Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Радиографический контроль
|
|
Этот способ применяется для обнаружения внутренних дефектов в сварных швах — трещин, пор, шлаковых включений. Просвечивание производится следующим образом. Пучок рентгеновских или гамма-лучей направляется на испытуемый сварной шов. Эти лучи, невидимые для человеческого глаза, способны проникать сквозь металл и действовать на фотографическую пленку, расположенную с обратной стороны шва. В месте нахождения дефекта (трещина, непровар) поглощение лучей металлом будет меньше и они окажут более сильное действие на пленку. При проявлении фотопленки в данном месте появится более темное пятно, по своей форме соответствующее дефекту шва. Снимок сварного шва на пленке называется рентгенограммой шва. Схема просвечивания шва рентгеновскими лучами представлена на рисунке 4.2. Рентгеновские лучи получают с помощью специальных рентгеновских трубок.
При радиографическом контроле следует использовать источники излучения, предусмотренные ГОСТ 20426—82.
Тип радиоактивного источника, напряжение на рентгеновской трубке и энергия ускоренных электронов должны устанавливаться в зависимости от толщины просвечиваемого материала технической документацией на контроль или приемку сварных соединений.
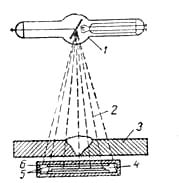
Рисунок 4.2 - Схема просвечивания шва рентгеновскими лучами 1 — рентгеновская трубка; 2 — рентгеновские лучи; 3 — сваренная деталь; 4 — фотопленка; 5—экран; 6—кассета.
Радиографический контроль следует проводить после устранения обнаруженных при внешнем осмотре сварного соединения наружных дефектов и зачистки его от неровностей, шлака, брызг металла, окалины и других загрязнений, изображения которых на снимке могут помешать расшифровке снимка.
После зачистки сварного соединения, и устранения наружных дефектов должна быть произведена разметка сварного соединения на участки и маркировка (нумерация) участков.
Систему разметки и маркировки участков устанавливают технической документацией на контроль или приемку сварных соединений. При контроле на каждом участке должны быть установлены эталоны чувствительности. Эталоны чувствительности следует устанавливать на контролируемом участке со стороны, обращенной к источнику излучения.
При контроле кольцевых сварных соединений цилиндрических и сферических пустотелых изделий через две стенки схема показанная на рисунке 4.3 рекомендуется для просвечивания изделий диаметром до 100 мм. При контроле сварных соединений по схеме показанной на рисунке направление излучения следует выбирать таким, чтобы изображения противолежащих участков сварного шва на снимке не накладывались друг на друга.
При этом угол между направлением излучения и плоскостью сварного шва должен быть минимальным и в любом случае не превышать 45°.
Эти схемы и направления излучения должны быть предусмотрены технической документацией на контроль и приемку сварных соединений.
При выборе схемы и направления излучения следует учитывать:
расстояние от контролируемого сварного соединения до радиографической пленки должно быть минимальным и в любом случае не превышать 150'мм; угол между направлением излучения и нормалью к радиографической пленке в пределах контролируемого за одну экспозицию участка сварного соединения должен быть минимальным и в любом случае не превышать 45°.
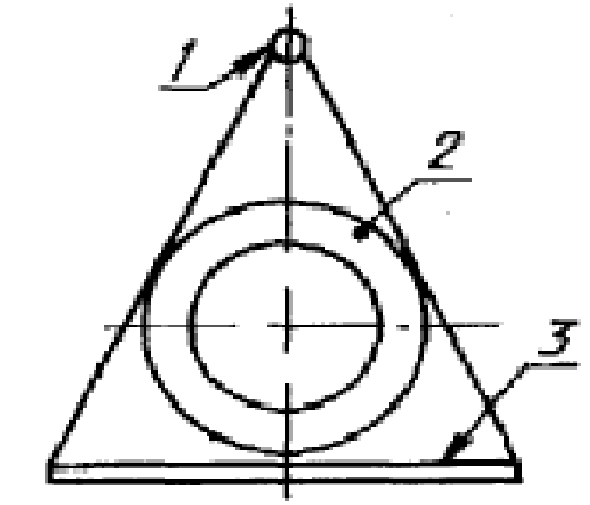
Рисунок 4.3 - Схема проведения радиографического контроля: 1 - источник излучения; 2 - контролируемый участок; 3 - кассета с пленкой
Date: 2015-09-19; view: 740; Нарушение авторских прав