Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Тема 12. Взаимозаменяемость шпоночных и шлицевых соединений – ЛК – 4,5 часа, СРС – 1,5 часа
|
|
Для соединения втулок, шкивов, муфт, рукояток и других деталей машин с валами, когда к точности центрирования соединяемых деталей не предъявляют особых требований, применяют шпонки. Размеры, допуски и посадки большинства типов шпонок и пазов для них унифицированы для всех стран — членов СЭВ. Для получения различных посадок призматических шпонок установлены поля допусков на ширину b шпонок, пазов валов и втулок (ГОСТ 23360—78). Для ширины шпонки установлено поле допуска h9 (для высоты шпонки h11 и для длины hl4), что делает возможным их централизованное изготовление независимо от посадок. Установлены следующие три типа шпоночных соединений: свободное, нормальное и плотное. Для свободного соединения установлены поля допусков ширины b для паза на валу Н9 и для паза во втулке D10, что дает посадку е зазором; для нормального соединения — соответственно N9 и JS9; для плотного соединения — одинаковые поля допусков на ширину b для паза на валу и паза во втулке Р9. Нормальные и плотные соединения имеют переходные посадки.
Контроль шпоночных соединений осуществляют комплексными калибрами.
Допуски калибров для шпоночных соединений регламентированы ГОСТ 24109—80, а их конструкции и размеры ГОСТ 24110—80... ГОСТ 24121—80.
Вследствие смятия и среза шпонок, ослабления сечения валов и втулок пазами и образования концентраторов напряжений шпоночные соединения не могут передавать большие крутящие моменты. В результате перекосов и смещения пазов, а также контактных деформаций от радиальных сил в шпоночных соединениях возможен перекос втулки на валу.
Эти недостатки шпоночных соединений ограничивают область их применения и обусловливают замену их шлицевыми соединениями, которые передают большие крутящие моменты, имеют большее сопротивление усталости и высокую точность центрирования и направления.
В зависимости от профиля зубьев шлицевые соединения делят на:
- прямобочные,
- эвольвентные,
- треугольные.
|
Шлицевые соединения в эвольвентным профилем зубьев имеют существенные преимущества по сравнению c прямобочными:
- могут передавать большие крутящие моменты,
- имеют на 10— 40 % меньше концентрацию напряжений у основания зубьев, повышенную циклическую долговечность,
- обеспечивают лучшее центрирование и направление деталей, проще в изготовлении и т. п.
Шлицевые соединения с треугольным профилем не стандартизованы; их применяют чаще всего вместо посадок с натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов.
Допуски и посадки шлицевых соединений с прямобочным профилем
Допуски и посадки шлицевых соединений с прямобочным профилем зубьев [ГОСТ 1139—80 (СТ СЭВ 187—75, СТ СЭВ 188—75) ] определяются их назначением и принятой системой центрирования втулки относительно вала.
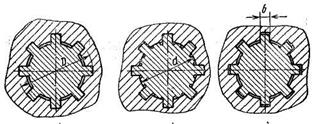
Существуют три способа центрирования:
1. по наружному диаметру D;
2. по внутреннему диаметру d;
3. по боковым сторонам зубьев b.
Центрирование по внутреннему диаметру d целесообразно, когда втулка имеет высокую твердость и ее нельзя обработать чистовой протяжкой (отверстие шлифуют на обычном внутришлифовальном станке) или когда могут возникнуть значительные искривления длинных валов после термической обработки. Способ обеспечивает точное центрирование и применяется обычно для подвижных соединений.
Центрирование по наружному диаметру D рекомендуется, когда втулку термически не обрабатывают или когда твердость ее материала после термической обработки допускает калибровку протяжкой, а вал — фрезерование до получения окончательных размеров зубьев. Такой способ прост и экономичен. Его применяют для неподвижных соединений, а также для подвижных, воспринимающих небольшие нагрузки.
Центрирование по боковым сторонам зубьев b целесообразно при передаче знакопеременных нагрузок, больших крутящих моментов, - а также при реверсивном движении. Этот метод способствует более равномерному распределению нагрузки между зубьями, но не обеспечивает высокой точности центрирования и поэтому редко применяется.
Посадки шлицевых соединений назначают в системе отверстия по центрирующей цилиндрической поверхности и по боковым поверхностям впадин втулки и зубьев вала (т. е. по d и b или Dub или только по b).
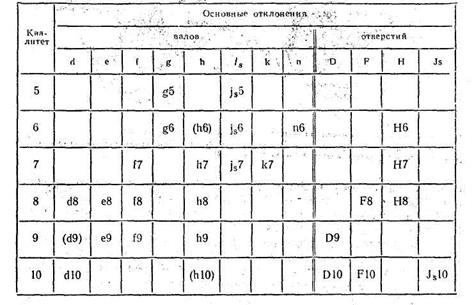
Допуски и основные отклонения размеров d, D, b шлицевого соединения назначают по ГОСТ 25346—82.
Посадки назначают в зависимости от способа центрирования:
- H7/f7, H7/g6 для d, D9/h9; F10/f9 для b; H7/f7, H7/g6 для D (дают соединения о зазором);
- H7/n6, H7/js6 для d и D (дают соединения о переходными посадками).
При высоких требованиях к точности центрирования стремятся получить наименьшие зазоры по центрирующим диаметрам; это также увеличивает долговечность соединений.
Для нецентрирующих диаметров установлены следующие поля допусков:
- для D при центрировании по d или b – all для вала и Н12 для втулки;
- для d при центрировании по D или b Н11 для втулки.
При указанных полях допусков нецентрирующих диаметров создаются значительные зазоры, обеспечивающие сопряжения только по посадочным поверхностям и облегчающие сборку шлицевых соединений.
Обозначения шлицевых соединений валов и втулок должны содержать букву, обозначающую поверхность центрирования, число. зубьев и номинальные размеры d, D и b соединения вала и втулки, обозначения полей допусков или посадок диаметров, а также размера b, помещаемого после соответствующих размеров.
Пример условного обозначения соединения с числом зубьев z = 8, внутренним диаметром d = 36 мм, наружным диаметром D = 40 мм, шириной зуба b = 7 мм, с центрированием по внутреннему диаметру, посадкой по диаметру центрирования Н7/е8 и по размеру b/D9/ f8:
d — 8 х 36Н7/е8 х 40H12/all х 7D9/f8;
то же, при центрировании по наружному диаметру с посадкой по диаметру центрирования H8/h7 и по размеру b F10/h9:
D — 8 х 36 х 40H8/h7 х 7F10/h9;
то же, при центрировании по боковым сторонам:
b —8 х 38 х 40H12/a11 х 7D9/h8.
Пример условного обозначения отверстия втулки и вала того же соединения при центрировании по внутреннему диаметру:
d — 8 х 36Н7 х 40Н12 х 7D9
d — 8 х 36е8 х 40all х 7f8.
Допуски и посадки шлицевых эвольвентных соединений
Допуски и посадки шлицевых эвольвентных соединений установлены [ГОСТ 6033—80 (СТ СЭВ 259—76, СТ СЭВ 268—76, СТ СЭВ 269—76, СТ СЭВ 517—77)], В шлицевых эвольвентных соединениях втулку относительно вала центрируют по боковым поверхностям зубьев или по наружному диаметру.
Центрирование по внутреннему диаметру не рекомендуется.
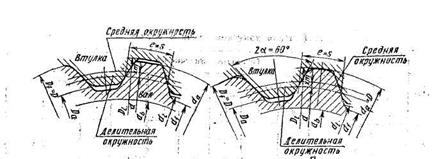
При центрировании по боковым поверхностям установлено два вида допусков ширины е впадины втулки и толщины s зуба вала:
Те (Г8) — допуск собственно ширины впадины втулки (толщины зуба вала);
Т — суммарный допуск, включающий отклонения формы и расположения элементов профиля впадины (зуба).

|
Отклонения размеров е и s отсчитывают от их общего номинального размера по дуге делительной окружности.
Для ширины е впадины втулки установлено основное отклонение Н и степени точности 7, 9 и 11;
для толщины s зуба вала установлены десять основных отклонений: а, с, d, f, g, h, k, n, p, r и степени точности 7—11.
Посадки по боковым поверхностям зубьев предусмотрены только в системе отверстия.
При центрировании по наружному диаметру установлены два ряда полей допусков для центрирующих диаметров окружности впадин втулки Df и окружности вершин зубьев вала da: ряд 1 — Н7 для Df и n6, js6, h6, g6, f7 для da; ряд 2 — Н8 для Df и n6, h6, f7 для da. Первый ряд следует предпочитать второму. Значения основных отклонений и допусков приведены в ГОСТ 25346—82. При этом центрировании поля допусков ширины впадины втулки е: 9Н или 11Н, а толщины зуба вала s: 9h, 9g, 9d, 11c или 11а.
Допуски нецентрирующих диаметров при центрировании по боковым поверхностям зубьев принимают такими, чтобы в соединении исключить контакт по этим диаметрам.
Обозначения шлицевых соединений валов и втулок должны содержать номинальный диаметр соединения D; модуль т; обозначение посадки соединения (полей допусков вала и отверстия), помещаемое после размеров центрирующих элементов, и номер стандарта.
Пример обозначения соединения D = 50 мм, т = 2 мм с центрированием по боковым сторонам зубьев, с посадкой по боковым поверхностям зубьев 9H/9g:
50×2×9H/9g ГОСТ 6033—80.
Пример обозначения втулки и вала того же соединения:
50×2×9Н ГОСТ 6033—80;
50×2×9g ГОСТ 6033—80.
Пример обозначения соединения D = 50 мм, т = 2 мм с центрированием по Df, с посадкой по диаметру центрирования H7/g6:
50×H7/g6×2 ГОСТ 6033—80.
Пример обозначения втулки и вала того же соединения:
50×Н7×2 ГОСТ 6033—80;
50×g6×2.
Date: 2015-06-11; view: 1275; Нарушение авторских прав