Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Операция гибки
|
|
Гибка листового металла осуществляется в результате упругопластическогой деформации, протекающей различно с каждой из сторон изгибаемой заготовки.
Слои металла внутри угла изгиба (со стороны пуансона) сжимаются и укорачиваются в продольном и растягиваются в поперечном направлении. Наружные слои (со стороны матрицы) растягиваются и удлиняются в продольном и сжимаются в поперечном направлении. Между удлинёнными и укороченными слоями (волокнами) находится нейтральный слой, длина которого равна первоначальной длине заготовки. При гибке узких полос происходит сильное искажение поперечного сечения, заключающееся в уменьшении толщины в месте изгиба, уширении внутри угла с образованием поперечной кривизны и сужении с наружной стороны.
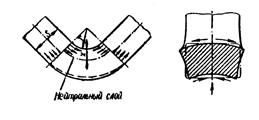
Рисунок 3 - Схема операции гибки
Следует помнить, что в процессе гибки имеет место упругая деформация, которая отражается на конечном результате процесса. Так, например, после гибки тонкой или широкой полосы угол гиба становится меньше примерно на 20. Последовательность процесса гибки показана на рис.4
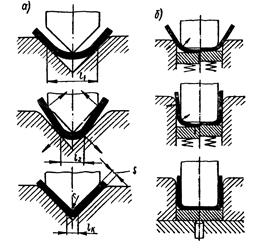
Рисунок 4 - Последовательность операции гибки
а) одноугловая гибка; б) двухугловая гибка
Расчёт заготовки деталей получаемых гибкой производится по тому же принципу, что и для других операций холодной штамповки. Формулы для определения размеров заготовки сложных деталей приведены в таблице 2.
Следующим шагом расчётов является определение радиуса кривизны нейтрального слоя. В большинстве случаев применяется гибка с малым радиусом закругления, сопровождаемая уменьшением толщины материала и смещением нейтрального слоя в сторону сжатых волокон, а для узких полос, кроме того, изменением прямоугольной формы поперечного сечения в трапециевидную. Радиус кривизны нейтрального слоя при чистом изгибе образца прямоугольного сечения находится по формуле по формуле
 , (10)
, (10)
где R- наружный радиус изогнутой детали, мм;
r- внутренний радиус гибки, мм;
ά=S1/S- коэффициент утонения;
ρ- радиус кривизны нейтрального слоя, мм.
Примечание: в данном домашнем задании все операции листовой штамповки идут без утонения стенки, т.е. ά=1.
Для облегчения расчётов операции зададимся условием, что после снятия нагрузки деталь разгрузится и угол гиба будет меньше на 1-20 расчётного без учёта упругого пружинения.
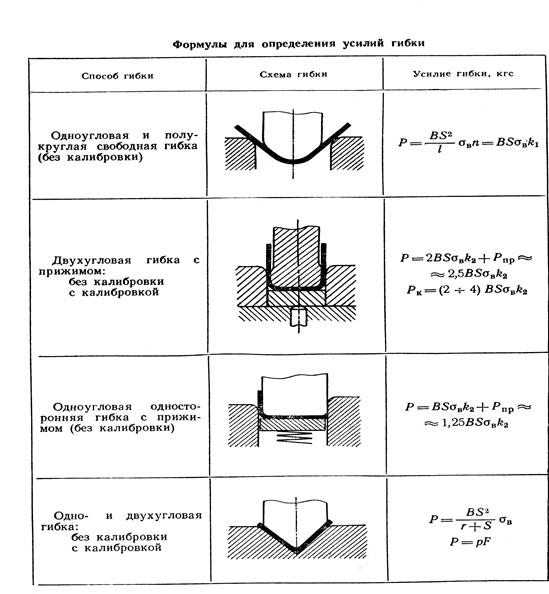
Основными параметром любого процесса ОМД, в том числе и гибки, является усилие (формулы определения усилий при гибке приведены в таблице 3). Так как гибка представляет собой деформацию гиба, то следует учитывать изгибающий момент. Величина внешнего изгибающего момента при гибке определяется из условия равновесия его с моментом внутренних сил, а последний слагается из моментов нормальных напряжений в растягиваемой и сжимаемой зонах. Значение момента гибки определяется по формулам
для одноугловой
 ,
,  (11)
(11)
для полукруглой
,  (12)
(12)
для двухугловой
 ,
,  , (13)
, (13)
где М- изгибающий момент, Н*м;
Р – усилие гибки, Н; 
 - плечо от действия момента, м;
- плечо от действия момента, м;
.
Таблица 2 – Определение размеров заготовки для операции гибка
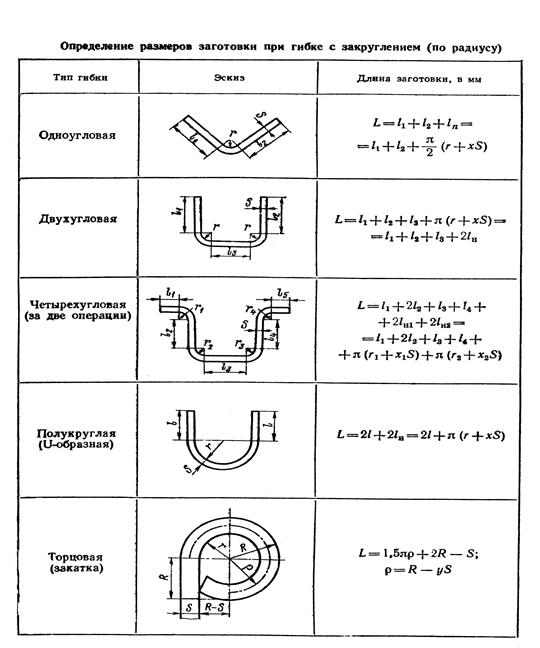
Таблица 3 – Формулы для определения усилий гибки
Гибка труб производится на гибочных приспособлениях между двумя роликами или на специальных трубогибочных машинах с неподвижной оправкой ложкообразной формы, или в штампах. В последнем типе гибка трубки в кольцо производится в три приёма. Вначале подгибается по радиусу один конец, потом второй, а затем производится полный изгиб кольца.
Гибка тонкостенных профилей осуществляется на специальных профилегибочных или растяжных станках. Существует два типа профилегибочных растяжных станков: с поворотным столом и неподвижным столом и подвижными зажимами.
В табл.16 значение коэффициента х в каждом случае своё, которое зависит от отношения радиуса гиба от толщины детали.Таким же образом определяется икоэффициент у. Длина нейтрального слоя определяется по формуле
 (13)
(13)
Примечание: данная работа упрощена и для всех случаев радиус гибки определяется из задания. Коэффициент х будет лежать в пределах 0,27-0,5; значение длины нейтрального слоя находится по формуле (13).
Date: 2015-07-24; view: 3529; Нарушение авторских прав