Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Отбор образцов
|
|
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТМАССЫ
МЕТОД ИСПЫТАНИЯ НА РАСТЯЖЕНИЕ
ГОСТ 11262-80*
(СТ СЭВ 1199-78)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
| ПЛАСТМАССЫ Метод испытания на растяжение Plastics. Tensile test method | ГОСТ 11262-80* (СТ СЭВ 1199-78) Взамен ГОСТ 11262-76 |
Постановлением Государственного комитета СССР по стандартам от 21 ноября 1980 г. № 5521 срок введения установлен
с 01.12.80
Проверен в 1985 г. Постановлением Госстандарта от 09.09.85 № 2877 срок действия продлен
до 01.01.92
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на пластмассы и устанавливает метод испытания на растяжение.
Метод основан на растяжении испытуемого образца с установленной скоростью деформирования, при котором определяют показатели, указанные в справочном приложении 1.
Стандарт не распространяется на ячеистые пластмассы и пленки толщиной до 1,0 мм.
Стандарт полностью соответствует СТ СЭВ 1199-78.
ОТБОР ОБРАЗЦОВ
1.1. Для испытаний применяют образцы типов 1-3, форма и размеры которых указаны на черт. 1-3 и в табл. 1.
Тип 1
Черт. 1
Тип 2
Черт. 2
Тип 3
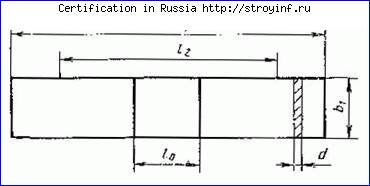
Черт. 3
Таблица 1
мм
| Параметр | Образец типа | ||
| Общая длина l 1, не менее | |||
| Расстояние между метками, определяющими положение кромок зажимов на образце l 2 | 80±5 | 115±5 | 170±5 |
| Длина рабочей части l 3 | 33±1 | 60±0,5 | - |
| Расчетная длина l 0 | 25±1 | 50±0,5 | 50±1 |
| Ширина головки b1 | 25±1 | 20±0,5 | 25±0,5 |
| Ширина рабочей части b2 | 6±0,4 | 10±0,5 | - |
| Толщина d | 2±0,2 | 4±0,4 | 2±0,2 |
| (от 1 до 3) | (от 1 до 10) | (от 1 до 6) | |
| Большой радиус закругления r1 | 25±1 | - | - |
| Малый радиус закругления r2 | 14±0,5 | - | - |
| Радиус закругления, не менее r | - | - |
Примечание. Допускается применение образцов типа 2 и 3 толщиной менее 1 мм при изготовлении их из листовых материалов и образцов типа 2 толщиной 3 мм при изготовлении их из наполненных полимерных материалов.
(Измененная редакция, Изм. № 1).
1.2. Тип, способ и режим изготовления, отбор проб должны соответствовать нормативно-технической документации на материал. Если такие указания отсутствуют, образцы выбирают в соответствии с рекомендуемым приложением 2.
1.3. В случае отработки рецептуры материала, режимов переработки и при научно-исследовательских работах допускается применять образцы типа 4 и 5, указанные в рекомендуемом приложении 3.
1.4. При разрушении образца типа 3 в зоне зажимов его концы следует усилить в соответствии с черт. 4, применяя накладки длиной (l 4) не менее 50 мм, толщиной (d1) от 3 до 10 мм. Диаметр (D) центровых отверстий для штифтов 3  мм.
мм.
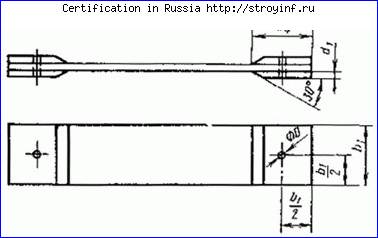
Черт. 4
Допускается применять для усиления образца типа 3 концевые накладки длиной не менее 70 мм без центровых отверстий. Накладки приклеивают к вырезанному образцу или получают в процессе изготовления листа, предназначенного для вырезки образцов, в виде утолщений. Материал накладок должен быть идентичен материалу образца либо со значением модуля упругости ниже, чем у испытуемого материала.
Материал накладок и методика их приклейки должны соответствовать нормативно-технической документации на материал.
1.5. При изготовлении образцов механической обработкой из изделий и полуфабрикатов, в том числе из листов и пластин, максимально допустимая толщина должна быть 3 мм для образцов типа 1, соответствовать толщине изделия или полуфабриката, но не более 10 мм для образца типа 2.
При изготовлении образца типа 2 из плиты или изделия, толщина которых более 10 мм, механической обработкой ее доводят до 10 мм. Обработку до требуемой толщины осуществляют с двух сторон в продольном направлении образца, если в нормативно-технической документации на материал нет иных указаний.
1.6. Образцы должны иметь гладкую ровную поверхность, без вздутий, сколов, трещин, раковин и других видимых дефектов.
1.7. Для испытания изотропных материалов используют не менее пяти образцов, для испытания анизотропных материалов не менее пяти образцов, отобранных в местах и направлениях, которые должны соответствовать нормативно-технической документации на материал.
1.8. Образцы кондиционируют не менее 16 ч по ГОСТ 12423-66 при температуре (296±2) К (23±2)°С и относительной влажности (50±5)%, если в нормативно-технической документации на материал нет других указаний.
1.9. Время от окончания изготовления формованных образцов до их испытания должно составлять не менее 16 ч, включая и время на их кондиционирование.
При изготовлении образцов из полуфабрикатов или изделий время от окончания формования полуфабрикатов или изделий до начала испытаний образцов из них должно составлять не менее 16 ч, включая и время на их кондиционирование, если в нормативно-технической документации на материал нет других указаний.
Date: 2015-07-23; view: 369; Нарушение авторских прав