Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
А, б — притиры иглы и конусной запорной поверхности корпуса, в — державка; 1 — притир, 2 — обойма, 3 — сухарь, 4 — винт
|
|
Очищенные и промытые детали распылителя продувают сжатым воздухом и тщательно осматривают через лупу, обращая особое внимание на цилиндрическую направляющую иглы в корпусе, торцовую поверхность и конусную фаску. В запорной игле контролируют состояние цилиндрической части иглы и конуса. Указанные поверхности должны быть гладкими и блестящими. Если на торцовой поверхности корпуса распылителя обнаружены риски, вмятины или следы коррозии, ее притирают пастой ГОИ на притирочных плитах до полного устранення дефектов. Следы износа и риски на направляющей и конической поверхности иглы и отверстия в корпусе удаляют с помощью притиров (рис. 7). Используя притирочные приспособления, рабочие поверхности распылителя доводят до требуемых геометрической формы и шероховатости. Затем их комплектуют до соответствующего зазора (2,7—4,5 мкм).
Иглу и корпус распылителя обрабатывают с помощью притирочных приспособлений, которые закрепляют в патроне токарного станка. Частота вращения патрона при этом должна быть 200—350 об/мин.
Для обработки иглу закрепляют в патроне, а притир устанавливают в державке и подводят рукой. При обработке отверстия в корпусе притир закрепляют в патроне, а корпус — в державке (рис. 8). Притирку конуса ведут до тех пор, пока не образуется поясок шириной 0,5 мм.
После притирки иглы распылителя сортируют на группы по диаметру направляющей, затем подбирают к распылителям и притирают их друг к другу. Для этого пасту ГОИ наносят на поверхность иглы, вводят ее в отверстие корпуса, а затем производят притирку. Конические поверхности деталей притирают аналогично.
После притирки детали тщательно промывают в дизельном топливе и проверяют их относительное расположение в закрытом состоянии. Торец корпуса распылителя должен выступать по отношению к торцовой поверхности направляющей иглы на 0,34 мм. Для обеспечения этого размера доводят обработкой торец корпуса распылителя, после чего полученная пара разукомплектовке не подлежит.
Свободу перемещения иглы относительно корпуса подобранного распылителя проверяют выдвижением ее из корпуса на 1/з хода. При наклоне оси на 45° игла должна плавно опускаться до упора под действием собственного веса. Эту проверку выполняют при разных углах поворота иглы относительно корпуса. Никакие местные сопротивления и прихватывания иглы при перемещении в любом положении по длине и углу поворота не допускаются.
После комплектовки и проверки деталей распылителя проверяют остальные детали форсунки, предварительно очистив и промыв их в керосине или дизельном топливе. Канал в корпусе форсунки прочищают медной проволокой 0 1,5—2 мм и продувают сжатым воздухом. При осмотре корпуса обращают особое внимание на нижнюю торцовую часть, прилегающую к распылителю: если на ней будут обнаружены риски или следы забоин, их устраняют притиркой на плите. Детали форсунки, имеющие сорванные или смятые резьбы, бракуют.
Шток не должен иметь искривления и ослабления посадки тарелки пружины. При необходимости его правят на призмах алюминиевым молотком, а посадку восстанавливают заменой детали. Длина пружины в свободном состоянии должна составлять 27,5 мм, а под нагрузкой 10 Н — не менее 26 мм. Если пружина не удовлетворяет этим требованиям, ее заменяют. Сетчатый фильтр форсунки для очистки от загрязнений продувают сжатым воздухом.
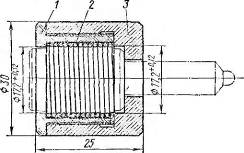
Рис. 8. Державка корпуса распылителя форсунки: 1 — гайка, 2— пружина, 5 — корпус
После ремонта деталей форсунки и проверки их пригодности форсунку собирают в такой последовательности: на топливоподводящий штуцер 14 форсунки устанавливают сверху резиновый уплотнитель с пружиной, а внутрь запрессовывают сетчатый фильтр в сборе и втулку фильтра; ввертывают в корпус форсунки штуцер в сборе, затягивая его с моментом 80 Н -м; корпус распылителя в сборе с иглой совмещают с корпусом форсунки по установочным штифтам и навертывают гайку 4 распылителя динамометрическим ключом с моментом затяжки 70—80 Н -м; в корпус 5 форсунки вставляют шток 6 с тарелкой, совместив отверстие в штоке с хвостовиком иглы; на тарелку надевают пружину 8 и ввертывают гайку пружины в сборе с регулировочным винтом 9 и контргайкой 10 (момент затяжки гайки должен быть 50—60 Н-м).
Если при сборке форсунки используют несколько новых деталей (пружину, шток, корпус), то осуществляют приработку форсунки на стенде СДТА-2, который оборудован насосом высокого давления и отрегулирован на подачу топлива 120 мм3/цикл при частоте вращения кулачкового вала (1050+10) об/мин. Перед началом приработки регулировочным винтом прибора КП-1609А устанавливают давление начала впрыскивания топлива форсункой (17+0,5) МПа и ведут приработку в течение 20 мин.
После приработки форсунку частично разбирают и, осматривая, проверяют, не образовалось ли наклепа на запорном конусе иглы распылителя, местных засветлений и натиров на прецизионных поверхностях. Если приработка прошла нормально и отклонений в состоянии контролируемых поверхностей не обнаружено, форсунку вновь собирают и испытывают на герметичность сопряжений, давление начала впрыскивания и качество распыливания топлива способами.
После ремонта проверяют также пропускную способность форсунок на стенде СДТА-2, отрегулированном по эталонной форсунке на подачу 114 см3 топлива на 1000 циклов (впрыскивания) при частоте вращения кулачкового вала (1030+10) об/мин. Пропускная способность форсунок должна составлять 106—114 см3/10(Ю циклов. По значениям пропускной способности форсунки разделяют на четыре группы (см. ниже).
Date: 2015-08-15; view: 708; Нарушение авторских прав