном слое в месте контакта детали и ленты. Слой приваривают ко всей изношенной поверхности регулируемыми импульсами тока, перекрывающимися точками, которые располагаются по винтовой линии. Перекрытие точек как вдоль рядков, так и между рядками достигается вращением детали со скоростью, пропорциональной частоте импульсов, и продольным перемещением сварочных клещей.
С целью уменьшения нагрева детали и улучшения закалки приваренного слоя в зону сварки подают охлаждающую жидкость. Аналогично могут быть приварены к поверхностям различной формы и другие токопроводящие материалы: проволока, порошки металлов, сочетания порошковых материалов с лентой и т. п.
 Регулируемые импульсы сварочного тока могут быть получены путем использования прерывателей, применяемых в контактных сварочных машинах, а также конденсаторных источников питания. Способ восстановления деталей контактным электроимпульсным покрытием нашел наибольшее применение для восстановления посадочных мест валов, наружных цилиндрических поверхностей деталей, а также отверстий в чугунных и стальных деталях типа стаканов подшипников и других деталей, в том числе корпусных.
Регулируемые импульсы сварочного тока могут быть получены путем использования прерывателей, применяемых в контактных сварочных машинах, а также конденсаторных источников питания. Способ восстановления деталей контактным электроимпульсным покрытием нашел наибольшее применение для восстановления посадочных мест валов, наружных цилиндрических поверхностей деталей, а также отверстий в чугунных и стальных деталях типа стаканов подшипников и других деталей, в том числе корпусных.
Способ электроконтактной приварки металлического слоя нашел применение для восстановления резьбовых участков валов, штуцеров и подобных деталей. В связи с тем, что детали с наружной резьбой в большинстве случаев имеют небольшие размеры (от 14 до 30 мм), восстановление их существующими способами осложняется сильным нагревом. Кроме того, твердость наплавленного слоя не должна быть высокой. В наплавленном слое недопустимы неоднородность структуры, неметаллические включения, поры, так как при нарезании трудно получить качественную резьбу.
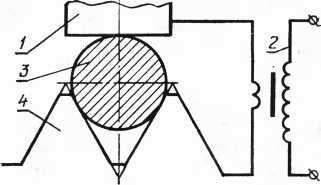
Способ восстановления наружной резьбы контактной сваркой основан на использовании сварочного тока для нагрева присадочной проволоки и детали и формировании сварного шва под давлением. При этом присадочную проволоку укладывают во впадины резьбы и зажимают проволоку и деталь между электродами сварочной машины. После включения сварочного трансформатора ток, проходя через место контакта проволоки с деталью, нагревает контактируемые поверхности до сварочной температуры. Благодаря сжатию электродов присадочная проволока полностью заполняет впадину между витками и сваривается с его боковыми гранями, образуя сварные соединения. Диаметр проволоки подбирают так, чтобы при нагреве и осадке проволока полностью заполняла впадину между витками и при этом оставался припуск на последующую механическую обработку. Наилучшие результаты достигаются в том случае, если диаметр присадочной проволоки или равен шагу резьбы, или больше его на 5... 10%.
 Для повышения износостойкости восстановленных деталей перспективными являются процессы приварки к изношенной поверхности порошковых твердых сплавов. Приварку твердых сплавов производят двумя способами.
Для повышения износостойкости восстановленных деталей перспективными являются процессы приварки к изношенной поверхности порошковых твердых сплавов. Приварку твердых сплавов производят двумя способами.
1 — электрод;
2 — сварочный трансформатор;
3— присадочная проволока;
4 — витки резьбы.
В первом случае порошок самотеком подается из бункера непосредственно на деталь и тут же приваривается импульсами тока.
Во втором случае порошковый твердый сплав предварительно закрепляется с помощью клея на стальной ленте. Затем ленту с нанесенным на нее порошком приваривают к поверхности детали. В процессе приварки металл детали и ленты в точках контакта от нагрева размягчается и сплавляется. Твердые частицы под действием давления, приложенного к электродам, внедряются в поверхность ленты и детали. Таким образом, на поверхности детали образуется армированный упроченный слой, имеющий высокую износостойкость.
Приварка порошковых твердых сплавов целесообразна для восстановления и упрочнения быстроизнашивающихся деталей, таких, как оси качения, цапфы, оси сателлитов и др.
При электроконтактной сварке распространение нагрева происходит на малую глубину, при сохранении неизменности химического состава металла, так как сварка завершается преимущественно в твердой фазе. Кроме того, при контактной сварке не требуются флюс и газы для защиты от вредного влияния воздуха. Также может быть использован метал, который повторно переплавляется.
Материалы. Большое влияние на механические свойства покрытий (твердость и прочность сварного соединения) оказывает материал стальной ленты. Материал ленты следует подбирать с учетом твердости восстанавливаемых деталей, которая может быть различной в зависимости от назначения детали.
Твердость приваренного слоя зависит от содержания углерода м материале ленты. С увеличением содержания углерода твердость повышается. Особенно высокую твердость обеспечивают хромистые и марганцовистые ленты. Оптимальным считают тот материал, который обеспечивает твердость приваренного слоя в соответствии с требованиями чертежа детали.
51.Виды, методы и система ремонта автомобилей.
Объем работ по ремонту зависит от степени изнашивания (старения) или повреждения машины (агрегата). Профилактические системы предусматривают несколько видов ремонта: текущий, плановый текущий, явочный текущий, средний, капитальный и восстановительный. Текущий ремонт (ТР) выполняется для обеспечения или восстановления работоспособности машины и заключается в замене и (или) восстановлении отдельных ее частей. Данный вид ремонта является основным способом возобновления работоспособности автомобилей в процессе их эксплуатации. Неисправные составные части могут быть заменены новыми или отремонтированными. При этом замена выполняется только в том случае, если другие основные части автомобиля имеют значительный запас ресурса.
Текущий ремонт автомобилей не регламентируется определенным пробегом и выполняется для обеспечения или восстановления их исправности. Согласно положению о техническом обслуживании подвижного состава, текущий ремонт выполняется как сопутствующий при первом или втором техническом обслуживании
и отдельно в объеме, не превышающем 20% от объема работ, выполняемых при соответствующем техническом обслуживании. Замена или восстановление работоспособности отдельных составных частей производится преимущественно по результатам диагностирования. Плановый текущий ремонт производится в зависимости от установленной заводом-изготовителем плановой наработки с целью восстановления эксплуатационных свойств машины (агрегата) до нормативного уровня. Явочный текущий ремонт производится с целью устранения или предупреждения случайного отказа. Средний ремонт (СР) производится с целью частичного восстановления ресурса машины после замены или ремонта изношенных (неисправных) агрегатов и узлов. Он заключается в частичной разборке машины, в замене или капитальном ремонте не менее двух, но не более половины основных агрегатов. Этот вид ремонта предусматривает оценку технического состояния всех агрегатов и механизмов машины, а также выполнение сопутствующих ремонтных работ (сварочных, слесарных, смазочных, регулировочных и др.). Трудоемкость среднего ремонта машин зависит в основном от количества заменяемых и ремонтируемых сборочных единиц и может достигать 200...300 чел.-ч.
Капитальный ремонт (КР) - вид ремонта, выполняемого для восстановления исправности и полного (или близкого к полному) восстановления ресурса изделия с заменой или восстановлением любых составных частей, в том числе базовых. Различают капитальный ремонт автомобиля и капитальный ремонт составных частей (двигатель, коробка передач, задний мост и др.).Необходимость в капитальном ремонте определяют на основании ресурсного диагностирования.
При капитальном ремонте автомобиль подвергают очистке, разборке на составные части, дефектации, восстановлению или замене деталей, сборке, регулированию, обкатке, окраске, испытаниям.
Показатели качества капитально отремонтированных автомобилей должны быть на уровне новых (или близкими к новым), а уровень восстановления ресурса должен составлять не менее 80% от исходных показателей новых машин.
Капитальный ремонт машин и их составных частей должен выполняться, как правило, на специализированных предприятиях, оснащенных соответствующим оборудованием, приспособлениями и инструментом.
Трудоемкость капитального ремонта определяется многими факторами и главным образом конструктивной сложностью машины, ее ремонтной технологичностью, степенью механизации работ и квалификацией ремонтников. При этом трудоемкость капитального ремонта может достигать порядка 800 чел.-ч.
Восстановительный ремонт (вторичное производство) - изготовление машин или сборочных единиц, показатели свойств которых отличаются от показателей свойств изделий, изготавливаемых на предприятии основного производства, методами ремонта. Ремонт машины (агрегата) по техническому состоянию производится по результатам оценки ряда показателей, если их значения отличаются от допустимых. Гарантийный ремонт машины (агрегата) производится с целью устранения отказов, возникающих в период гарантийной наработки и по вине завода изготовителя (ремонтного органа).
Профилактический ремонт производится по рекомендации главного конструктора машины (aiperaTa) с целью замены элементов, не обеспечивающих межремонтный ресурс изделия. Подменные элементы поставляются в качестве запасных частей заводом-изготовителем.
Date: 2015-09-19; view: 1326; Нарушение авторских прав