Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Меры длины и плоского угла
|
|
ШТРИХОВЫЕ МЕРЫ ДЛИНЫ
Штриховые меры длины изготовляют в виде брусков четырех типов с различными формами поперечного сечения (табл. 1). Однозначные меры имеют два штриха на краях бруса. Шкалы многозначных мер могут иметь деления шкалы 1 дм, 1 см. 1 мм, 0,2 мм и 0,1 мм на всей длине или на ее отдельных участках. Шкалы наносят на нейтральной плоскости мер типа I и на верхней или боковой поверхности мер типа II—IV.
 |
Брусковые штриховые меры длины применяют для измерения линейных размеров и перемещений, в качестве шкал приборов и станков, а также в качестве образцовых средств измерений при поверке мер длины, измерительных линеек, шкал приборов, станков, машин и линейных преобразователей.
Общую длину и цену деления шкалы штриховых мер поверяют путем сравнения с образцовыми штриховыми мерами на специальных оптических приборах — компараторах, которые имеют отсчетные микроскопы с ценой деления 0,001 мм. Допускаемые погрешности мер ∆ в.микрометрах можно рассчитать в зависимости от номинального значения интервала шкалы L (м) и различных классов точности меры по следующим формулам: для 0 – ∆ = (0,5 + 0,5L); для 1 — ∆ =(l+L); для 2 — ∆ = (2+2L); для 3 — ∆ =(5 + 5L); для 4 — ∆ = (10+15L); для 5 — ∆=(20 + 30L).
§ 13. ПЛОСКОПАРАЛЛЕЛЬНЫЕ КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
Плоскопараллельные концевые меры длины имеют форму прямоугольного параллелепипеда (плитки) с двумя параллельными измерительными поверхностями, расстояние между которыми равно номинальному значению длины меры L. Конструкция и размеры основных типов концевых мер показаны на рис. 7, а. Длина мер измеряется в пределах L = 0,1...1000 мм через определенные интервалы-градации, равные 0,001; 0,005; 0,01; 0,1; 0,5; 1,0; 10; 25; 50 и 100 мм.
Рабочие концевые меры длины предназначены для регулировки и настройки на размер показывающих измерительных приборов, для непосредственных измерений размеров изделий, а также для выполнения особо точных разметочных работ и наладки станков. Образцовые меры применяют для передачи размера единицы длины от первичного эталона концевым мерам меньшей точности и для поверки и градуировки измерительных приборов длины.
Рассмотрим нормируемые параметры концевых мер. Длина концевой меры в любой точке измерительной поверхности равна длине перпендикуляра, опущенного из данной точки на противоположную поверхность. Отклонение длины концевой меры — наибольшая по абсолютному значению разность между длиной меры в любой
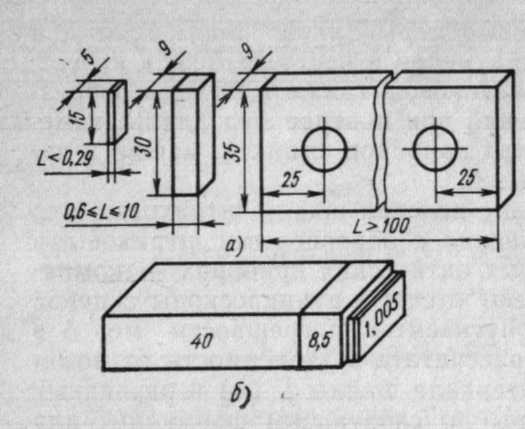
Рис. 7. Плоскопараллельные концевые меры длины:
а — меры; б — блок мер
точке и номинальной длиной. Отклонение от плоскопа-раллельности концевой меры есть разность между наибольшей и наименьшей длинами.
 |
Притираемость концевых мер — это свойство измерительных поверхностей мер прочно сцепляться между собой или с плоскими стеклянными пластинами при накладывании одной меры на другую или меры на пластину. Притираемость мер объясняется молекулярным притяжением тщательно обработанных поверхностей в присутствии тончайших слоев смазки толщиной — 0,02 мкм, которая остается
на мерах после промывки их в бензине. Притираемость позволяет составлять блоки концевых мер требуемого размера (рис. 7, б). Перед составлением блока нужно отобрать входящие в него меры, вытереть смазку чистой салфеткой, промыть меры в бензине и высушить. Размер блока мер Lc равен сумме длин мер, входящих в него. Предельные отклонения длины блока рассчитывают по отклонениям составляющих его мер.
Концевые меры длины выпускаются наборами, которые обеспечивают составление блока мер любого размера с интервалом 1 мкм. В машиностроении наиболее распространены набор № 1, содержащий 83 меры, и набор № 3, содержащий 112 мер. В наборы входят две пары дополнительных мер, которые притираются к блоку всегда одной стороной и служат для защиты основных мер блока от изнашивания и повреждений.
Выбор мер блока заданного размера выполняют в следующем порядке: 1) подбирают меру, которая содержит наименьшую долю размера; 2) размер выбранной меры вычитают из размера блока и определяют остаток; 3) подбирают меру, которая содержит наименьшую долю остатка, и определяют новый остаток и т. д. Из всех возможных вариантов состава блока следует выбирать тот, который содержит наименьшее число мер.
Наборы принадлежностей к концевым мерам длины позволяют с помощью концевых мер осуществлять проверку наружных и внутренних размеров изделий и разметочные работы. В наборы (рис. 8) входят державки 1 для крепления блоков мер с плоскопараллельными 2. радиусными 3, центровыми 4 и чертильными 5 боковиками; основание 6 для установки блоков при разметке; стяжки 7 для крепления блоков с мерами размером L ≥100 мм, которые имеют отверстия; зажимные сухари 8 для крепления стяжками 7 боковиков к мерам; отвертка с нормированным усилием.
Концевые меры длины выпускают шести классов точности 00, 01, 0, 1, 2 и 3. Для мер, находящихся в эксплуатации, установлены также классы точности 4 и 5. Допускаемые отклонения длины мер можно приближенно рассчитать по формулам, приведенным в табл. 2. Размеры концевых мер отличаются высоким постоянством во времени. Изменение длины концевых мер не превышает значений, указанных в табл. 2. Для уменьшения износа концевые меры изготовляют из высококачественной стали и подвергают закалке. Выпускаются также плоскопараллельные концевые меры длины из твердого сплава.
Разряд образцовых концевых мер устанавливается путем аттестации рабочих концевых мер соответствующего класса точности. На рис. 6 приведены формулы для расчета пределов допускаемой погрешности δ образцовых мер 1, 2, 3, 4 и 5-го разрядов (ГОСТ 8.020—75).
Таблица 2
§ 14. УГЛОВЫЕ ПРИЗМАТИЧЕСКИЕ МЕРЫ
Угловые призматические меры являются наиболее точным средством измерения углов в машиностроении. Они предназначены для передачи размера единицы плоского угла от эталонов образцовым и рабочим угловым мерам и приборам, для поверки и градуировки мер и приборов и для измерения углов изделий.
Конструкции однозначных и многозначных угловых мер показаны на рис. 9. Рабочие углы α, β, γ и δ мер заключаются между смежными измерительными поверхностями у угловых плиток — мер типа I, II и III; между нормалями к измерительным поверхностям у угловых призм — мер типа IV; между рабочими гранями и основанием у мер типа V. Число граней угловых призм может быть n = 4... 15.
Измерительные поверхности угловых плиток обладают свойством притираемости. Плитки комплектуются в наборы. Порядок составления блоков плиток такой же, как у концевых мер длины. У кромок рабочих поверхностей плиток имеются отверстия, через которые с помощью набора принадлежностей плитки соединяются в блоки. В комплект наборов входят следующие принадлежности: державка 3 для крепления двух мер (рис. 10, а); державка 4 для крепления трех мер (рис. 10, б); державка 5 для крепления мер и лекальной линейки 6 для образования внутренних углов а (рис. 10, в). Соединение осуществляется винтами 2 и клиновыми штифтами 1, пропускаемыми через отверстия державки и мер.
 |
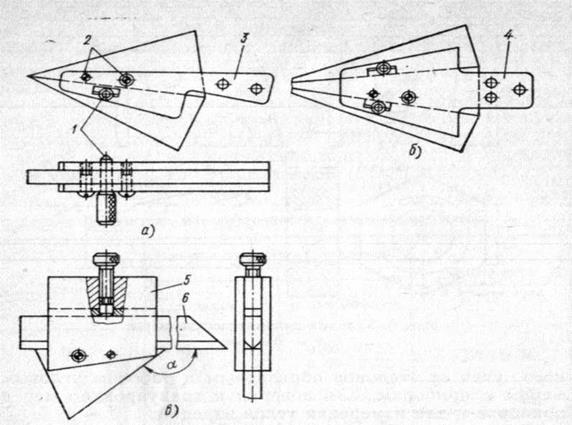
Рис. 10 Принадлежности к угловым мерам
Угловые плитки и блоки из них применяют для измерения углов методом «на просвет». Измерительные грани мер совмещают с поверхностями изделия и определяют размер просвета между ними путем сравнения с «образцом просвета» (рис. 11), который состоит из концевых мер длины 2, притертых к стеклянной пластине 3 и накрытых лекальной линейкой 1. При хорошей освещенности и определенном навыке просвет размером 4 мкм можно оценить с погрешностью ~ 1 мкм, погрешность измерения угла при этом —15". Бесконтактные измерения угловыми мерами выполняются на автоколлимационных приборах.
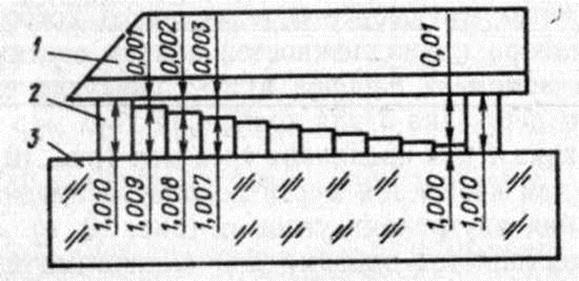
Рис.11. «Образец просвета» или «образец интенсивности окраски
Угловые меры выпускаются трех классов точности 0,1, 2. Многогранные призмы могут иметь также класс 00. Предельные погрешности угловых мер типов I, II, III составляют ±3" для класса 0, ±10" для класса 1 и ±30" для класса 2. Соответственно, погрешности углов
многогранных призм равны ±2; ±5; ±10 и ±30". Меры типа V используются для поверки синусных линеек и выпускаются класса точности 1 (погрешность ±10").
Для образцовых угловых мер установлены четыре разряда. Предельные погрешности углов у мер 1-го разряда равны ±0,3", 2-го разряда ±1", 3-го разряда ±3" и 4-го разряда ±6". Разряд образцовых мер устанавливается аттестацией рабочих угловых мер соответствующего класса точности по поверочной схеме для средств измерения плоского угла, приведенной в ГОСТ 8.175—75.
Date: 2015-07-11; view: 2180; Нарушение авторских прав