Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
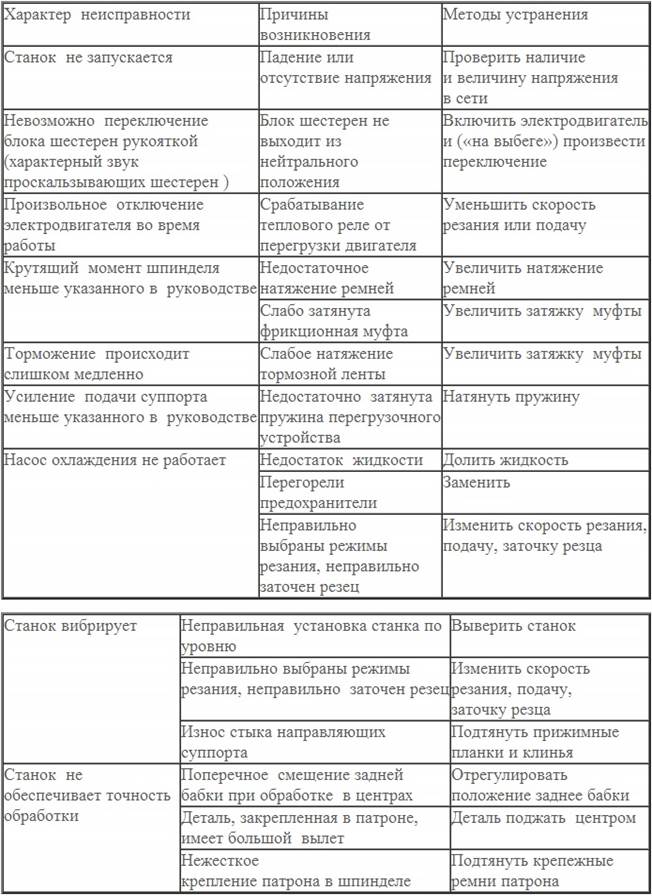
Основные неисправности электрооборудования и методы их устранения
|
|
Станок 1К62 выпускается взамен ранее действовавшей модели 1А62. Конструкция станка значительно улучшена и отвечает современным требованиям, предъявляемым к токарным станкам универсального назначения.
Станок имеет жесткую станину 5 коробчатой формы с поперечными П-образными ребрами и усиленными направляющими для каретки суппорта 2. Станина смонтирована на двух тумбах. В левой тумбе 8 установлен электродвигатель главного привода, а в правой 6 размещен бак для охлаждающей жидкости. Вся электроаппаратура, управления сосредоточена в отдельном шкафу 3. Для защиты рабочего от сходящей или отлетающей стружки станок оснащен откидывающимся щитком с прозрачным экраном. В нише на правом торце станины размещен электродвигатель ускоренного хода суппорта. Весь механизм коробки скоростей размещен в корпусе передней бабки 1. В остальном общая компоновка частей станка типовая.
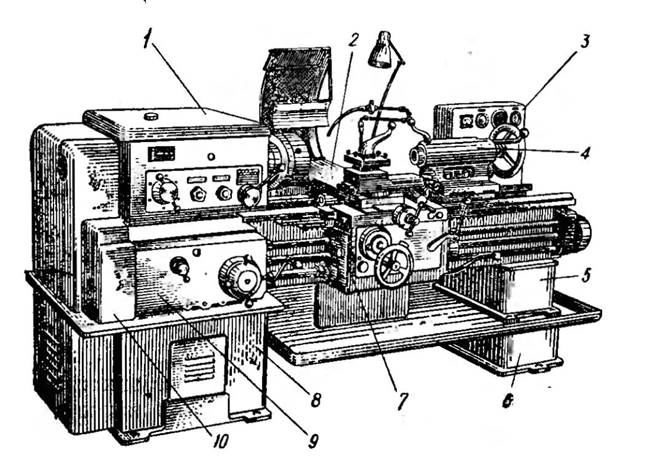
Быстроходность (до 2000 об/мин), увеличенная мощность главного привода (10 кВт) и наличие крупных подач (до 4,16 мм/об) позволяют на станке 1К62 наиболее полно использовать возможности современного твердосплавного инструмента и достигнуть существенного сокращения машинного времени.
Вместе с тем в конструкции станка учтена возможность значительного сокращения ручных работ. С этой целью уменьшено количество рукояток управления станком. Коробки скоростей и подач 10 и 9 имеют двухрукояточное управление. Механические рабочие и холостые перемещения суппорта включаются одной рукояткой. Закрепление и открепление задней бабки 4 на станине также выполняются одной рукояткой с эксцентриковым зажимом. На суппорте установлен быстродействующий четырехпозиционный резцедержатель с точной фиксацией. В механизме фартука имеется предохранительная муфта, автоматически отключающая его при перегрузках, а также при работе по упорам. На заднем конце шпинделя установлен лимб, ускоряющий деление многозаходных резьб на заходы. Задняя бабка имеет специальный замок, позволяющий присоединять ее к суппорту для сверления с механической подачей.
Для экономии электроэнергии на станке установлено реле времени, ограничивающее время холостой работы главного электродвигателя.
Система смазки также подвергнута улучшению. Механизмы коробки скоростей, подачи и фартука 7 смазываются автоматически во время работы станка. От плунжерного насоса, установленного в фартуке, можно смазывать направляющие каретки и поперечных салазок суппорта.
Конструкцией станка предусмотрена возможность оснащения его следующими дополнительными узлами: фартуком с электромагнитными муфтами для фасонного точения при помощи электрощупа, гидрокопировальным суппортом, суппортом с механической подачейверхних салазок н задним резцедержателем, а также гидрофицированным зажимным патроном и гидрофицированной задней бабкой. Применение этих устройств дает возможность механизировать и автоматизировать процесс обработки деталей на станке.
Кинематика станка. Полная кинематическая схема станка 1К62 состоит из цепи передачи главного движения от двигателя к шпинделю и цепи движения подачи от шпинделя к суппорту.
Цепь главного движения. От электродвигателя мощностью 10 кВт вращательное движение через клиноременную передачу 0142—0 254 поступает на вал I коробки скоростей. Двусторонняя муфта МI служит для включения прямого (правого) и обратного (левого) вращения шпинделя.
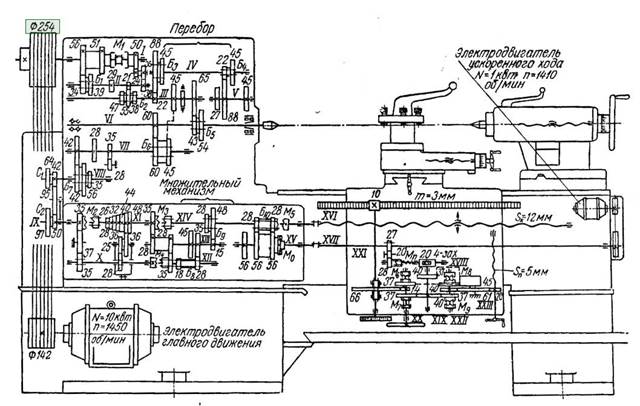
Кинематическая схема токарно-винторезного станка модели 1К62.
При правом вращении вал II получает два числа оборотов через передачи 56—34 или 51—39 переключением двойного подвижного блока Б1. При левом вращении на вал II передается одно число оборотов через сложную зубчатую передачу 50—24—36—38.
Наличие тройного зубчатого блока Б2 позволяет получить на валу III шесть различных чисел оборотов. Последние могут быть либо непосредственно переданы шпинделю через передачу 65—43, когда двойной блок Б5 включен влево (как показано на схеме), либо через перебор, когда блок Б5 включен вправо. В последнем случае вращение от вала III на шпиндель передается двумя скользящими блоками Б3 и Б4, позволяющими получить три различных передаточных отношения: 1; 1/4; 1/16 (четвертое совпадает со вторым), и через передачу 27—54, имеющую передаточное отношение 1/2. Следовательно, вращение шпинделя при включении перебора можно замедлять в 2; 8 или 32 раза.
Через перебор шпиндель получает 18 различных чисел оборотов. Всего шпиндель имеет 24 скорости с диапазоном регулирования от 12,5 до 2000 об/мин.
Практически станок 1К62 имеет только 23 различных числа оборотов шпинделя, так как одно число (630 об/мин) с перебором и без перебора совпадает. При левом вращении шпиндель может иметь 12 скоростей в диапазоне от 19 до 2420 об/мин. Ускоренное левое вращение предусмотрено для быстрого отвода суппорта и свинчивания режущих инструментов при нарезании резьб.
Структурная формула привода главного движения для определения чисел оборотов шпинделя при правом вращении будет иметь следующий вид:38
Цепь движения подачи. Привод подачи суппорта состоит из звена увеличенного шага, двухскоростного механизма реверса, гитары сменных колес, коробки подач и механизма фартука.
Движение подач заимствуется либо непосредственно от шпинделя через передачу 60—60, когда блок Б6 звена увеличенною шага находится в крайнем левом положении (как показано на схеме), либо от вала III через зубчатую передачу 45—45, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подача и шаг резьбы увеличиваются в 2; 8 или 32 раза. Практически в станке используются увеличения шага в 8 и 32 раза.
Механизм реверса с блоком Б7, применяемый для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного скользящего блока Б7 вращение от вала VII валу VIII передается зубчатыми колесами 42—42 с передаточным отношением, равным 1. При среднем положении блока Б7 передача осуществляется колесами 28—56 с передаточным отношением 1/2, а при крайнем правом положении его изменяется направление вращения, которое в этом случае передается колесами 35—28—35.
Коробка подач получает вращение от вала VIII через гитару со сменными блоками С1 и С2. Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются, как показано на схеме, и вращение коробке подач сообщается колесами 42—95—50. При нарезании модульных и питчевых резьб сменные блоки переворачивают, и вращение коробке подач передается колесами 64—95—97.
Коробка подач состоит из семи ступенчатого механизма с конусным блоком зубчатых колес и четырехступенчатого множительного механизма. Настройка ее при нарезании дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при выключенных муфтах М2, М3 и М4. Вращение от вала IX передается валу XIV через передачу 35—37—35, механизм с конусным блоком, колеса 35—28 и 28—35 и множительный механизм. Последний состоит из двух двойных блоков зубчатых колес Б8 и Б9, которые обеспечивают получение четырех передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении муфты М5 вращение от вала XIV передается ходовому винту XVI.
Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Колесо 35 на валу X выводят из зацепления с колесом 37, включают муфты М2 и М4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV передается муфтой М2, валом XI, механизмом с конусным блоком, муфтой М4 и множительным механизмом.
В показанном на схеме положении двухвенцовое зубчатое колесо Б10 передает вращение ходовому валику XVII через такое же колесо 56, обгонную муфту М0 и вал XV для осуществления механических подач суппорта. При смещении колеса Б10 влево его левый зубчатый венец входит в зацепление с колесом 56, неподвижно закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что необходимо для нарезания торцовых резьб.
Для нарезания особо точных резьб и резьб со специальным шагом муфты М2, М3 и М5 включаются и вращение от вала IX передается непосредственно на ходовой винт XVI, минуя механизм коробки подач. В этом случае настройка станка на требуемый шаг резьбы осуществляется подбором чисел зубьев сменных колес гитары.
От ходового валика XVII вращение через колеса 27—20—28, предохранительную муфту Мп и червячную передачу 4—20 сообщается валу XIX. Последний связан передним колесом 40 непосредственно с зубчатыми венцами муфт М7 и М9, а задним колесом 40 через широкое паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и М8 (на схеме показано штриховой линией).
При сцеплении муфт М6 и M7 включается механическая продольная подача в том или ином направлении, при этом вращение от вала XX передается валу XXI с закрепленной на нем реечной шестерней 10 колесами 14—66.
Поперечная подача в обе стороны включается муфтами М8 и М9, тогда вращение от вала XXII передается винту поперечной подачи XXIII колесами 40—61—20. При одинаковой настройке коробки подач поперечные подачи вдвое меньше продольных.
Как известно, подача и шаг нарезаемой резьбы на токарном станке соответствуют величине перемещения суппорта за один оборот шпинделя. Поэтому для их определения по кинематической схеме следует 1 оборот шпинделя умножить на передаточное отношение сложной передачи ic.n от шпинделя до последнего элемента кинематической цепи и затем полученное выражение умножить на длину делительной окружности реечной шестерни I — для продольной цодачи, шаг винта поперечных салазок суппорта Sп — для поперечной подачи или шаг ходового винта Sx — для определенного шага нарезаемой резьбы. Эти зависимости можно выразить следующими формулами.
Амперметр 12 измеряет нагрузку главного электродвигателя по мощности. Его шкала разделена на три участка: белого, зеленого и красного цвета. Участок белого цвета показывает недогрузку станка, зеленый — нагрузку от 85 до 100%, красный — перегрузку.
Управление главным электродвигателем осуществляется кнопочной станцией 18 с кнопками «пуск» черного цвета и «стоп» — красного.
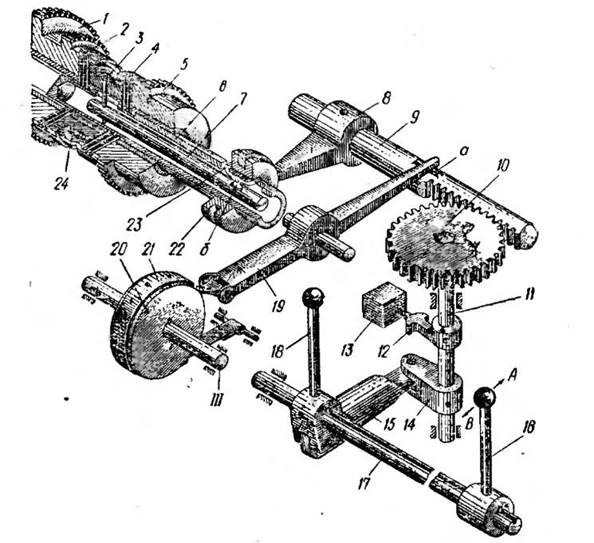
Включение, остановка и реверсирование Шпинделя производится рукоятками управления 8 и 22, имеющими три фиксированных положения: верхнее — для левого вращения, среднее — для остановки, нижнее — для правого вращения. Эти рукоятки осуществляют переключение двухсторонней многодисковой муфты М1 с помощью механизма управления
. При повороте рукояток управления 16 или 18 в направлении стрелок Л и В перемещаются рычаги 15 и 14, которые поворачивают -вал 11 и зубчатое колесо 10, находящееся в зацеплении с рейкой 9. На левом конце рейки закреплена вилка 8, которая своим кольцевым сектором входит в выточку муфты 22. Перемещение этой муфты вдоль полого вала 6 вызывает поворот собачки 23, которая нижним выступом б перемещает тягу 7 вдоль своей оси. Последняя штифтом 3, перемещая нажимную втулку 24, включает левую 2 или правую 4 фрикционные муфты соответственно для прямого или обратного вращения шпинделя. В среднем положении рукояток управления фрикционные муфты выключаются, а рейка 9 выступом, а нажимает на конец двуплечего рычага 19, который натягивает металлическую ленту 21 на тормозном барабане 20 и останавливает привод станка. Одновременно с торможением кулачок 12 включает реле времени 13, заранее настроенное на определенное время холостой работы электродвигателя. По истечении этого времени реле автоматически отключает электродвигатель от электросети. При включении одной из фрикционных муфт выступ а рейки 9 сходит с конца рычага 19, а кулачок 12 отходит в сторону. Происходит освобождение тормоза и выключение реле времени.
Date: 2015-08-06; view: 6234; Нарушение авторских прав