Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Силовой расчет приспособления
|
|
Структурная схема, отражающая взаимодействие сил резания и сил зажима, представлена на рисунке 2.2. На заготовку при сверлении отверстий действуют следующие усилия:
– осевая сила,  возникающая при сверлении (Ро);
возникающая при сверлении (Ро);
– крутящий момент на сверле (Мкр);
– усилие зажима (W);
– реакция опоры (R);
– сила трения опорной поверхности (Fтр).
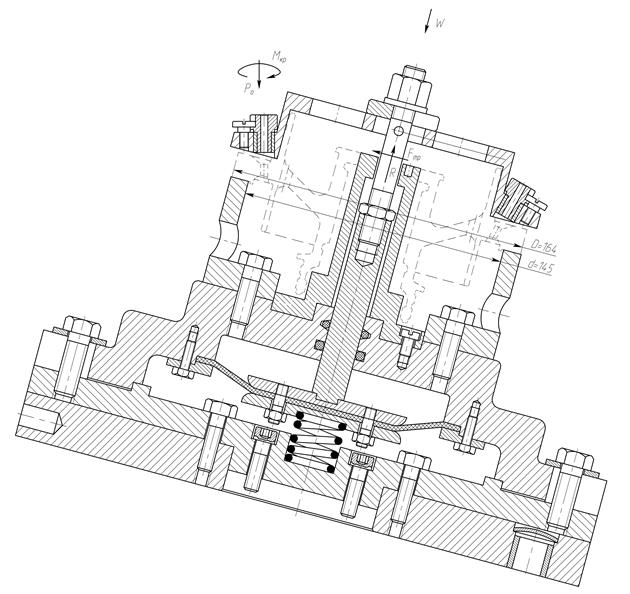
Рисунок 2.2 – Схема взаимодействия сил резания и сил зажима
Вращающий момент силы резания Мкр стремится повернуть деталь. Этому препятствует сила трения Fтр, возникающая под действием усилия зажима в зоне контакта «заготовка – приспособление». Направление действия осевой  силы Ро совпадает с направлением зажимного усилия W. Сила Ро в рассматриваемом случае способствует закреплению заготовки в кондукторе.
силы Ро совпадает с направлением зажимного усилия W. Сила Ро в рассматриваемом случае способствует закреплению заготовки в кондукторе.
Уравнение равновесия заготовки:
| К × М кр – М тр = 0, | (2.1) |
где М кр – крутящий момент на сверле,
М тр – момент силы трения заготовки,
К – коэффициент надежности закрепления заготовки.
В соответствии с данными работы [17] вследствие возникновения при обработке заготовок колебаний величин сил и моментов резания, вызываемых различными факторами, коэффициент надежности закрепления заготовки находится по формуле:
| К = К 0 × К 1 × К 2 × К 3 × К 4 × К 5, | (2.2) |
где К 0 – гарантированный коэффициент запаса для всех случаев обработки, К 0 = 1,5;
К 1 – коэффициент, зависящий от состояния поверхностного слоя. Так как заготовка предварительно обработана, то К 1 = 1,0;
К 2 – коэффициент, учитывающий увеличение силы резания вследствие затупления режущего инструмента. Для острого инструмента К 2 = 1,0, для изношенного – К 2 = 1,5;
К 3 – коэффициент, учитывающий увеличение силы резания при прерывистом резании. Так как обрабатывается сплошная поверхность, то К 3 = 1,0;
К 4 – коэффициент, учитывающий непостоянство зажимного усилия. Для пневматических устройств К 4 = 1,0;
К 5 – коэффициент, учитывающий неопределенность из-за неровностей места контакта заготовки с опорными элементами, К 5 = 1,5.
После подстановки получаем:
К = 1,5 × 1,0 × 1,5 × 1,0 × 1,0 × 1,5 = 3,375.
В соответствии с р  асчетом режимов резания при сверлении отверстий крутящий момент на сверле и осевая сила резания составляют М кр = 17,21 Н×м и Р о = 1539,25 Н.
асчетом режимов резания при сверлении отверстий крутящий момент на сверле и осевая сила резания составляют М кр = 17,21 Н×м и Р о = 1539,25 Н.
Момент силы трения заготовки находится по формуле:
| М тр = F тр × D ', | (2.3) |
где D ' – средний опорный диаметр, мм.
Согласно данным, представленным в работе [18], средний опорный диаметр находится по формуле:
 , ,
| (2.4) |
где D – наибольший опорный диаметр заготовки, D = 164 мм;
d – наименьший опорный диаметр заготовки, d = 145 мм.
Подставляя значения диаметров, получаем
 м. м.
|
Сила трения заготовки F тр, Н находится по формуле:
| F тр = R × f, | (2.5) |
где f – коэффициент трения между заготовкой и опорной поверхностью, f = 0,25.
Исходя из условия равновесия заготовки реакция опоры заготовки R, Н находится по формуле:
| R = Р о + W, | (2.6) |
Подставив формулы (2.2) – (2.6) в формулу (2.1) получаем следующее выражение:
| К × М кр = (Р о + W) × f × D ', | (2.7) |
Из выражения (2.7) находим усилие зажатия W:
 Н. Н.
| (2.8) |
Таким образом, для обеспечения неподвижности заготовки в процессе обработки ее необходимо закрепить усилием не менее 41 Н.
Date: 2015-07-01; view: 4696; Нарушение авторских прав