Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Определение размеров и массы заготовки
|
|
ТЕХНОЛОГИЯ КОВКИ
Определение размеров и массы заготовки
1.1.1 Теоретические сведения
Масса исходного слитка,

 ,
,
где  - масса поковки, кг;
- масса поковки, кг;  - масса прибыльной части слитка, кг;
- масса прибыльной части слитка, кг;  - масса донной части слитка, кг;
- масса донной части слитка, кг;  - масса угара (окалины), кг;
- масса угара (окалины), кг;  - масса обсечек и обрубок, кг;
- масса обсечек и обрубок, кг;  - масса выдры, кг.
- масса выдры, кг.
Масса поковки,
 ,
,
где  - объем поковки;
- объем поковки;  ;
;  ;
;  и т.д.- объемы элементарных частей поковки;
и т.д.- объемы элементарных частей поковки;  - плотность металла, для стали =7850
- плотность металла, для стали =7850  .
.
Потери металла: от прибыльной части 20-25% массы слитка для углеродистой стали с утепленной прибылью, 25-30%- для легированной конструкционной стали; от донной части слитка 5-7% массы слитка для углеродистой стали с утепленной прибылью и 7-10%- для легированной конструкционной стали; на угар за первый вынос 2% массы слитка, а за каждые последующие 1-1,25% для поковок сплошного сечения и 1,25-1,5% для поковок пустотелых; на обсечки 0-5% массы слитка. Массу обсечек определяют для конкретных условий ковки; на обрубки:
Минимальная масса концевых обрубок, кг:
для круглых сечений диаметром D:
при ковке под молотом  ;
;
при ковке под прессом  ;
;
для прямоугольных сечений размерами В (ширина) и Н (высота):
при ковке под молотом  ;
;
при ковке под прессом 
Длина обрубка,
 ,
,
Где  - объем обрубка;
- объем обрубка;  - площадь сечения обрубка.
- площадь сечения обрубка.
Масса выдры при прошивке пустотелым прошивнем:
 ,
,
Где  - внутренний диаметр пустотелого прошивня;
- внутренний диаметр пустотелого прошивня;  - высота прошиваемой заготовки;
- высота прошиваемой заготовки;
сплошным прошивнем при применении подкладного кольца:
 ,
,
где d- диаметр прошивня;
сплошным прошивнем, без применения подкладного кольца,
 .
.
Масса слитка,
 ,
,
где - масса поковки, кг;  - масса технологических отходов (обрубки, обсечки, выдра и т.п.), кг;
- масса технологических отходов (обрубки, обсечки, выдра и т.п.), кг;  - допустимое использование металла слитка на поковку, %.
- допустимое использование металла слитка на поковку, %.
Допустимое использование металла, %
 ,
,
где  - отходы с прибыльной части слитка, %;
- отходы с прибыльной части слитка, %;  - отходы с донной части слитка, %;
- отходы с донной части слитка, %;  - потери на угар, %.
- потери на угар, %.
Фактический выход годного, %,
 .
.
Если поковку изготовляют протяжкой, то площадь сечения исходного слитка определяют из условий возможности получения необходимой уковки по следующей формуле:
 ,
,
где У- уковка;  - максимальная площадь сечения поковки. Общая уковка при протяжке за несколько нагревов равна произведению уковок за каждый нагрев:
- максимальная площадь сечения поковки. Общая уковка при протяжке за несколько нагревов равна произведению уковок за каждый нагрев:
 .
.
Уковку для слитков обычной конструкции из углеродистой и среднелегированной сталей принимают ≥2,5-3, а для удлиненных слитков ≥2.
Для поковок изготовляемых осадкой,  =1,6÷2,5. При (
=1,6÷2,5. При ( )>2,5 осадка заготовки, как правило, сопровождается продольным изгибом со складкообразованием.
)>2,5 осадка заготовки, как правило, сопровождается продольным изгибом со складкообразованием.
Объем горячекатаной заготовки, предназначенной для ковки,
 ,
,
где  - объем технологических отходов,
- объем технологических отходов,  ;
;  - объем угара.
- объем угара.
Объем поковки,
 ,
,
где  и т.д. – объемы отдельных частей поковки, представляющие простые геометрические фигуры.
и т.д. – объемы отдельных частей поковки, представляющие простые геометрические фигуры.
Объем отходов,
 ,
,
где  - объем обсечек и обрубок;
- объем обсечек и обрубок;  - объем выдры.
- объем выдры.
При выборе заготовок из сортового проката потери металла в отходы и на угар определяют таким же способом, как и при выборе слитка.
Объем исходной заготовки с учетом технологических отходов и угара,
 ,
,
где  - угар металла, %.
- угар металла, %.
Масса поковки,
 ,
,
Масса исходной заготовки,

Для приблизительного расчета массы исходной заготовки (при ковке из блюмов, слябов и прутков) суммарные потери металла учитывают расходным коэффициентом  >1, тогда необходимое количество металла
>1, тогда необходимое количество металла
 ,
,
где - расходный коэффициент, определяемый по табл.1
Таблица 1- Расходные коэффициенты при изготовлении поковок из горячекатаного металла.
| Категория поковок | Способ изготовления поковок |
|
| Без обрезки (фланцы глухие, круглые, овальные, пластины, кубики) | 1,02-1,03 | |
| Протяжкой с последующей гибкой в специальных приспособлениях (скобы, вилки) | 1,03 | |
| Осадкой, с последующей разгонкой полотна или осадкой кольцом (шестерни, фланцы, муфты, крышки) | 1,03 | |
| С помощью клиновых накладок (клинья, шпонки) | 1,05-1,09 | |
| Протяжкой, длинноосные одинакового сечения по длине (валы, бруски, планки, стержни) | 1,06-1,08 | |
| Протяжкой с односторонними уступами (двухступенчатые валы, валы с фланцами, болты) | 1,07-1,09 | |
| Протяжкой с двухсторонними уступами (многоступенчатые валы, прямоугольные бруски с уступами) | 1,08-1,1 | |
| Осадкой с последующей прошивкой, раскаткой, протяжкой на оправке (кольца, втулки, обечайки) | 1,10-1,12 | |
| С обрезкой краев (секторы, державки, кулисы, собачки) | 1,09-1,12 |
Для поковок, изготовляемых протяжкой, площадь поперечного сечения исходной катаной заготовки находят из соотношения
 .
.
Для блюма принимают уковку У=1,3÷1,5, а для обычного проката У=1,1÷1,3. Ее предусматривают для устранения крупнозернистости структуры, вызываемой нагревом металла перед ковкой.
Диаметр исходной катаной заготовки,
 .
.
При расчетах может оказаться, что полученные данные не позволяют подобрать необходимый диаметр исходной заготовки по сортаменту ГОСТа. Тогда берут ближайший больший размер диаметра по ГОСТу. Например, вместо расчетного  =49,2 мм принимают фактический размер по ГОСТу
=49,2 мм принимают фактический размер по ГОСТу  =
=  =50 мм(0,05м).
=50 мм(0,05м).
Длина исходной заготовки,
 ,
,
где  - площадь сечения исходной заготовки, принятой по сортаменту ГОСТа.
- площадь сечения исходной заготовки, принятой по сортаменту ГОСТа.
Для поковок, изготовляемых осадкой,
 =1,6+2,5,
=1,6+2,5,
где  и
и  - начальные диаметр и высота заготовки до осадки.
- начальные диаметр и высота заготовки до осадки.
Учитывая это соотношение, объем исходной осаживаемой заготовки составит
 .
.
Отсюда для круглой заготовки
 ,
,
а для квадратной заготовки сторона квадрата
 .
.
Средний диаметр осаженной заготовки, см:
 ,
,
где  - высота осаженной заготовки, см.
- высота осаженной заготовки, см.
Диаметр круглой заготовки для изготовления поковки прямоугольного сечения, если  >2,
>2,
 ,
,
где  и
и  - соответственно ширина и высота сечения поковки, мм.
- соответственно ширина и высота сечения поковки, мм.
Припуски, напуски и допуски регламентированы ГОСТ 7829-70; ГОСТ 7062-67.
Припуск - предусмотренное превышение размеров поковки против номинальных размеров детали или предварительно ободранной заготовки, обеспечивающее после обработки резанием требуемые чертежом размеры детали (ободранной заготовки) и шероховатость ее поверхности.
Напуск – слой металла (увеличение припуска), упрощающее конфигурацию поковки ввиду невозможности или нерентабельности изготовления поковки по контуру детали.
Допуск на кузнечную обработку – разность между наибольшим и наименьшим предельными размерами поковки.
 ;
;
 - наименьший размер поковки,
- наименьший размер поковки,
 ;
;

Рисунок 1 – Схема расположения припусков, назначаемых на наружные размеры детали, и предельных отклонений от номинальных размеров поковки: Н- обдирочный размер заготовки или номинальный размер детали;  - наименьший припуск на размер Н;
- наименьший припуск на размер Н;  - номинальный припуск на размер Н,
- номинальный припуск на размер Н,
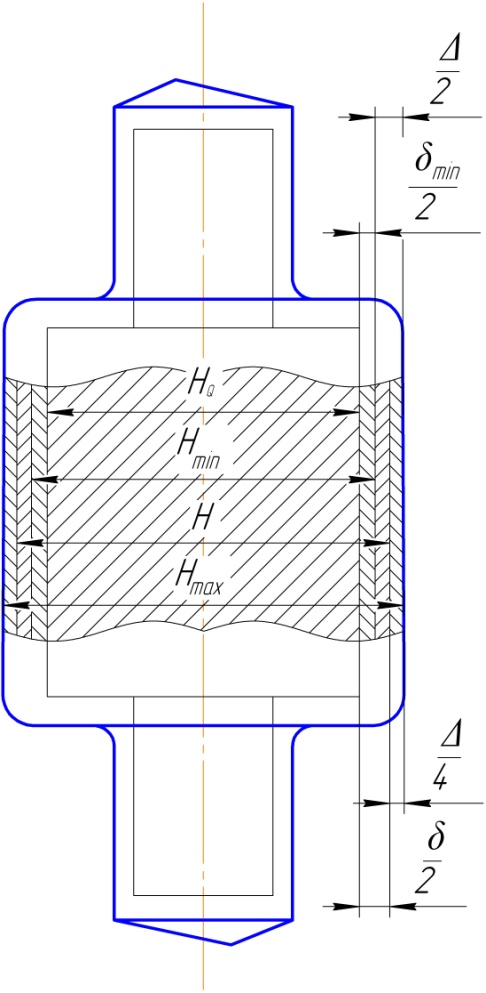
Рисунок 2 – Схема расположения припусков и допусков на наружный размер детали
 - номинальный (расчетный) размер поковки,
- номинальный (расчетный) размер поковки,
 ;
;
 - наибольший размер поковки,
- наибольший размер поковки,
 ,
,
где  - поле предельных отклонений размера поковки,
- поле предельных отклонений размера поковки,
 .
.
Схема расположения припусков и допусков на наружный размер детали по ГОСТ 7062-67 приведена на рис.5 (ковка на прессах):
- обдирочный размер заготовки или номинальный размер детали;  - наименьший размер поковки,
- наименьший размер поковки,
 ;
;
Н- номинальный (расчетный) размер поковки,
 ;
;
 - наибольший размер поковки,
- наибольший размер поковки,
 ;
;
 - наименьший припуск на размер ,
- наименьший припуск на размер ,
 ;
;
 - номинальный припуск на размер ,
- номинальный припуск на размер ,
 ;
;
 - поле допуска,
- поле допуска,  ;
;  - наибольшее отклонение от номинального размера поковки,
- наибольшее отклонение от номинального размера поковки,
 .
.
Некоторые размеры слитков, выплавляемых на отечественных заводах, редставлены в табл. 2.
Таблица 2- Типовые размеры слитков
| Масса, т | Отходы, % | Размеры, мм | ||||||||
| донной части | прибыльной части |

|

|

|

|

|

|
 =
= =
= 
|

| |
| 1,2 6,5 | 0,8 0,8 0,8 2,6 2,4 2,0 2,2 2,0 1,7 1,75 1,9 3,1 2,8 | 22,5 21,6 21,2 20,2 20,6 20,9 21,4 21,4 18,3 | - | 2,5 2,5 2,5 2,4 2,3 2,1 2,1 2,1 2,1 2,1 2,1 2,1 2,0 |
Таблица 3 - Сталь горячекатаная круглого и квадратного сечений. Сортамент.
| Диаметр, сторона квадрата, мм | Масса 1 м, кг | Диаметр, сторона квадрата, мм | Масса 1 м, кг | Диаметр, сторона квадрата, мм | Масса 1 м, кг | |||
| Круг | Квадрат | Круг | Квадрат | Круг | Квадрат | |||
| 5,5(круг) 6,3(круг) 6,5(круг) | 0,154 0,186 0,222 0,245 0,260 0,302 0,395 0,499 0,616 0,746 0,888 1,04 1,21 1,39 1,58 1,78 2,0 2,23 2,47 2,72 2,98 3,26 3,55 3,85 4,17 4,50 4,83 5,18 5,55 5,92 | 0,196 - 0,283 - - 0,385 0,502 0,636 0,785 0,95 1,13 1,33 1,54 1,77 2,01 2,27 2,54 2,82 3,14 3,46 3,80 4,15 4,52 4,91 5,30 5,72 6,15 6,60 7,06 7,54 | 43(круг) 44(круг) 47(круг) 53(круг) 54(круг) 56(круг) 62(круг) 67(круг) 68(круг) | 6,31 6,71 7,13 7,55 7,99 8,44 8,90 9,38 9,86 10,36 10,88 11,40 11,94 12,48 13,05 13,75 14,20 15,42 16,67 17,32 17,65 18,65 19,33 20,74 22,19 23,70 24,47 26,05 27,68 28,51 | 8,04 8,55 9,07 9,62 10,17 10,75 11,24 11,94 12,56 13,20 13,85 - - 15,90 16,61 - 18,09 19,62 21,23 - - 23,75 - 26,40 28,26 - 31,16 33,17 - - | 72(круг) 78(круг) 82(круг) 93(квадрат) 210(круг) 220(круг) 230(круг) 240(круг) 250(круг) | 30,21 31,96 34,68 37,51 39,46 41,46 44,55 49,94 - 55,64 61,65 67,97 74,60 81,54 88,78 96,33 104,20 112,36 120,84 138,72 157,83 178,18 199,76 222,57 246,62 271,89 298,40 326,15 355,13 385,34 | 38,46 - 44,16 - 50,24 - 56,72 63,58 97,90 70,85 - - - - - - - - - - - - - - - - - - - - |
Помимо слитков, указанных в табл. 2, при ковке применяют слитки удлиненные (с соотношением  =3÷5), малоприбыльные (с коэффициентом выхода годного при ковке 0,84-0,87), бесприбыльные (с недоливом изложницы для полых поковок) и с повышенной конусностью (до 12° вместо обычных 5°).
=3÷5), малоприбыльные (с коэффициентом выхода годного при ковке 0,84-0,87), бесприбыльные (с недоливом изложницы для полых поковок) и с повышенной конусностью (до 12° вместо обычных 5°).
Сортамент на прокат: ГОСТ 103-76 полоса стальная горячекатаная; ГОСТ 2590-71 сталь горячекатаная круглая; ГОСТ 2591-71 сталь горячекатаная квадратная; ГОСТ 4693-77 заготовка стальная квадратная горячекатаная.
Полосу стальную горячекатаную изготовляют шириной 11 - 200 мм и толщиной 4-60 мм; пруток стальной горячекатаный круглый диаметром 5 - 250 мм, а квадратный (табл.3) - со стороной 5 - 200 мм; заготовку квадратную (табл.4) - со стороной 40 - 250 мм. Кроме обычного сортового проката - круглого и прямоугольного сечений, в кузнечных цехах применяют (преимущественно для штамповки) профильный прокат (сложного сечения), прокат периодического профиля (с неодинаковыми поперечными сечениями по длине) и бесшовные трубы. Торговая длина проката колеблется в пределах 2 - 9 м. Наиболее распространен прокат длиной 2 - 4 м.
Таблица 4 - Заготовка стальная квадратная горячекатаная. Сортамент.
| Сторона квадрата, мм | Радиус скругления углов, мм | Предельное отклонение (±) по стороне квадрата, мм | Площадь поперечного сечения, см | Масса 1 м, кг | Сторона квадрата, мм | Радиус скругления углов, мм | Предельное отклонение (±) по стороне квадрата, мм | Площадь поперечного сечения, см | Масса 1 м, кг |
| 1,2 | 15,58 19,83 24,58 | 12,23 15,56 19,29 | 2,7 | 129,46 141,21 153,46 | 101,63 110,85 120,47 | ||||
| 1,5 | 29,55 35,30 41,55 48,30 | 23,20 27,71 32,62 37,92 | 3,2 | 165,21 192,21 221,21 | 129,69 150,88 173,65 | ||||
| 2,0 | 55,01 62,76 71,01 79,76 | 43,18 49,27 55,74 62,61 | 3,9 | 250,62 283,62 318,62 | 196,74 222,64 250,12 | ||||
| 2,4 | 88,32 98,06 108,32 | 69,33 76,98 85,03 | 4,5 | 353,26 392,26 | 277,31 307,92 | ||||
| 2,7 | 118,21 | 92,80 | 5,2 | 430,46 473,47 565,46 614,46 | 337,92 371,67 443,89 482,36 |
1.1.2 Задачи и упражнения.
1. Найти массу выдры, получающейся при прошивке отверстия пустотелым прошивнем. Внутренний диаметр пустотелого прошивня 100 мм, а толщина поковки 200 мм, а высота прошиваемой заготовки 600 мм. Ответ 170 кг.
2. Поковка прошивается сплошным прошивнем и с применением подкладного кольца. Диаметр прошивня 100 мм, а толщина поковки 150 мм. Чему равен объем выдры? Ответ 883  .
.
3. Найти минимальную массу отхода при прорубке круглого конца прессовой поковки диаметром 400 мм. Ответ 105,4 кг.
4. Определить минимальную длину отхода при прорубке квадратного кольца молотовой поковки. Сторона квадрата поковки 50 мм, масса отхода 88,2 г. Ответ 15 мм.
5. Найти расход металла, необходимого для изготовления из слитка поковки массой 2000 кг. Отходы металла при ковке следующие: с прибыльной части 20% массы слитка, с донной части 5%. Ответ 3000 кг.
6. Заготовка диаметром 900 мм и высотой 1400 мм осажена до высоты 800 мм. Определить средний диаметр осаженной заготовки. Ответ 1190 мм.
7. Определить диаметр заготовки, необходимой для изготовления поковки прямоугольного сечения шириной 180 мм и высотой 60 мм. Ответ 140 мм.
8. Масса исходного круглого прутка диаметром 130 мм равна 260,5 кг, а масса 1 м этого же прутка равна 104,2 кг. Найти длину исходного прутка. Ответ 2,5 м.
9. Масса стальной заготовки 789 кг. Определить диаметр и высоту заготовки при условии, что отношение высоты ее к диаметру равно двум. Ответ D0= 400 мм; H0= 800 мм.
10. Найти припуск и предельные отклонения по ГОСТу на диаметр гладкого цилиндрического вала. Номинальные диаметр и длина вала соответственно равны 80 и 700 мм. Поковку изготовляют на молоте. Материал исходной заготовки - горячекатаная сталь. Ответ 9; ± 3 мм.
11. Определить припуск и наибольшие отклонения по ГОСТу на длину гладкого цилиндрического вала. Номинальные диаметр и длина вала соответственно 530 и 2300 мм. Поковку изготовляют на прессе по II группе точности. Исходная заготовка - слиток из стали 40. Ответ 84; ± 30 мм.
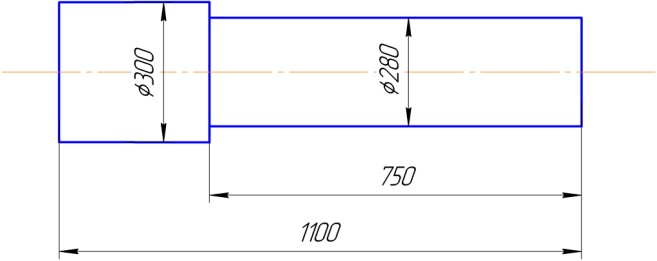
Рисунок 3 – Вал с уступом
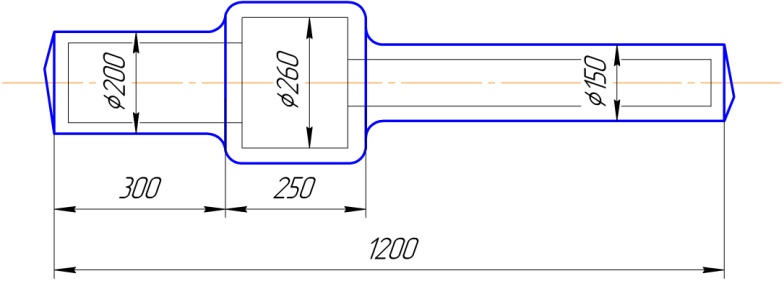
Рисунок 4 – Поковка вала с уступами
12. Поковку для вала с уступом (рис.3) изготовляют из блюма на гидравлическом прессе. Материал - сталь 40. Поковка имеет напуск. Чему равны припуски и наибольшие отклонения на диаметр и длину поковки по ГОСТу, если ее изготовляют по I группе точности? Ответ на диаметр 17; ± 4 мм; на длину 51; ± 12 мм.
13. Найти номинальный (расчетный) диаметр поковки круглого гладкого вала, изготовляемого на молоте из проката, если номинальный диаметр детали 150 мм, а ее длина 1100 мм. Ответ 162 мм.
14. Определить наименьший припуск на сторону квадрата 125 мм гладкой поковки квадратного сечения, если номинальный припуск на размер составляет 14 мм, а предельные отклонения равны ±4 мм. Ответ 10 мм.
15. Раскатное кольцо изготовляют на молоте из горячекатаной стали. Размеры обработанного раскатного кольца следующие: наружный диаметр 350 мм, высота 120 мм. Пользуясь ГОСТом, найти с учетом припусков и предельных отклонений поковочные размеры раскатного кольца. Ответ D= 498 ± 6 мм; d= 327 ± 6 мм; H= 134 ± 5мм.
16. Для получения цилиндрического гладкого вала диаметром 180 мм предусмотрен припуск 12 мм на обработку резанием поковки вала с учетом ее изготовления на молоте, а предельные отклонения ±3 мм. Определить нижний предельный диаметр поковки вала, при котором ее считают годной. Ответ 189 мм.
17. При изготовлении на прессе стального гладкого вала диаметром 200 мм и длиной 2000 мм в соответствии с ГОСТом на обработку по диаметру принимают припуск, равный 18 мм. Во сколько раз увеличится припуск, если диаметр вала будет в 3 раза больше? Группа точности ковки нормальная. Ответ 1.6 раза.
18. Определить массу поковки вала с уступами, показанной на рис.4. Материал - сталь 20. Ответ 268.2 кг.
19. Найти массу поковки шестерни с отверстием, представленной на рис.5. Материал поковки - низкоуглеродистая сталь. Ответ 196.3 кг.
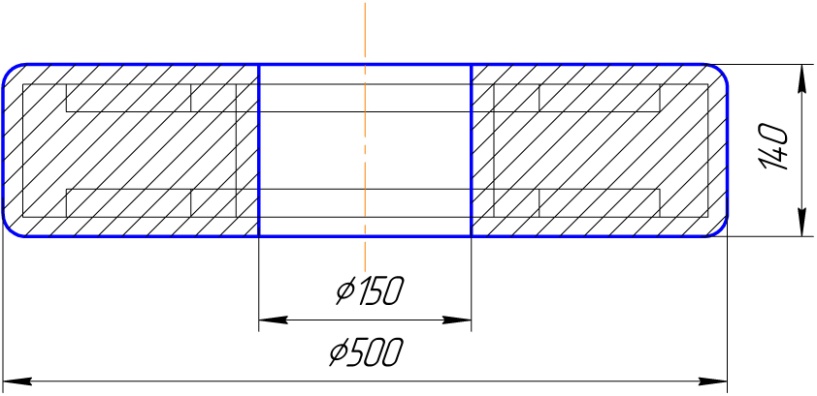
Рисунок 5 – Поковка шестерни с прошитым отверстием
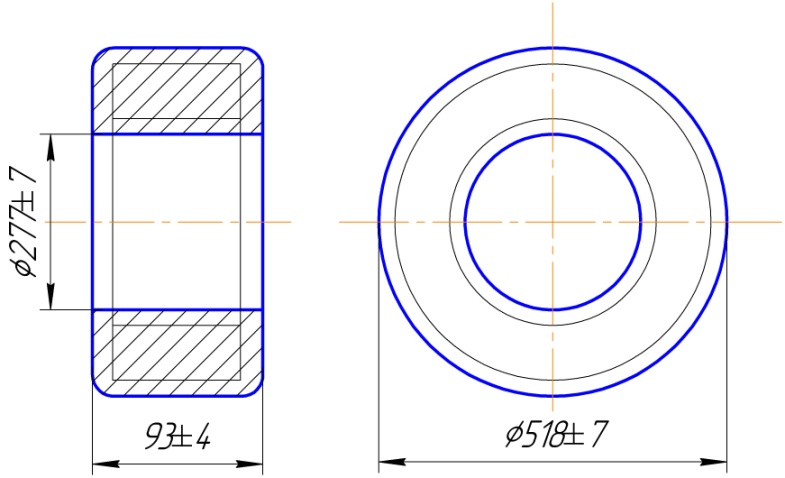
Рисунок 6 – Поковка кольца с припусками и допусками
масса исходной катаной заготовки
20. При расчете круглой заготовки получили диаметр 82,5 мм и длину 180 мм. Подобрать по ГОСТу ближайший больший диаметр проката и пересчитать длину заготовки. Ответ D= 85 мм; L= 170 мм.
21. Для изготовления поковки требуется заготовка со стороной квадрата 33,4 мм и длиной 70 мм. Подобрать по ГОСТу ближайший больший размер квадрата заготовки и пересчитать длину заготовки. Ответ А= 34мм; h= 67.6 мм.
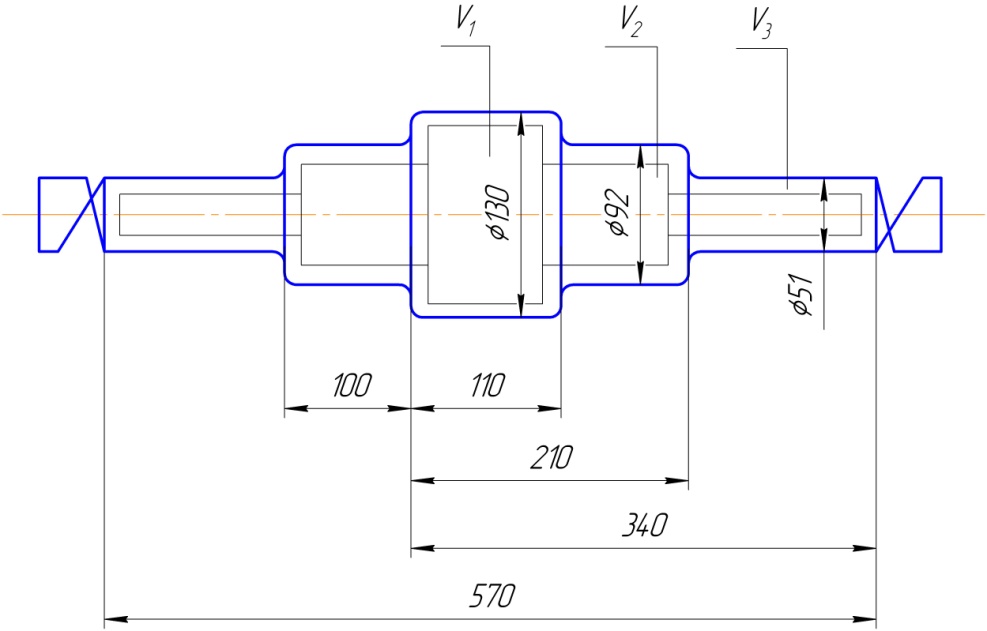
Рисунок 7 – Поковка ступенчатого вала
Date: 2015-07-23; view: 4558; Нарушение авторских прав