Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Oslash;15Н10 , ø45е7
|
|
Численное обозначение отклонений рекомендуется для размеров, которые в процессе изготовления проверяются универсальными средствами измерения (штангенциркулем, гладким микрометром, рычажной скобой и др.). Если на чертежах допуски размеров не указаны, точность изготовления деталей соответствует 12 – 17 квалитетам.
Вал и отверстие в машине могут быть подвижны относительно друг друга (вал вращается во втулке) или неподвижны (втулка подшипника скольжения запрессована в корпусе). В зависимости от условий эксплуатации предусматривают различные степени подвижности или неподвижности деталей,
образующих соединение. Разность между размерами отверстия и вала до сборки определяет характер соединения или посадку.
Посадкой называется характер соединения деталей, определяемый величиной получающихся зазоров или натягов (рис.3 и 6).
Если размер отверстия больше размера вала, то разность между ними, характеризующая степень подвижности деталей, называется зазором (рис.5.):
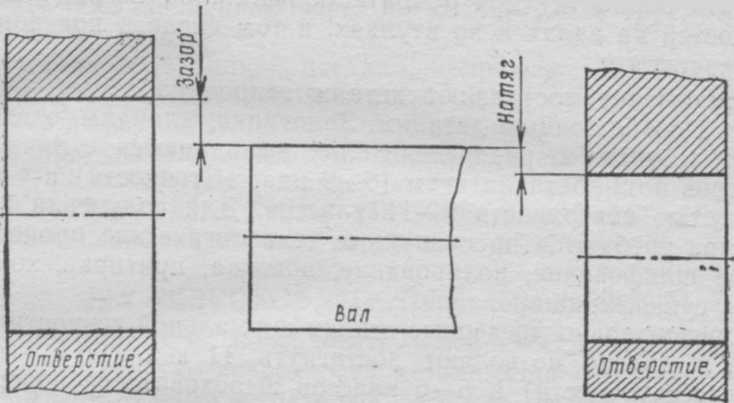
Рис.6. Зазор и натяг.
S = D – d. (1)
Зазор характеризует большую или меньшую свободу относительного перемещения деталей соединения. Если до сборки размер вала больше размера отверстия, то разность между ними, характеризующая степень прочности соединения деталей после сборки, называют натягом.
N = d – D. (2)
Натяг характеризует степень сопротивления взаимному смещению деталей в соединении. В необходимых случаях зазор может быть выражен как натяг со знаком минус (S = - N), а натяг – как зазор со знаком минус (N = - S).
Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению. В зависимости от сочетаний предельных отклонений вала и отверстия различают три группы посадок:
1 – с зазором;
2 – с натягом;
3 – переходные (переходная посадка в собранных соединениях может давать зазор
или натяг).
При этом номинальный размер у вала и отверстия будет одинаков. Переходная посадка в собранных соединениях может давать зазор или натяг. прессованные соединения предусматривают соединение деталей с натягом. В подвижных посадках обязателен зазор между деталями.
Увеличение зазора между подвижными деталями повышает динамические действия, вызывает увеличение износа. Поэтому руководящими документами устанавливаются допуски на износ.
Посадки на сборочных чертежах также могут быть указаны тремя способами, при этом в числителе указывают предельные отклонения отверстия, а в знаменателе – вала:
I - условно, например,
ø25 
означает, что 25 – номинальный размер посадки,
Н и 8 – поле допуска и квалитет отверстия,
е и 7 – поле допуска и квалитет вала);
II - численно, например, ø25 

III - смешанно, например, ø25 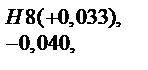

Допускается при условном и смешанном обозначении указывать посадки дробью через косую черту или тире, например,
ø25Н8/е7, ø25Н8-е7.
Исходя из заданной посадки, например,
ø25Н8/е7
размер отверстия на подетальном чертеже будет обозначен ø25 Н 8, а размер вала –ø25 е 7.
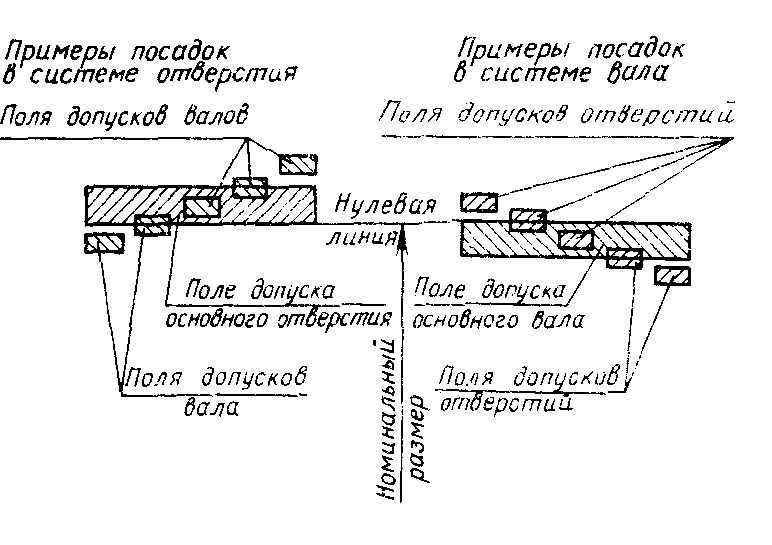
Рис.7. Примеры посадок.
Нулевая линия – линия, соответствующая номинальному размеру. Обычно нулевую линию проводят горизонтально. Тогда вверх от нулевой линии откладываются положительные отклонения, вниз – отрицательные. Независимо от знаков предельных отклонений для одного и того же элемента детали линия верхнего отклонения всегда выше линии нижнего отклонения.
Рис.8. Нулевая линия.
Поле допуска — поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Существует единая система допусков и посадок (ЕСДП). Для возможностей изготовления деталей с различной точностью и образования посадок с различными величинами зазоров или натягов установлено 19 квалитетов (классов точности), 27 полей допусков валов и 27 полей допусков отверстий.
Поля допусков валов ЕСДП обозначают строчными буквами латинского алфавита. Основной вал обозначают h (в ранее существовавшей системе ОСТ – В). Поля допусков отверстий ЕСДП обозначают аналогичными прописными буквами. Основное отверстие обозначают Н (в системе ОСТ – А.
В том случае, когда отклонения размеров и посадок задаются условно, они определяются по таблицам стандартов (ГОСТ 25346-82, СТ СЭВ 145-75, СТ СЭВ 144-75) или по таблицам справочников по допускам и посадкам.
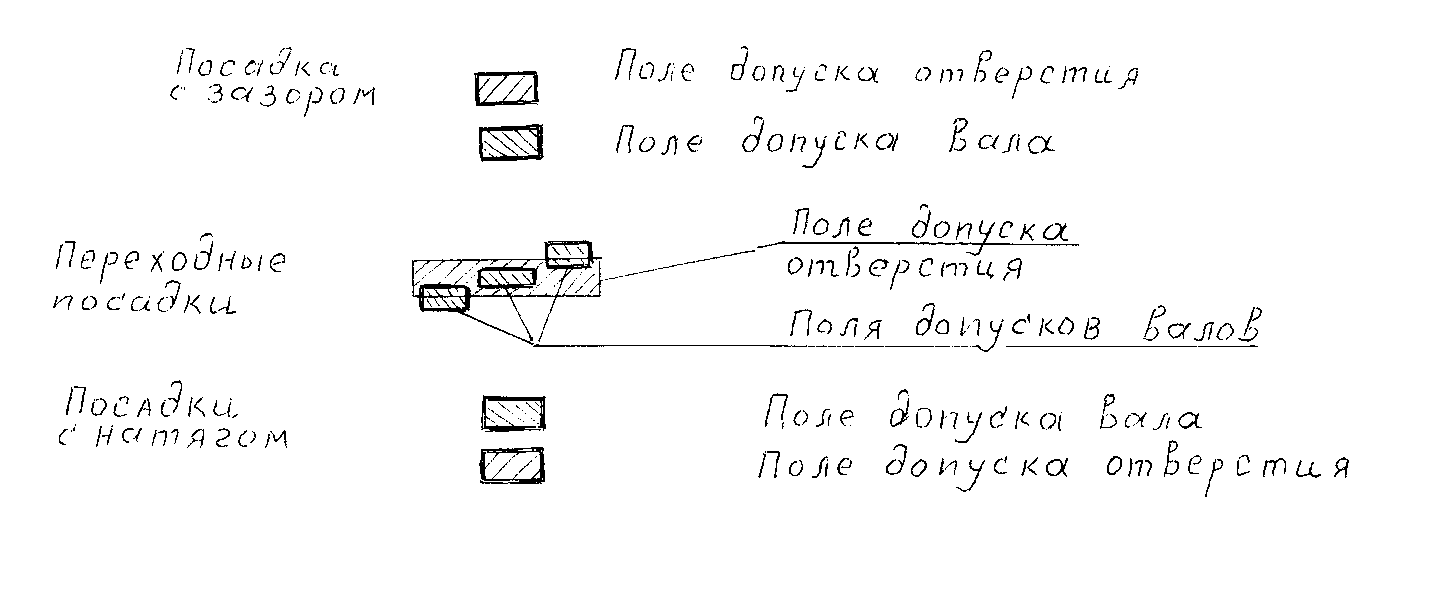
Рис.9. Схемы полей допусков для разных случаев посадок.
Примеры обозначений полей допусков и посадок на чертежах приведены на рис.10:
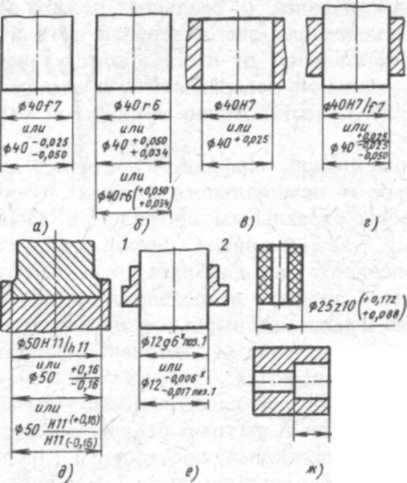
Рис.10. Примеры обозначений полей допусков
и посадок на чертежах.
Т.о. Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени правильным выбором варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства. На трудоемкость изготовления детали оказывают особое влияние ее конструкции и технические требования на изготовление.
Токарно-винторезные станки нормальной точности, как например, 16К20, 1А616 и др. позволяют получать 6 квалитет при наружном точении и 7 квалитет при обработке отверстий, что соответствует 2 классу точности, достигать 6 -7 классов шероховатости поверхности, а при использовании эльборовых резцов – 9 класса шероховатости. Такая точность позволяет производить обработку при ремонте большинства посадочных поверхностей на валах и во втулках, в том числе и под подшипники качения.
Исключения составляют детали гидроаппаратуры, относящиеся к особо точным деталям. Золотники, клапаны, отверстия под золотники в распределителях выполняются с точностью размеров по 2 – 5 квалитетам (6 – 9 классы точности) и с шероховатостью поверхности 9-11 классов. Для получения такого качества требуются прецизионные технологические процессы – тонкое шлифование, полирование, доводка, притирка, хонингование, суперфиниширование.
Горизонтально-фрезерные станки нормальной точности 6Р80, 6Р82 и др. Позволяют достигнуть 11 квалитета точности (4 класса точности) и 5 – 6 классов шероховатости поверхностей. Использование эльборовых фрез позволяет повысить точность обработки до 9 квалитета (3 класс точности) и получать шероховатость поверхности 7 – 8 классов.
Date: 2015-06-11; view: 617; Нарушение авторских прав