Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Fubag inmig 160
|
|
Универсальный аппарат с возможностью проведения сварочных работ методом MIG/MAG сварки сплошной проволокой в среде защитного газа или флюсовой самозащитной проволокой и MMA сварки штучным электродом
FUBAG INMIG 200
Уникальный в своем классе аппарат. Может производить целых три типа сварочных работ: MIG/MAG (сплошной проволокой в среде защитного газа либо флюсовой проволокой), MMA сварку штучными электродами, а также сварку неплавящимся вольфрамовым электродом в режиме TIG.
Вопросы по обучению:
- Как рассчитать по АМПЕРАМ какой мощности нужно купить электростанцию чтоб работал инвертор электродами №4? (К подбору электростанции нужно подходить очень- очень внимательно! Самый простой и верный способ – диаметр электрода (которым будет варить пользователь) нужно умножить на 2 и получиться требуемая мощность электростанции. Пример покупатель сказал, что будет варить 3 мм электродом. 3*2=6 кВт (электростанция) на инверторах данная характеристика прописывается Пример на Fubag IN 163 требуется электростанция 6 кВт номинальная и пиковая 7.5 кВт.
У каждого инвертора есть средняя и максимальная мощность, однако производители часто пишут «потребляемая мощность» и больше ничего. Не надо сразу паниковать, сейчас во всем разберемся по порядку.
Для расчета максимальной потребляемой мощности необходимо максимальный сварочный ток (в нашем случае 160А) умножить на напряжение на дуге (25В) и разделить на КПД сварочного инвертора (0,85), в принципе, у всех инверторов примерно также.
Получаем: 160А*25В/0,85=4705 Вт.
Это и будет максимальной мощностью сварочного инвертора. Теперь рассчитаем среднюю мощность инвертора. Что такое средняя мощность? Это максимальная мощность с поправкой на ПВ (Продолжительность Включения). Сварочные инверторы не могут работать на максимальном токе без перерыва. У моего аппарата ПВ составляет 40%, поэтому средняя мощность равна
4705Вт*0,4=1882Вт.
Как видите все не так уж и сложно. Мы разобрались с мощностью инвертора и можно переходить к выбору генератора. Как вы, наверное, уже догадались, подбирать генератор необходимо по максимально потребляемой мощности. Плюс необходимо оставлять примерно 25%-30% запаса генератору, чтобы не «насиловать» его, чтобы генератор не работал на пределе своих возможностей.
Следует отметить, что потребляемая мощность сварочного инвертора всегда в кВт, а вырабатываемая мощность генератора всегда в кВА. Это очень важно знать. В связи с огромным количеством производителей из Китая, «русифицируются» генераторы неправильно и часто русские, не очень разумные продавцы пишут на генераторах максимальную мощность в кВт. Не верьте этой информации, повторяю, генераторы вырабатывают мощность в кВА. (кило Вольт Амперах).
Связь кВт и кВА очень простая. 1кВт=1кВА*КМ(Коэффициент Мощности). кВт – потребляемая мощность инвертора, кВА – мощность генератора. Следует снова сказать несколько слов о не особо умных производителях, которые умудряются писать «кос. фи» вместо коэффициента мощности. Косинус фи немного другая величина, которая к сварочным инверторам не имеет никакого отношения. КМ сварочных инверторов варьируется от 0,6 до 0,7. Просто запомните это.
Теперь давайте представим, что у вас есть генератор на 5кВА, а сварочный инвертор с КМ (будем исходить из худшего варианта) — 0,6. Тогда 5кВА*0,6=3кВт — это сварочный инвертор, который максимум «потянет» генератор. Если применим эти вычисления для нашего инвертора 160А с максимальной потребляемой мощностью 4705Вт, то получим: 4705Вт/0,6=7841ВА. Добавьте сюда запас в 20% для генератора и получите такой ценник на генератор, что любое желание отпадет само собой.
Но есть и хорошие новости. Даже если потребляемая мощность инвертора превышает максимально допустимую мощность генератора, их все равно можно подключать друг к другу, соблюдая некоторые правила. Не следует «накручивать» максимальный сварочный ток больше допустимого предела по мощности и тогда можно работать инвертором сколько угодно. Давайте сделаем еще одно, последнее вычисление, и выясним, как узнать тот самый предел, до которого можно «крутить» максимальный сварочный ток.
Возьмем наш генератор в 5 кВА и умножим на КМ 0,6, получаем 3 кВт – максимально допустимая потребляемая мощность инвертора. Эти 3кВт умножим на КПД инвертора и делим на напряжение дуги, получим максимальный сварочный ток при работе от генератора 5кВА.
3000Вт*0,85/25В=102А. Это и есть максимальный сварочный ток, которым можно работать в этих условиях. Не густо конечно, но работать электродом 2,5-3мм можно вполне уверенно.
Теперь вы знаете, как подобрать генератор к сварочному инвертору, я постарался в максимально простой форме объяснить вам материал. Думаю, примеры помогут легче освоить весь материал.
- можно подключить к цифровой электростанции 1,6 кВт инвертор 160…. и будет или нет инвертор варить, электродом №3? Категорично нет(к цифровым станциям подключать электроинструмент не рекомендуется а сварочные аппараты категорически запрещено)
- каким аппаратом и каким способом заварить шов в дюрали - Инвертор сварочный Профи TIG 200P AC/DC 10-200А; 20кг; 2 - Инвертор сварочный Профи TIG 315P AC/DC 380В; 10-315А; 24кг или любой другой аппарат с режимом импульса и переключателем 2т (двухтактный) 4т (четырехтактный) (1. Для начала очистите свариваемую поверхность от всяких инородных тел и от того, что ВНУТРИ!!! И зачисти те до блеска!!! (остатки того, что внутри (жидкость или на чём он там работает) может при нагревании "лезть" в шов, тем самым загрязняя его (образуются поры и микротрещинки) - надо промыть или ещё как удалить остатки этого материала!!! => Тоже вариант "несварения"!!!)...
2. У любого алюминия и алюминиевого сплава есть такая болезнь: трескаться в конце шва при неправильной (нагрел\расплавил и резко перестал варить) заварке кратера, чтобы исключить такой вариант нужно отрегулировать режим заварки кратера (режим заварки кратера - это на аппарате такая "крутилка", проградуированная в секундах, обозначает, за сколько секунд значение сварочного тока снизится от заданного до нуля (когда заканчиваешь варить данный шов - при отпускании кнопки срабатывает))...
3. Если непровар (какую-то одну из кромок вы не доплавляете) вследствие маленького значения сварочного тока (вы боитесь делать ток больше, дабы не прожечь) - делайте значение сварочного тока больше и выбирайте режим работы кнопки на горелке - 2Т (2Т - это двухтактный режим... Нажал и держишь - Варит, Отпустил - Дуга резко или плавно гаснет, в зависимости от того, как настроен режим заварки кратера... 4Т - это четырёхтактный режим... Нажал и отпустил - Варит, Нажал и отпустил второй раз - Дуга резко или плавно гаснет, в зависимости от того, как настроен режим заварки кратера...) => Варите "с отрывом" короткими валиками с перехлёстом не менее 2\3... То есть нажал кнопку - сварил один валик - отпустил (+ЗАВАРКА КРАТЕРА!!!) => Так же следующий валик и т. п... Каждый следующий валик должен перехлёстываться с предыдущим минимум на 2\3... Перерывы между сваркой валиков должны быть такими по времени, чтобы их было достаточно для остывания металла... СВАРОЧНЫЙ ТОК В ЭТОМ СЛУЧАЕ ДОЛЖЕН БЫТЬ БОЛЬШЕ, ЧЕМ ПРИ СВАРКЕ СПЛОШНЯКОМ, НО В ПРЕДЕЛАХ РАЗУМНОГО!!! УВЕРЕННО ПРОПЛАВЛЯЙТЕ МЕТАЛЛ ПРИ СВАРКЕ КАЖДОГО ВАЛИКА, ВЕРОЯТНОСТЬ ПРОЖОГА (ОПЯТЬ ЖЕ В ПРЕДЕЛАХ РАЗУМНОГО) ОЧЕНЬ МАЛА, ТАК КАК МЕТАЛЛ БУДЕТ ОСТЫВАТЬ (!!!ЗАВАРКА КРАТЕРА!!!) ПОСЛЕ СВАРКИ КАЖДОГО ВАЛИКА!!! => Этот способ более рационален при сварке тонкий+толстый или тонкий+тонкий металлов!!! => Таким образом можно исключить вероятность непровара...
4. чем заварить чугун специальными электродами по чугуну (со сваркой чугуна, являющегося наряду со сталью одним из конструкционных основных материалов в машиностроении, возникают проблемы, если сварку большинства сталей в бытовых условиях осуществить достаточно просто, и, главнейшее, сварочные необходимые электроды всегда сейчас бывают в продаже.
Для горячей сварки чугуна можно использовать дуговую сварку угольным электродом.
По возможности изменения теплового влияния на свариваемый металл сварка угольным электродом занимает промежуточное положение между газовой сваркой и сваркой плавящимся электродом.
Сваривают на вечном токе, прямой полярности угольными электродами диаметром 8 …20 мм.
Диаметр электрода и мощность сварочного тока выбирают в зависимости от толщины свариваемого металла (табл.
В качестве присадочного материала используют прутки марок А и Б. Для перевода тугоплавких окислов в легкоплавкие соединения применяют флюсы на борной основе, чаще всего техническую безводную (прокаленную) буру.
В зависимости от структуры чугуны подразделяют на бледные и бесцветные.
В белых чугунах весь углерод связан в химическое соединение карбид железа Fe 3 C — цементит.
В серых чугунах значительная часть углерода находится в структурно — независимом состоянии в виде графита.
белые обладают очень высокой твердостью и режущим инструментом обрабатываться не могут, если серые чугуны хорошо поддаются механической обработке.
Поэтому белые чугуны для изготовления изделий применяют крайне не часто, их используют главным образом в виде полупродукта для получения ковких чугунов.
Получение белого или серого чугуна зависит от состава и скорости охлаждения.
Можно варить электросваркой специальными электродами по чугуну.
Немаловажно располагать в облику, что в предоставленном эпизоде должен использоваться сварочный аппарат с выходом постоянного, а не переменного тока.
Электроды по чугуну имеют несколько модификаций, потому что чугун также отличается по картинам: бесцветный, бледный, ковкий.
Положительные плоды вы сможете приобрести, если будете использовать электроды марки ЦЧ – 4 с карбидообразующими элементами в покрытии (до 70% ванадия).
Сначала наплавьте облицовочные валики электродами диаметром 3 мм, током 65 – 80А.
Ведите сварку с паузами, чтобы подробность не прогревалась выше + 100 градусов С. После этого накладывайте шов электродами большего диаметра, при этом также не принося детали перегреваться.
Во избежание подобных последствий в наплавленный металл необходимо вводить достаточно великое количество графитизаторов, а также легирования чугуна магнием, способствующим сфероидизации карбидов.
С этой мишенью при подобном способе сварки применятся специальные электроды, стержень которых создан из чугуна с увеличенным содержанием кремния.
Стержень электрода покрывается двумя слоями – легирующим и обеспечивающим шлаковую и газовую защиту.
Сварка чугунных изделий толщиной до 12 миллиметров такими электродами дает, обыкновенно, положительные результаты.
регулярно трескается, особливо от луж при долгом быстрейшем шевелении по линии соответственно шум и увеличенный расход.
стоит коллектор немало, менять тяжело:(общепринятое понятие — заваривать без толку — еще ударит сильно быстро по шву, ибо нагрев — охлаждение может быть все же есть секреты и проч, что позволит качественно заварить?
зы знакомый успешно заваривает чугунные корпуса силовых редукторов.
, но потом нет перепадов температуры …
Изношенные резьбовые отверстия реставрируют, ставя на их место резьбовые пробки, созданные из того же материала, что и сама подробность.
Для этого изношенное отверстие рассверливают сверлом огромного диаметра, нарезают в нем резьбу и ввертывают в новейшую резьбу специально созданную для этого резьбовую пробку.
Потом пробку обваривают по торцу кольцевым швом, буравят в ней необходимое отверстие и нарезают в ней «родную» резьбу.)
- полуавтоматы и все виды работ выполняемые ими
Полуавтомат - сочетание источника питания и механизма подачи электродной проволоки для сварки протяженных швов в среде инертного (аргона) или активного (углекислого) газа. (Сварочный полуавтомат -идеально подходит для
мастерских, автосервисов, а также используется на предприятиях
с большим объёмом сварочных работ по тонколистовой стали.)
- tig/mig сварка инверторов главное условие сварки tig замена полярности и подключение аргона. Основа сварки составляет то что температура плавления электрода (вольфрама 3422 °C) и свариваемого металла (сталь 1450—1520°C) разная.
Аргонодуговая сварка может производиться как на постоянном, так и на переменном токе. При сварке постоянным током на прямой полярности (минус на вольфрамовом электроде) дуга весьма устойчива и спокойна, горит при очень низком напряжении (10—12 в), вольфрамовый электрод нагревается мало и допустимы значительные токи без перегрева и интенсивного плавления электрода.
В горелках с водяным охлаждением допустимые токи могут быть повышены на 20—30%. Ток можно значительно снизить без нарушения устойчивости дуги, возможна работа при токах 5—10 а, что дает возможность сваривать очень тонкий металл толщиной 0,1—0,2 мм. Для работы на малых токах конец вольфрамового электрода затачивается на острие. Малый нагрев электрода на прямой полярности и хорошая защита от окисления струей аргона ведут к очень малому расходу вольфрама в десятые и даже сотые доли грамма за час работы. Одного вольфрамового стержня хватает на десятки и сотни часов работы. Вольфрамовым электродом можно выполнять все виды сварных соединений во всех пространственных положениях.
Особенно удобно сваривать соединения без присадочного металла за счет оплавления кромок соединяемых частей или с присадочным металлом, заложенным в разделку шва. Сварка с подачей присадочного прутка в дугу менее удобна и занимает обе руки сварщика, заставляя его работать в защитном шлеме (маске).
Вольфрамовым электродом успешно свариваются все марки сталей, углеродистых и легированных, никель и его сплавы, медь и медные сплавы, титан и его сплавы, различные специальные жаропрочные и другие сплавы, начиная от самых малых толщин и до 6—8 мм. Толщины больше 8 мм можно сваривать вольфрамовым электродом, но это нецелесообразно, поскольку другие способы, в первую очередь сварка плавким электродом, дают более высокую производительность и лучшие технико-экономические показатели. Успешно производится наплавка твердых сплавов вольфрамовым электродом.
Сварка вольфрамовым электродом удобно выполняется вручную, для этой цели применяются специальные держатели или аргонодуговые горелки, в которых совмещены подвод тока и аргона в зону сварки. Горелка для ручной сварки металла небольших толщин (от 1 до 4 мм) на сварочный ток до 150 а без водяного охлаждения. Ввиду очень спокойного и устойчивого горения дуги для ее питания пригодны любые сварочные источники постоянного тока без всяких переделок в них. Применения аргонодуговой сварки вольфрамовым электродом на постоянном токе прямой полярности обширны. Этот способ пригоден для всех металлов и сплавов, за исключением легких алюминиевых и магниевых сплавов и некоторых других, особенно легкоокисляющихся, требующих применения специальных флюсов при сварке на прямой полярности.
- в газовой среде рутиловыми электродами сварка о ней скудные знания (Широкое применение электроды с рутиловым покрытием нашли в сфере малоуглеродистых и низколегированных сталей. Квалифицированные специалисты не советуют использовать данный вид электродов в работе при очень высоких температурах.)
- Аргонодуговая сварка разными брэндами инверторов.это сварка tig ответ в вопросе 6
Классификация покрытых металлических сварочных электродов по ГОСТ 9466-75[11]
В соответствии с ГОСТ 9466-75 электроды покрытые металлические для ручной дуговой сварки сталей и наплавки классифицируются по назначению, механическим свойствам и химическому составу наплавленного металла (типам), видам и толщине покрытий, а также некоторым сварочно-технологическим характеристикам.
Виды электродов по назначению:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм² (600 МПа). Обозначаются буквой У (ГОСТ 9467-75);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм² (600 МПа). Обозначаются буквой Л (ГОСТ 9467-75);
- для сварки легированных теплоустойчивых сталей. Обозначаются буквой T (ГОСТ 9467-75);
- для сварки высоколегированных сталей с особыми свойствами. Обозначаются буквой В (ГОСТ 10052-75);
- для наплавки поверхностных слоев с особыми свойствами. Обозначаются буквой H (ГОСТ 10051-75).
Вышеуказанными стандартами предусмотрено разделение электродов на типы, в соответствии с механическими свойствами и химическим составом наплавленного металла. Цифры, обозначающие каждый тип электрода — Э42, Э42А, Э50 и т. д., характеризуют гарантированное минимальное временное сопротивление разрыву в кгс/мм², а буква А — повышенные пластические свойства, вязкость и ограничения по химическому составу.
Виды электродов по толщине покрытия По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д;
- с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
ГОСТ 9466 — 75 предусматривает также три группы электродов — 1, 2, 3, характеризующиеся требованиями к качеству (точности) изготовления электродов, состоянием поверхности покрытия, а также содержанием серы и фосфора в наплавленном металле.
Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением);
- с прочими видами покрытий (П).
Таблица соответствия маркировок электродов по типу покрытия:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
Виды электродов по допустимым пространственным положениям сварки или наплавки:
- для сварки во всех положениях с условным обозначением 1;
- для сварки во всех положениях, кроме вертикального сверху вниз, — 2;
- для положений нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
1. Физические основы сварки
Сварка - это технологический процесс получения неразъёмного соединения материалов за счёт образования атомной связи. Процесс создания сварного соединения протекает в две стадии.
На первой стадии необходимо сблизить поверхности свариваемых материалов на расстояние действия сил межатомного взаимодействия (около 3 А). Обычные металлы при комнатной температуре не соединяются при сжатии даже значительными усилиями. Соединению материалов мешает их твердость, при их сближении действительный контакт происходит лишь в немногих точках, как бы тщательно они не были обработаны. На процесс соединения сильно влияют загрязнения поверхности - окислы, жировые пленки и пр., а также слои абсорбированных примесных атомов. Ввиду указанных причин выполнить условие хорошего контакта в обычных условиях невозможно. Поэтому образование физического контакта между соединяемыми кромками по всей поверхности достигается либо за счёт расплавления материала, либо в результате пластических деформаций, возникающих в результате прикладываемого давления. На второй стадии осуществляется электронное взаимодействие между атомами соединяемых поверхностей. В результате поверхность раздела между деталями исчезает и образуется либо атомная металлическая связи (свариваются металлы), либо ковалентная или ионная связи (при сварке диэлектриков или полупроводников). Исходя из физической сущности процесса образования сварного соединения различают три класса сварки: сварка плавлением, сварка давлением и термомеханическая сварка (рис. 1.25).
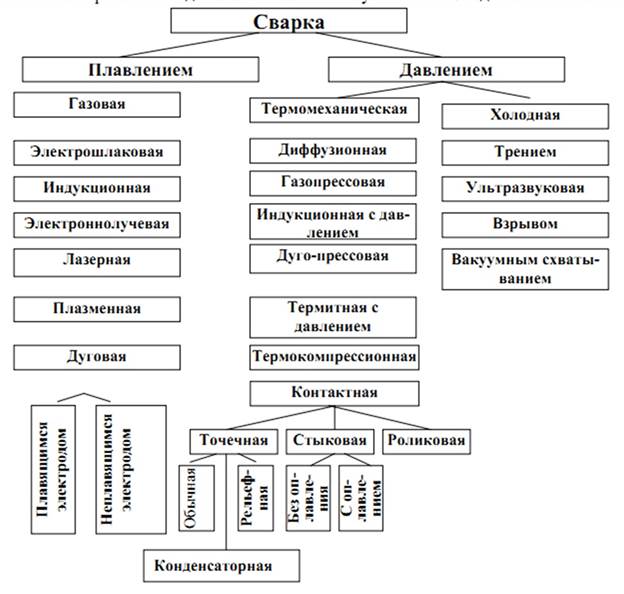 Рис. 1.25. Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие - для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие - для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители - для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления: Fe2O3+Al = Al2O3+Fe.
Рис. 1.25. Классификация видов сварки
К сварке плавлением относятся виды сварки, осуществляемой плавлением без приложенного давления. Основными источниками теплоты при сварке плавлением являются сварочная дуга, газовое пламя, лучевые источники энергии и «джоулево тепло». В этом случае расплавы соединяемых металлов объединяются в общую сварочную ванну, а при охлаждении происходит кристаллизация расплава в литой сварочный шов.
При термомеханической сварке используется тепловая энергия и давление. Объединение соединяемых частей в монолитное целое осуществляется за счет приложения механических нагрузок, а подогрев заготовок обеспечивает нужную пластичность материала.
К сварке давлением относятся операции, осуществляемые при приложении механической энергии в виде давления. В результате металл деформируется и начинает течь, подобно жидкости. Металл перемещается вдоль поверхности раздела, унося с собой загрязненный слой. Таким образом, в непосредственное соприкосновение вступают свежие слои материала, которые и вступают в химическое взаимодействие.
2. Основные виды сварки
Ручная электродуговая сварка. Электрическая дуговая сварка в настоящее время является важнейшим видом сварки металлов. Источником тепла в данном случае служит электрическая дуга между двумя электродами, одним из которых является свариваемые заготовки. Электрическая дуга является мощным разрядом в газовой среде.
Процесс зажигания дуги состоит из трех стадий: короткое замыкание электрода на заготовку, отвод электрода на 3-5 мм и возникновение устойчивого дугового разряда. Короткое замыкание производится с целью разогрева электрода (катода) до температуры интенсивной экзо- эмиссии электронов.
На второй стадии эмитированные электродом электроны ускоряются в электрическом поле и вызывают ионизацию газового промежутка «катод-анод», что приводит к возникновению устойчивого дугового разряда. Электрическая дуга является концентрированным источником тепла с температурой до 6000 оС. Сварочные токи достигают 2-3 кА при напряжении дуги (10-50) В. Наиболее часто применяется дуговая сварка покрытым электродом. Это ручная дуговая сварка электродом, покрытым соответствующим составом, имеющим следующее назначение:
1. Газовая и шлаковая защита расплава от окружающей атмосферы.
2. Легирование материала шва необходимыми элементами.
В состав покрытий входят вещества: шлакообразующие - для защиты расплава оболочкой (окислы, полевые шпаты, мрамор, мел); образующие газы СО2, СН4, ССl4; легирующие - для улучшения свойств шва (феррованадий, феррохром, ферротитан, алюминий и др.); раскислители - для устранения окислов железа (Ti, Mn, Al, Si и др.) Пример реакции раскисления: Fe2O3+Al = Al2O3+Fe.
 Рис. 1.26. Ручная сварка покрытым электродом: 1 - свариваемые детали, 2 - сварной шов, 3 - флюсовая корочка, 4 - газовая защита, 5 - электрод, 6 - покрытие электрода, 7 - сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Широко применяют автоматическую сварку плавящимся электродом под слоем флюса. Флюс насыпается на изделие слоем толщиной (50-60) мм, в результате чего дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавленном при сварке флюсом и изолированным от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формы шва даже при больших токах. При сварке под слоем флюса обычно применяют силу тока до (1000-1200) А, что при открытой дуге невозможно. Таким образом, пари сварке под слоем флюса можно повысить сварочный ток в 4-8 раз по сравнению со сваркой открытой дугой, сохранив при этом хорошее качество сварки при высокой производительности. При сварке под флюсом металл шва образуется за счет расплавления основного металла (около2/3) и лишь примерно 1/3 за счет электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге. Сварка под слоем флюса производится голой электродной проволокой, которая с катушки подается в зону горения дуги сварочной головкой автомата, перемещаемой вдоль шва. Впереди головки по трубе в разделку шва поступает зернистый флюс, который, расплавляясь в процессе сварки, равномерно покрывает шов, образуя твердую корочку шлака.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса - (50-60) мм, сила тока - (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.
Рис. 1.26. Ручная сварка покрытым электродом: 1 - свариваемые детали, 2 - сварной шов, 3 - флюсовая корочка, 4 - газовая защита, 5 - электрод, 6 - покрытие электрода, 7 - сварная ванна
Рис. 1.26 иллюстрирует сварку покрытым электродом. По указанной выше схеме между деталями (1) и электродом (6) зажигается сварочная дуга. Обмазка (5) при расплавлении защищает сварочный шов от окисления, улучшает его свойства путем легирования. Под действием температуры дуги электрод и материал заготовки плавятся, образуя сварную ванну (7), которая в дальнейшем кристаллизуется в сварной шов (2), сверху последний покрывается флюсовой корочкой (3), предназначенной для защиты шва. Для получения качественного шва сварщик располагает электрод под углом (15-20)0 и перемещает его по мере расплавления вниз для сохранения постоянной длины дуги (3-5) мм и вдоль оси шва для заполнения разделки шва металлом. При этом обычно концом электрода совершают поперечные колебательные движения для получения валиков требуемой ширины.
Автоматическая сварка под флюсом.
Широко применяют автоматическую сварку плавящимся электродом под слоем флюса. Флюс насыпается на изделие слоем толщиной (50-60) мм, в результате чего дуга горит не в воздухе, а в газовом пузыре, находящемся под расплавленном при сварке флюсом и изолированным от непосредственного контакта с воздухом. Этого достаточно для устранения разбрызгивания жидкого металла и нарушения формы шва даже при больших токах. При сварке под слоем флюса обычно применяют силу тока до (1000-1200) А, что при открытой дуге невозможно. Таким образом, пари сварке под слоем флюса можно повысить сварочный ток в 4-8 раз по сравнению со сваркой открытой дугой, сохранив при этом хорошее качество сварки при высокой производительности. При сварке под флюсом металл шва образуется за счет расплавления основного металла (около2/3) и лишь примерно 1/3 за счет электродного металла. Дуга под слоем флюса более устойчива, чем при открытой дуге. Сварка под слоем флюса производится голой электродной проволокой, которая с катушки подается в зону горения дуги сварочной головкой автомата, перемещаемой вдоль шва. Впереди головки по трубе в разделку шва поступает зернистый флюс, который, расплавляясь в процессе сварки, равномерно покрывает шов, образуя твердую корочку шлака.
Таким образом, автоматическая сварка под слоем флюса отличается от ручной сварки по следующим показателям: стабильное качество шва, производительность в (4-8) раз больше, чем при ручной сварке, толщина слоя флюса - (50-60) мм, сила тока - (1000-1200) А, оптимальная длина дуги поддерживается автоматически, шов состоит на 2/3 из основного металла и на 1/3 дуга горит в газовом пузыре, что обеспечивает отличное качество сварки.
Электрошлаковая сварка.
Электрошлаковая сварка является принципиально новым видом процесса соединения металлов, изобретенном и разработанным в ИЭС им. Патона. Свариваемые детали покрываются шлаком, нагреваемом до температуры, превышающей температуру плавления основного металла и электродной проволоки.
На первой стадии процесс идет так же, как и при дуговой сварке под флюсом. После образования ванны из жидкого шлака горение дуги прекращается и оплавление кромок изделия происходит за счет тепла, выделяющегося при прохождении тока через расплав. Электрошлаковая сварка позволяет сваривать большие толщи металла за один проход, обеспечивает большую производительность, высокое качество шва.
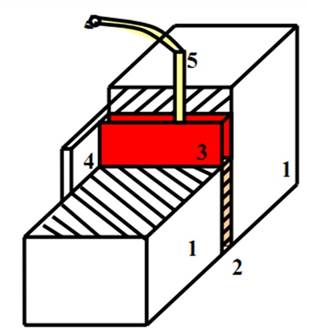 Рис. 1.27. Схема шлаковой сварки:
1 - свариваемые детали, 2 - сварной шов, 3 - расплавленный шлак, 4 - ползуны, 5 - электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
- Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
- Большая плотность сварного шва.
- Сварной шов менее подвержен трещинообразованию.
- Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
- Можно получать швы сложной конфигурации.
- Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
- Сопротивлением: в стыке происходит пластическая деформация и соединение образуется без расплавления металла (температура стыков 0,8-0,9 от температуры плавления).
- Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Таблица 1.4
Параметры машин для стыковой сварки
Рис. 1.27. Схема шлаковой сварки:
1 - свариваемые детали, 2 - сварной шов, 3 - расплавленный шлак, 4 - ползуны, 5 - электрод
Схема электрошлаковой сварки показана на рис. 1.27. Сварку ведут при вертикальном расположении деталей (1), кромки которых так же вертикальны или имеют наклон не более 30 o к вертикали. Между свариваемыми деталями устанавливают небольшой зазор, куда насыпают порошок шлака. В начальный момент зажигается дуга между электродом (5) и металлической планкой, устанавливаемой снизу. Дуга расплавляет флюс, который заполняет пространство между кромками свариваемых деталей и медными формующими ползунами (4), охлаждаемыми водой. Таким образом, из расплавленного флюса возникает шлаковая ванна (3), после чего дуга шунтируется расплавленным шлаком и гаснет. В этот момент электродуговая плавка переходит в электрошлаковый процесс. При прохождении тока через расплавленный шлак выделяется джоулево тепло. Шлаковая ванна нагревается до температур (1600-1700) 0С, превышающих температуру плавления основного и электродного металлов. Шлак расплавляет кромки свариваемых деталей и погруженный в шлаковую ванну электрод. Расплавленный металл стекает на дно шлаковой ванны, где и образует сварочную ванну. Шлаковая ванна надежно защищает сварочную ванну от окружающей атмосферы. После удаления источника тепла, металл сварочной ванны кристаллизуется. Сформированный шов покрыт шлаковой коркой, толщина которой достигает 2 мм.
Повышению качества шва при электрошлаковой сварке способствует ряд процессов. В заключение отметим основные преимущества электрошлаковой сварки.
- Газовые пузыри, шлак и легкие примеси удаляются из зоны сварки по причине вертикального расположения сварного устройства.
- Большая плотность сварного шва.
- Сварной шов менее подвержен трещинообразованию.
- Производительность электрошлаковой сварки при больших толщинах материалов почти в 20 раз превышает аналогичный показатель автоматической сварки под флюсом.
- Можно получать швы сложной конфигурации.
- Этот вид сварки наиболее эффективен при соединении крупногабаритных деталей типа корпусов кораблей, мостов, прокатных станов и пр.
Электронно-лучевая сварка.
Источником тепла является мощный пучок электронов с энергией в десятки килоэлектронвольт. Быстрые электроны, внедряясь в заготовку, передают свою энергию электронам и атомам вещества, вызывая интенсивный разогрев свариваемого материала до температуры плавления. Процесс сварки осуществляется в вакууме, что обеспечивает высокое качество шва. Ввиду того что электронный луч можно сфокусировать до очень малых размеров (менее микрона в диаметре), данная технология является монопольной при сварке микродеталей.
Плазменная сварка.
При плазменной сварке источником энергии для нагрева материала служит плазма - ионизованный газ. Наличие электрически заряженных частиц делает плазму чувствительной к воздействию электрических полей. В электрическом поле электроны и ионы ускоряются, то есть увеличивают свою энергию, а это эквивалентно нагреванию плазмы вплоть до 20-30 тыс. градусов. Для сварки используются дуговые и высокочастотные плазмотроны (см. рис. 1.17 - 1.19). Для сварки металлов, как правило используют плазмотроны прямого действия, а для сварки диэлектриков и полупроводников применяются плазмотроны косвенного действия. Высокочастотные плазмотроны (рис. 1.19) так же применяются для сварки. В камере плазмотрона газ разогревается вихревыми токами, создаваемыми высокочастотными токами индуктора. Здесь нет электродов, поэтому плазма отличается высокой чистотой. Факел такой плазмы может эффективно использоваться в сварочном производстве.
Диффузионная сварка.
Способ основан на взаимной диффузии атомов в поверхностных слоях контактирующих материалов при высоком вакууме. Высокая диффузионная способность атомов обеспечивается нагревом материала до температуры, близкой к температуре плавления. Отсутствие воздуха в камере предотвращает образование оксидной пленки, которая смогла бы препятствовать диффузии. Надежный контакт между свариваемыми поверхностями обеспечивается механической обработкой до высокого класса чистоты. Сжимающее усилие, необходимое для увеличения площади действительного контакта, составляет (10-20) МПа.
Технология диффузионной сварки состоит в следующем. Свариваемые заготовки помещают в вакуумную камеру и сдавливают небольшим усилием. Затем заготовки нагревают током и выдерживают некоторое время при заданной температуре. Диффузионную сварку применяют для соединения плохо совместимых материалов: сталь с чугуном, титаном, вольфрамом, керамикой и др.
Контактная электрическая сварка.
При электрической контактной сварке, или сварке сопротивлением, нагрев осуществляется пропусканием электрического тока достаточной иглы через место сварки. Детали, нагретые электрическим током до плавления или пластического состояния, механически сдавливают или осаживают, что обеспечивает химическое взаимодействие атомов металла. Таким образом, контактная сварка относится к группе сварки давлением. Контактная сварка является одним из высокопроизводительных способов сварки, она легко поддается автоматизации и механизации, вследствие чего широко применяется в машиностроении и строительстве. По форме выполняемых соединений различают три вида контактной сварки: стыковую, роликовую (шовную) и точечную.
Стыковая контактная сварка.
Это вид контактной сварки, при которой соединение свариваемых частей происходит по поверхности стыкуемых торцов. Детали зажимают в электродах-губках, затем прижимают друг к другу соединяемыми поверхностями и пропускают сварочный ток. Стыковой сваркой соединяют проволоку, стержни, трубы, полосы, рельсы, цепи и др. детали по всей площади их торцов. Существует два способа стыковой сварки:
- Сопротивлением: в стыке происходит пластическая деформация и соединение образуется без расплавления металла (температура стыков 0,8-0,9 от температуры плавления).
- Оплавлением: детали соприкасаются в начале по отдельным небольшим контактным точкам, через которые проходит ток высокой плотности, вызывающий оплавление деталей. В результате оплавления на торце образуется слой жидкого металла, который при осадке вместе с загрязнениями и окисными плёнками выдавливается из стыка.
Таблица 1.4
Параметры машин для стыковой сварки
Обозначения столбцов: W - мощность машины, Uраб - рабочее напряжение, производительность, F - усилие сжатия свариваемых деталей, S - площадь свариваемой поверхности. Температура нагрева и сжимающее давление при стыковой сварке взаимосвязаны. Как следует из рис. 1.28, усилие F значительно уменьшается с ростом температуры нагрева заготовок при сварке. |
Date: 2015-08-15; view: 788; Нарушение авторских прав