Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Глава 3
|
|
ИНСТРУМЕНТЫ ДЛЯ ЛИНЕЙНЫХ ИЗМЕРЕНИЙ
§ 15. ШТАНГЕНИНСТРУМЕНТЫ
Штангенинструменты представляют собой показывающие приборы прямого действия, у которых размер изделия определяется по положению измерительной рамки, перемещающейся вдоль штанги со штриховой шкалой. Штангенинструменты с отсчетом показаний по нониусу (рис. 12) просты по конструкции и наиболее распространены на производстве.
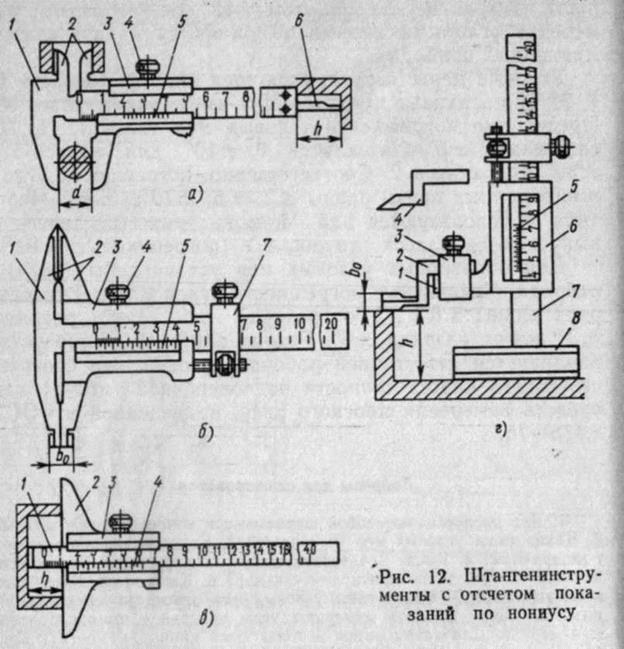
Штангенциркули, предназначенные для измерения наружных и внутренних размеров изделий, выпускаются четырех типов: ШЦ-I (рис. 12, а); ШЦТ-I (ШЦ-1 — без верхних губок и с нижними губками, выполненными из твердого сплава); ШЦ-П (рис. 12, б) и ШЦ-Ш (ШЦ-II без верхних губок). Они состоят из штанги 1, измерительных губок 2 (верхних и нижних), рамки 3, зажима рамки 4, нониуса 5, глубомерной линейки 6 и микрометрической подачи 7 для установки рамки на точный размер.
Штангенглубиномеры (рис. 12, в), применяемые для измерения глубины отверстий и пазов, имеют штангу / без губок и рамку 3 с основанием 2 и нониусом 4. Измерительными поверхностями являются торцы штанги и основания 2.
Штангенрейсмассы (рис. 12, г) используются для измерения высот и разметки изделий, установленных на плите. Штанга 7 установлена в массивном основании 8, нижняя плоскость которого является началом шкалы. Рамка 6 с нониусом 5 имеет кронштейн 1, на котором хомутом 3 крепится измерительная 2 или разметочная 4 ножки.
При измерениях рамка перемещается по штанге инструмента так, чтобы измерительные поверхности плотно, но без перекоса, прилегали к поверхности изделия, которая ограничивает определяемый размер dвн, d или h изделий (отмеченных штриховкой на рис. 12). Перекос рамки относительно штанги недопустим.
На штанге инструментов нанесена основная шкала с ценой деления а =1 мм, а на рамке установлена или нанесена дополнительная штриховая шкала — нониус. По положению нулевого штриха нониуса на основной шкале определяют целое число миллиметров в размере. Дробные доли миллиметра находят с помощью нониуса.
При измерениях наружной стороной губок штангенциркулей ШЦ-II и верхней стороной губки штангенрейсмассов ширина губок b0=10 мм прибавляется к отсчету.
Штангенинструменты с автоматическим отсчетом показаний повышают качество и производительность измерений. В штангу / индикаторного штангенциркуля (рис. 13, а) вмонтирована зубчатая рейка. Зубчатое колесо индикатора 3, закрепленного на рамке 2 с подвижной губкой, перемещается по зубчатой рейке. Поворот зубчатого колеса преобразуется в перемещение стрелки индикатора. По шкале, нанесенной на штанге, отсчитывают десятки миллиметров, по шкале индикатора — единицы, десятые и сотые доли миллиметра. Инструмент с электронным цифровым отсчетом показан на рис. 13, б.
16. УСТРОЙСТВО НОНИУСА
 | |||
|
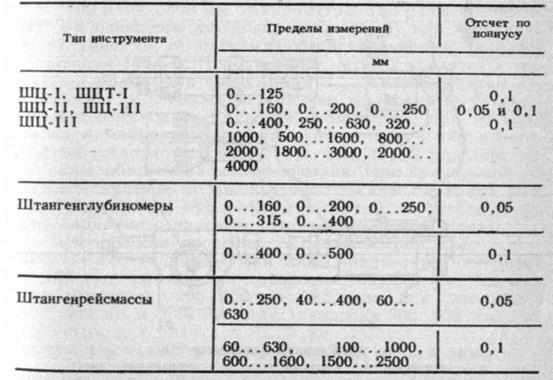
Параметры штангенинструментов Таблица 3
 |
§ 17. МИКРОМЕТРЫ
Микрометры
Микрометрические инструменты основаны на применении микрометрических винтовых пар. Их конструкции разнообразны. Ниже рассмотрены микрометры общего назначения.
 |
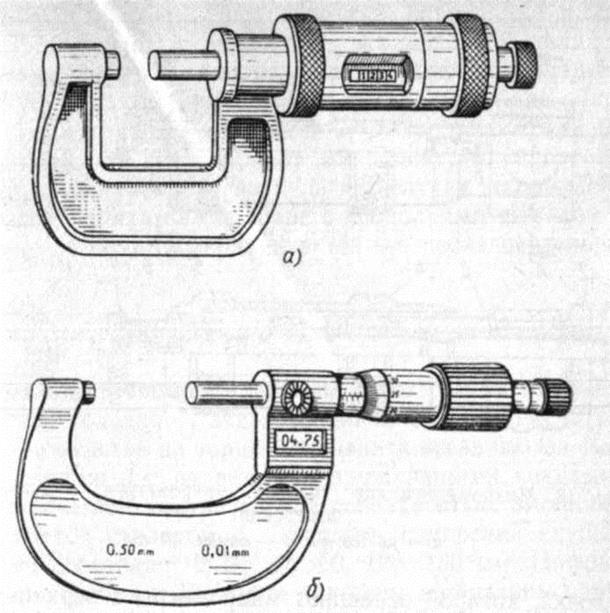
Гладкие микрометры МК (рис. 15, а) предназначены для измерения наружных размеров изделий. К основным деталям и узлам относятся скоба 1, пятка 2, микровинт 4, стопор 5 винта, стебель 6, барабан 7 и трещотка 8 микрометрической головки, преобразующей вращательное движение барабана в поступательное движение микровинта.
На стебле 6 вдоль продольного штриха нанесена основная шкала прибора с ценой деления а = 0,5 мм и пределом измерений 25 мм. Для удобства отсчета четные штрихи шкалы, имеющие целые значения размера, отложены снизу продольного штриха. На коническом срезе барабана 7 нанесено 50 делений круговой шкалы с ценой деления, равной С = 0,01 мм. При одном обороте барабан и микровинт 4 перемещаются на одно деление основной шкалы. Торец барабана является указателем для основной шкалы, а продольный штрих на стебле — указателем для круговой шкалы.
При измерении изделие помещают без перекоса между пяткой и микровинтом и, вращая барабан за трещотку до тех пор, пока она не начнет проворачиваться, плотно прижимают измерительные поверхности прибора к поверхности изделия. Ближайший к торцу барабана штрих основной шкалы показывает число целых и десятых долей миллиметра в размере. К отсчету по основной шкале прибавляют отсчет по круговой шкале, равный произведению цены деления С на номер деления, который находится напротив продольного штриха. Отсчет на рис. 15, а: l =14 + 0,01*18 = 14,18 мм.
Пределы измерений микрометров зависят от размера скобы и составляют 0...25; 25...50; … 275...300; 300...400; 400...500 и 500...600 мм. Микрометры для размеров более 300 мм оснащены сменными (рис. 15, б) или передвижными (рис. 15, в) пятками, обеспечивающими диапазон измерений 100 мм. Передвижные пятки 2 крепятся в требуемом положении фиксатором 1, а сменные пятки 3— гайками 1 и 2. Перед измерением микрометры устанавливают в исходное (нулевое) положение, при котором пятка и микровинт прижаты друг к другу или поверхностям установочных мер 3 (см. рис. 15, а) под действием силы, обеспечиваемой трещоткой. При правильной установке нулевой штрих круговой шкалы барабана должен совпадать с продольным штрихом на стебле, а торец барабана с нулевым штрихом основной шкалы.
Допускаемая погрешность микрометров класса точности 1 составляет ± 4 мкм для диапазона измерений 0...100 мм; ± 5 мкм для диапазона 100...200 мм; ± 6 мкм для диапазона 200...300 мм; ± 8 мкм для диапазона 400...500 мм и ± 10 мкм для диапазона 500...600 мм. Микрометры для размеров 0...25 мм выпускаются также класса точности 0 и имеют погрешность ± 2 мкм.
Микрометры с циферблатом МЛ (рис. 16, а) применяют для измерения толщины листов и лент. К их отличительным особенностям относятся увеличенный вылет скобы 3, сферическая измерительная поверхность пятки 4, отсчетное устройство, выполненное в виде неподвижного циферблата / и стрелки 2, вращающейся вместе с барабаном 5.
Микрометры МТ (рис. 16, б) используют для измерения толщины стенок труб с внутренним диаметром 12 мм и более. У них пятка 2 имеет сферическую форму, а скоба 1 в месте крепления пятки сделана тонкой для измерения труб небольшого диаметра.
Микрометры настольного МГ (рис. 16, в) имеют корпус 1 с жестким стационарным основанием, пятку 2, измерительные наконечники 3, микровинт 4, стебель 5, барабан 6 с круговой шкалой, у которой С = 0,01 мм и n = 100, а также трещотку 7 и измерительный стол 8, Сменные измерительные стержни крепятся к пятке и микровинту с помощью винтов. Они имеют различные формы измерительных поверхностей — плоские, тарельчатые, ножевидные. Пятка 2 может переставляться на 10 мм в зависимости от размера детали.
Микрометры с цифровым отсчетом показаний повышают качество и производительность измерений. Числовой механизм может располагаться или в стебле микровинта (рис. 17, а), или в скобе микрометра (рис. 17, б).
 | |||||
 | |||||
|
Date: 2015-07-11; view: 834; Нарушение авторских прав