Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Голотенков О. Н
|
|
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ

ПЕНЗЕНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
 |
О. Н. Голотенков
ФОРМОВОЧНЫЕ МАТЕРИАЛЫ
Учебное пособие
 |
ПЕНЗА 2009
УДК 621.742
Г61
Р е ц е н з е н т ы:
Кафедра «Машины и технология литейного производства»
Камского государственного политехнического института
Главный металлург ОАО «Пензкомпрессормаш»
С. Н. Сверчков
Голотенков О. Н.
Г61 Формовочные материалы: Учеб. пособие. – Пенза: Изд-во Пенз. гос. ун-та, 2009. – 164 с.: ил. 25, табл. 56, библиогр. 14 назв.
ISBN 5-94170-056-3
Приведены сведения об исходных материалах для формовочных, стержневых смесей, связующих и вспомогательных материалах. Даны составы и свойства смесей и противопригарных красок. Описаны методы испытания материалов и смесей, технология их приготовления и регенерации.
Учебное пособие подготовлено на кафедре «Машины и технология литейного производства» Пензенского государственного университета в соответствии с учебным планом дисциплины «Технология литейного производства» (раздел «Формовочные материалы») специальности 120300 «Машины и технология литейного производства» и предназначено для студентов вышеназванной специальности.
УДК 621.742
ISBN 5-94170-056-3 © Издательство Пензенского государственного университета, 2009
© Голотенков О. Н., 2009
Введение
Литье – один из самых древних видов обработки металлов. Человек познакомился с металлом в незапамятные времена. Более 5000 лет люди используют литье для изготовления металлических орудий, предметов быта, деталей машин и произведений искусства. Наука о литье появилась совсем недавно, ей всего около 100 лет. Но до этого литейщики создали огромное количество литых монументальных памятников, уникальных отливок, сложных орудий и деталей машин.
Сейчас наука о литье бурно развивается, она прочно стала на службу производства, обогатив искусство литья. Уже первое знакомство с процессами литья наводит на мысль об универсальности его применения и сравнительной простоте отливки разных предметов. На первой стадии развития литья основным металлом для получения отливок были медь и медные сплавы.
Литье является самым универсальным способом получения заготовок для деталей машин. Литьем можно получать отливки массой от нескольких граммов до 600 тонн и более. Методом литья получают отливки из черных сплавов (чугун и сталь), цветных сплавов на основе алюминия, меди, цинка, олова, также из тугоплавких металлов и сплавов на основе молибдена, вольфрама, ниобия, тантала, имеющих температуру плавления 2500–3410оС.
В машинах и промышленном оборудовании около 50% всех деталей (по массе) изготавливают литьем. Доля литых деталей в кузнечно-прессовом оборудовании составляет 70–95%, в металлорежущих станках – 80%, в текстильных машинах – 72%, в автомобилях и тракторах – 55%. На долю отливок приходится 20–25% себестоимости трудоемкости изготовления машин. В настоящее время известно более 100 различных способов литья. Наиболее широкое применение нашли такие способы производства отливок, как кокильное литье, литье по выплавляемым моделям, литье под давлением, центробежное литье, электрошлаковое литье, литье под регулируемым давлением и т. д. Однако основную массу отливок из черных металлов (чугун, сталь) получают в разовых песчано-глинистых формах. По прогнозам развития литейного производства песчано-глинистые формы сохранят свое доминирующее положение и в ХХI веке. Это наиболее универсальный и дешевый способ получения отливок.
Для получения качественных отливок в песчано-глинистых формах большое значение имеет материал, из которого изготовлена сама форма. Заданные свойства формовочных смесей и форм обеспечивают прежде всего выбором соответствующих формовочных материалов-наполнителей (песков), связующих материалов и различных добавок.
В последние годы основным направлением развития технологии изготовления литейных форм и стержней стали разработка и освоение смесей, затвердевающих без нагрева.
Их основное преимущество заключается в минимальной работе по уплотнению, отверждению при температуре окружающей среды, а также высокой прочности формы, в широкой возможности по управлению технологическими свойствами применительно к различной серийности производства, возможности повышения качества отливок.
1. Понятия о формовочных материалах
и их основные виды
Все материалы, применяемые для изготовления литейных форм и стержней, объединяются общим названием “формовочные материалы”. Среди формовочных материалов различают исходные формовочные материалы, формовочные смеси и вспомогательные формовочные составы и материалы.
Исходные формовочные материалы можно подразделить на две группы: основные (песок и глина) и вспомогательные (связующие для стержней, уголь, опилки, торф, графит и др.).
К вспомогательным формовочным составам относят формовочные краски, припылы, стержневой клей, замазки для исправления стержней и другие составы, необходимые для изготовления и отделки форм.
Чтобы обеспечить получение годной отливки, формовочные материалы должны обладать свойствами, отвечающими определенным требованиям: 1) технологии изготовления форм и стержней; 2) условиям взаимодействия формы с жидким металлом при заливке формы, затвердевании и охлаждении отливки; 3) технологии приготовления формовочной или стержневой смеси; 4) условиям выбивки форм и удаления стержней.
1.1. Свойства формовочных и стержневых смесей
Для того, чтобы получить отливку, свободную от дефектов, формовочные и стержневые смеси, из которых изготовляют форму и стержни, должны удовлетворять комплексу определенных свойств. Все свойства смесей можно разделить на группы: гидравлические, механические, технологические и теплофизические (рис. 1.1).
Гидравлические свойства смесей в основном определяют условия газообразования и удаления газообразных продуктов из полости формы при заливке сплавом. Механические свойства определяют прочностные характеристики литейной формы в период ее изготовления, а также при заливке ее сплавом и затвердевании отливки. Технологические свойства характеризуют условия получения качественных форм и стержней, а также условия изготовления отливок с наименьшей трудоемкостью и высоким качеством поверхности (без трещин и засоров); теплофизические свойства – условия протекания тепловых процессов при затвердевании отливки в форме.  Рассмотрим подробнее перечисленные выше свойства.
Рассмотрим подробнее перечисленные выше свойства.
* Свойства смесей, определяемые при исследовательских работах
Рис.1.1. Классификация свойств формовочных и стержневых смесей
1.2. Гидравлические свойства
Влажность характеризует процентное содержание влаги в смесях. Величина влажности определяет значение многих других свойств смеси и оказывает прямое влияние на качество получаемых отливок, например, при повышенной влажности смесей в отливках могут возникать газовые раковины. В формовочных и стержневых смесях различают следующие виды влаги: химически связанную, поверхностно-связанную и свободную.
Химически связанная влага входит в состав минеральных компонентов смеси (песка и глины). При ее удалении в процессе высокотемпературного воздействия на смесь первоначальные свойства минеральных компонентов утрачиваются вследствие разрушения их кристаллической решетки. Например, при нагреве песчано-глинистой смеси до температуры 300–700оС происходит необратимая дегидратация глины, сопровождаемая потерей ею связующих свойств.
Рис. 1.2. Виды влаги, удерживаемой на поверхности компонентов смеси:
1 – поверхностно-связанная; 2 – свободная; 3 – капиллярно-связанная;
4 – адсорбированная; 5 – жесткая
Поверхностно-связанная влага (рис. 1.2) подразделяется на капиллярно-связанную и адсорбированную. Адсорбированная влага удерживается на поверхности смеси электростатическими силами. Толщина слоя влаги может доходить до 0,5×10-6 м (0,5 мкм). Чем ближе адсорбированная влага расположена к поверхности частички смеси, тем больше она отличается по физическим свойствам от обычной влаги. Например, влага, находящаяся непосредственно на поверхности частички, толщиной в 3–4 молекулы воды, что составляет примерно (8¸12) 10-10 м (8–12 А), имеет точку кипения выше 100оС, температуру затвердевания – ниже 0, а плотность – больше 1. Такую влагу обычно называют “жесткой” или “нежидкой”. Более отдаленные поверхностные слои адсорбированной влаги по своим физическим свойствам приближаются к обычной капельно-жидкой воде.
Капиллярно-связанная влага удерживается на поверхности частичек смеси капиллярными силами. Свободная влага может быть удалена из смеси под воздействием силы тяжести. Эта влага характерна для сильно увлажненной смеси или регенерированного мокрым способом формовочного песка.
В соответствии с ГОСТ 29234.5–91 величину влажности смеси В (%) определяют по изменению массы в процессе сушки навески смеси при 105–110оС до постоянной массы и подсчитывают по формуле
 где М и М1 – масса смеси до и после сушки, г.
где М и М1 – масса смеси до и после сушки, г.
Определяют содержание только поверхностно-связанной и свободной влаги в смеси, адсорбированная влага удаляется лишь частично, так как “жесткая” вода при этом не испаряется.
Пористость характеризуется отношением объема пустот (пор) к общему объему смеси и выражается в процентах. Величина пористости смеси в основном определяет степень развития процессов проникновения жидкого металла или его оксидов в глубь формы, т. е. вероятность возникновения пригара на поверхности смеси определяется главным образом степенью уплотнения смеси и содержанием в ней глины или других мелкозернистых добавок. Пористость уплотненных формовочных смесей находится в пределах 25–50%.
Газопроницаемость является одним из важнейших свойств смеси и характеризует способность ее пропускать газы. При недостаточной газопроницаемости смеси затрудняются условия удаления газообразных продуктов из полости формы в процессе ее заливки. Газопроницаемость смесей зависит от размера зерен формовочного песка, содержания в них мелкозернистых добавок, степени уплотнения и влажности.
По ГОСТ 29234.11–91 определение газопроницаемости смеси производят путем пропускания воздуха через стандартный образец, изготовленный из испытуемой смеси. Коэффициент газопроницаемости рассчитывают по формуле

где V – объем воздуха, прошедшего через образец, см3; h – высота образца, см; F – площадь поперечного сечения образца, см2; p – давление воздуха перед входом в образец, г/см2; τ – продолжительность прохождения воздуха через образец, мин.
Схема прибора для определения газопроницаемости смеси приведена на рис. 1.3. Определение газопроницаемости смеси на этом приборе производят следующим образом. Сначала в гильзе 5 уплотняют стандартный образец смеси диаметром и высотой 50 мм. Затем гильзу с образцом смеси 4 укрепляют на приборе. Открытием трехходового крана 7 по трубке 11 через образец пропускают 2000 см3 воздуха, находящегося под колпаком 8, расположенным в баке 9. Замер возникающего под образцом давления воздуха производят с помощью манометра 1.
Рис. 1.3. Схема прибора для определения газопроницаемости смеси:
1 – манометр; 2 – резервуар; 3 – трубка; 4 – образец смеси; 5 – гильза;
6 – ниппель; 7 – трехходовой кран; 8 – калиброванный колпак;
9 – бак; 10 – трубка колпака; 11 – трубка бака
Продолжительность прохождения воздуха замеряют секундомером. При ускоренном методе определения газопроницаемости используют ниппель 6, укрепленный в отверстии, через которое поступает под образец воздух. В этом случае возникающее под образцом давление при соответствующей градуировке шкалы манометра будет характеризовать значение газопроницаемости смеси.
Газотворность характеризует способность смеси выделять газы при нагреве до высоких температур (при температуре 1250оС). Выделяющиеся при заливке формы газы могут быть причиной образования газовых раковин в отливках, причем чем выше газотворность смеси, тем больше опасность их образования. Значение газотворности смесей зависит от вида и количества органических (выгорающих) добавок, от содержания влаги, а также от скорости выделения газообразных продуктов в процессе нагрева смеси. Чем позже начинают выделяться из смеси газы, тем меньше вероятность возникновения газовых раковин в отливках, так как к этому времени успевает образоваться корочка затвердевшего сплава, которая будет препятствовать внедрению в отливку газовых пузырьков.
1.3. Механические свойства
Твердость характеризует способность поверхностного слоя форм или стержня противостоять проникновению более твердого тела (металлического шарика). Поверхностная твердость формы или стержня зависит от степени уплотнения смеси, количества и качества связующих материалов, а также от режимов их упрочнения. Оценку твердости производят с помощью специальных приборов-твердомеров и выражают в условных единицах.
Прочность характеризует способность смеси сохранять задан-
ную конфигурацию полости литейной формы в период ее изготовления и транспортирования, а также при заливке. В соответствии с ГОСТ 29234–91 прочность смесей оценивают предельной величиной нагрузки, при которой разрушается уплотненный образец смеси. Различают прочность смесей во влажном, упрочненном, нагретом и прокаленном состояниях.
Прочность смеси во влажном состоянии зависит главным образом от количества и состояния содержащейся в ней глины, а также от величины влажности, зернового состава формовочного песка, степени уплотнения смеси и некоторых других факторов. На рис. 1.4 приведена схема методов оценки прочности смеси во влажном состоянии. Наиболее часто прочность смеси во влажном состоянии оценивается при сжатии (см. рис. 1.4, а), реже при срезе (см. рис. 1.4, б), изгибе (см. рис. 1.4, в) и растяжении (см. рис. 1.4, г).
Рис. 1.4. Схема методов оценки прочности смесей во влажном состоянии:
а – при сжатии; б – при срезе; в – при изгибе; г – при растяжении
Прочность смеси в упрочненном состоянии (имеется в виду прочность, которую приобретает образец смеси после тепловой сушки или химического отверждения) зависит от типа и количества связующих материалов, содержащихся в смеси, а также от зернового состава формовочного песка, степени уплотнения смеси, режимов ее упрочнения и целого ряда других факторов, влияние которых будет рассмотрено ниже. На рис. 1.5 приведена схема методов оценки прочности смеси в упрочненном состоянии. Наиболее часто данное свойство смеси оценивается при разрыве образца (см. рис. 1.5, а)
и сжатии (см. рис. 1.5, б), реже при срезе (см. рис. 1.5, в) и изгибе
(см. рис. 1.5, г).
Рис. 1.5. Схема методов оценки прочности смесей в упрочненном состоянии:
а – при растяжении; б – при сжатии; в – при срезе; г – при изгибе
Прочность смесей в прокаленном состоянии характеризуется в основном способностью стержня, изготовленного из данной смеси, удаляться из полости отливки при ее извлечении из формы и очистке и зависит главным образом от природы связующего материала смеси и его количества, от интенсивности теплового воздействия сплава отливки на стержень и других факторов.
1.4. Технологические свойства
Уплотняемость – это способность смеси уменьшать свой первоначальный объем под воздействием внешних сил. Уплотняемость песчано-глинистых смесей зависит от содержания воды и глины и от их соотношения. Оценку уплотняемости производят по разнице объемов навески смеси до и после уплотнения, отнесенной к первоначальному ее объему, и выражают в процентах. Уплотняемость определяют по ГОСТ 23409.13–78.
Текучесть – это способность смеси под воздействием внешних сил заполнять труднодоступные полости в модельной оснастке, обеспечивая равномерное уплотнение формы или стержня. Значение текучести тесно связано с величиной прочности смеси во влажном состоянии, при этом чем меньше эта величина, тем выше текучесть смеси во влажном состоянии. Для оценки текучести песчано-глинистых смесей используют методику (ГОСТ 23409.17–78),основанную на замере твердости торцевых поверхностей уплотненного цилиндрического образца (рис. 1.6) в точкаха иб.
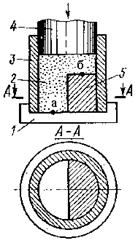
Рис. 1.6. Схема ступенчатой пробы для оценки текучести смеси:
1 – основание гильзы; 2 – образец смеси;
3 – гильза; 4 – прессующий плунжер; 5 – вкладыш
Величину текучести смеси выражают в процентах и подсчитывают по формуле
 где Нн иНв – твердость нижнего и верхнего торца образца, условные единицы.
где Нн иНв – твердость нижнего и верхнего торца образца, условные единицы.
Прилипаемость – это способность смеси во влажном состоянии прилипать к поверхности модельной оснастки или транспортных средств (ленточных конвейеров). Повышенная прилипаемость смесей увеличивает шероховатость поверхности формы или стержня, а также вызывает необходимость частой чистки поверхности модельной оснастки и транспортных средств. Оценку прилипаемости смеси производят на специальном приборе (рис. 1.7) по величине усилия отрыва, отнесенного к контактной поверхности образца и конического цилиндра.
Рис. 1.7. Схема прибора для оценки прилипаемости смесей:
1 – воронка для дроби; 2 – приемная чаша; 3 – пуансон;
4 – конусная гильза; 5 – образец смеси
Расчет прилипаемости смеси производят по формуле
Пр = P / S,
где P – усилие отрыва образца, Н; S – контактная поверхность образца, м2.
Гигроскопичность характеризует способность формы или стержня впитывать влагу из окружающей среды. Оценка гигроскопичности основана на определении массы влаги, поглощенной сухой смесью. (ГОСТ 23409.10–78). Стандартный образец смеси диаметром и высотой 50 мм сушат и взвешивают, помещают в эксикатор на фильтровальную бумагу, помещенную на влажный песок, и выдерживают в течение 2 ч, после чего снова взвешивают.
Испытание проводят на трех образцах. Гигроскопичность (Х) в процентах вычисляют по формуле
 100,
100,
где М1, М2 – масса образца до и после сушки.
Значение гигроскопичности связано с природой и количеством связующего материала смеси. Например, водорастворимые связующие материалы (лигносульфонаты, декстрин, патока и др.) придают смеси высокую гигроскопичность. Смеси с водонерастворимыми связующими материалами имеют низкую гигроскопичность.
Живучесть – это продолжительность сохранения смесью своих физико-механических свойств. Значение ее зависит от природы связующего материала смеси, а также от интенсивности уменьшения в ней влаги. Например, смеси с высокомодульным жидким стеклом обладают малой живучестью. Для ее повышения в состав смесей вводят добавку водного раствора едкой щелочи, которая снижает модуль жидкого стекла. За показатель живучести холоднотвердеющих (упрочняющихся без теплового воздействия) смесей обычно применяют продолжительность промежутка времени (в минутах), по прошествии которого значение ее прочности снижается на 30% от максимального.
Осыпаемость характеризуется способностью поверхности формы или стержня не разрушаться при транспортировании, сборке и заливке формы. Значение осыпаемости связано с количеством и природой связующего материала, а также с режимом сушки форм и стержней. Для уменьшения осыпаемости песчано-глинистых форм в состав смеси обычно вводят добавки лигносульфонатов. В соответствии с ГОСТ 23409.9–78 оценку осыпаемости смеси производят по величине потери массы стандартным образцом, помещенным во вращающийся сетчатый барабан, при этом величину осыпаемости выражают в процентах и рассчитывают по формуле
где М0 и М1 – масса образца до и после испытания, г.
Податливость – это способность формы или стержня деформироваться под воздействием усадки отливок. Степень податливости смеси зависит от природы огнеупорной основы, от количества и природы связующего материала, а также от степени уплотнения смеси. Например, сильно уплотненные смеси с большим количеством глины малоподатливы. Для улучшения податливости в состав вводят древесные опилки и другие добавки.
Огнеупорность характеризует способность смеси не оплавляться под действием высоких температур. При недостаточной огнеупорности смеси происходит оплавление и спекание отдельных ее компонентов с образованием крупных пор, приводящих к формированию повышенного пригара на отливках. Значение огнеупорности смеси зависит от минералогического, гранулометрического и химического состава формовочного песка и глины. В соответствии с ГОСТ 4069–69 для оценки огнеупорности из смеси изготавливают образцы в виде трехгранных пирамидок. Величину огнеупорности смеси определяют по температуре, при которой вершина образца в процессе размягчения и оплавления смеси коснется уровня его основания.
Пригораемость – это способность поверхностного слоя формы или стержня противостоять прочному сцеплению с металлом отливки. Степень пригораемости смеси зависит от многих факторов, в том числе от пористости смеси, химической инертности ее огнеупорной основы. Уменьшения пригораемости смеси достигают введением в ее состав противопригарных и высокоогнеупорных материалов (каменный уголь, мазут, маршалит и др.), применением специальных защитных покрытий, наносимых на поверхность форм и стержней.
Выбиваемость характеризуется способностью стержней удаляться из внутренних полостей при выбивке и очистке отливок. Значение выбиваемости зависит главным образом от природы и количества связующего материала в смеси, от интенсивности температурного и силового воздействия металла отливок на стержень. Смеси с неорганическими связующими материалами, например, с жидким стеклом, имеют затрудненную выбиваемость вследствие их прочного спекания в период затвердевания отливки в форме. Хорошую выбиваемость имеют смеси с органическими, легковыгорающими и некоксующимися связующими материалами. Оценку выбиваемости смеси производят по величине работы, затрачиваемой на пробивку специальным бойком стержня, залитого сплавом. Работу выбивки определяют по формуле
А = n · G · h,
где n – число ударов, необходимое для пробивки стержня;
G – масса падающего груза, кг;
h – высота падения груза, м.
Долговечность характеризует способность смеси, после соответствующей подготовки, повторно использоваться для изготовления форм без введения добавок свежих формовочных материалов. Долговечность смеси зависит от интенсивности температурного воздействия жидкого сплава, от природы огнеупорной основы и связующего материала смеси. Наибольшей долговечностью обладают песчано-глинистые смеси. Оценку долговечности смеси производят по числу циклов ее использования, обеспечивающему сохранение смесью физико-химических свойств и получение качественных отливок.
1.5. Теплофизические свойства
К теплофизическим свойствам относятся теплоемкость, теплопроводность, температуропроводимость и теплоаккумулирующая способность. Эти характеристики определяют тепловой режим охлаждения отливки в форме. Значения их зависят главным образом от природы огнеупорной основы смесей, а также и от состояния формы (влажная, сухая). Наиболее высокими теплофизическими свойствами обладают цирконовые, дистен-силлиманитовые, хромитовые формовочные пески. Теплофизические характеристики кварцевых песков значительно ниже.
Различные теплофизические свойства смесей позволяют регулировать процессы затвердевания отдельных частей отливок. Значение теплоемкости и теплопроводности смесей определяется в специальных теплофизических лабораториях, а температуропроводность и теплоаккумулирующая способность – расчетным путем.
Теплопроводность вещества l определяется как количество теплоты Q, которое подводится за время t через поверхность площадью F, расположенную перпендикулярно к тепловому потоку, отнесенное к температурному градиенту D t / d (D t – разность температур; d – толщина образца):

Теплопроводность большинства формовочных смесей с повышением температуры увеличивается, а у смесей с магнезитом и корундом, в качестве наполнителя, уменьшается. Получение заданной теплопроводности в песчаных формах затруднительно, так как она зависит не только от теплопроводности наполнителя, но и от влажности воздуха и газов, находящихся в межзерновых порах.
В сухом песке предположительно теплопередача происходит от зерна к зерну за счет прямых контактов, частично – излучением. Теплопроводность при повышении температуры на 1000оС (с 95 до 1095оС) изменяется почти на 100% – с 2,63×10-6 до 4,75×10-6 Вт/(м×К).
Процесс распространения теплоты во влажном песке, однако, более сложен, чем в сухом. Теплопередача происходит как за счет теплопроводности зерен наполнителя, так и воды (водяного пара), адсорбированной зернами песка и находящейся в порах между песчинками.
При нагреве влажной формовочной смеси залитым металлом в глубь формы проникает водяной пар (в результате изменения давления), нагретый в порах воздух, а также продукты сгорания органических составляющих. В холодных слоях формы, удаленных от отливки, происходит конденсация влаги. В результате переноса теплоты водяным паром и улучшения условий теплопередачи между контактирующими зернами песка из-за накопления влаги в местах их контакта общая теплопроводность смеси с повышением влажности также повышается.
На теплопроводность песчано-глинистых форм влияют степень уплотнения формовочной смеси и содержание связующего. Например, теплопроводность повышается при увеличении степени уплотнения и количества бентонина в смеси.
Удельная теплоемкость формовочной смеси зависит не только от ее вида, но и от температуры. С повышением температуры она также увеличивается. Значительное влияние на удельную теплоемкость формовочной смеси оказывает содержание в ней влаги. Для более полного представления о теплофизических свойствах форм определяют температуропроводность а (в м2×с-1), характеризующую, насколько интенсивно в форме выравниваются температурные перепады:
а = l/(с · r),
где с – удельная теплоемкость смеси, Дж/(кг×К);
r – плотность смеси, кг/м3.
Температуропроводность в интервале температур 500–1000оС кварцевого песка составляет 0,00145 м2×с-1, шамота – 0,00178 м2×с-1.
При расчете теплопередачи от отливки к форме применяется также величина, называемая коэффициентом тепловой аккумуляции

 .
.
Чем выше теплоаккумуляторная способность формы, тем быстрее охлаждается отливка и меньше опасность образования пригара на поверхности отливки.
2. Структура формовочных,
стержневых смесей и красок
Структура – это в общем случае взаимное расположение и характер связей между элементами, образующими целостную систему.
Литейная форма – пористая среда с широкой сетью разветвленных поровых каналов. Любая формовочная смесь, образующая литейную форму, состоит из двух основных составляющих: зерновой и связующей, а также из атмосферы, заполняющей поры смеси. Зерновая составляющая – это в большинстве случаев кварцевый песок, а в качестве связующей наиболее часто применяют огнеупорную глину или бентонит, а также смеси различных органических и неорганических клеящих веществ. Кроме того, в смеси для улучшения их свойств вводят специальные добавки.
Кварцевый песок, применяемый в литейном производстве, состоит из зерен неправильной формы и различных размеров, поэтому структура уплотненной формовочной смеси аналогична структуре естественных грунтов, также состоящих из частиц разнообразной формы и различных размеров. Следовательно, закономерности, полученные при исследовании грунтов, могут быть использованы при изучении структуры и свойств уплотненной формовочной смеси. Известно понятие об идеальной и фиктивной моделях грунта.
За идеальную модель смеси принимается такая структура, где все поры цилиндрические и их оси параллельны между собой (рис. 2.1).
Рис. 2.1. Структура идеальной формовочной смеси
Такая модель далека от реальной формы, но дает возможность в первом приближении оценить структуру уплотненной формовочной смеси. К ней можно применить закон Пуазейля для течения жидкости в капиллярах.
 |
Фиктивная модель смеси представляет собой набор шарообразных частиц равного диаметра (рис. 2.2).
Рис. 2.2. Структура фиктивной формовочной смеси
Эта модель ближе к реальной литейной форме. Для уяснения структуры смеси можно заменить ее моделью, состоящей из жестких сфер одинакового размера, скрепленных между собой точечными контактами через пленку связующей добавки. Расстояние между центрами любой пары соприкасающихся сфер равно их удвоенному радиусу.
Рис. 2.3. Микроструктура идеальной формовочной смеси
при различных степенях уплотнения:
а – рыхлая смесь; б – кубическая упаковка; в – гексагональная упаковка
В неуплотненном состоянии сферы образуют рыхлую систему, в которой пористость составляет 70% (и более); в этом случае общая плотность при плотности кварцевых зерен 2,6 г/см3, будет около 1 г/см3, смежные сферы могут создавать многочисленные “арки” (рис. 2.3, а). При элементарном уплотнении сферы образуют кубическую систему. Ромбоэдр, построенный в плоскости, пересекающей центры соприкасающихся сфер, в этом случае является квадратом с углом 90о (рис. 2.3, б). При гексагональной упаковке ромбоэдр имеет острые углы 60о (рис. 2.3, в). Пористость уплотнений системы m зависит от угла ромбоэдра θ следующим образом:
Расчеты показывают, что при кубической упаковке пористость составляет 0,476, а плотность смеси 1,3 г/см3; при гексагональной упаковке, соответственно, 0,259 и 1,85 г/см3. Приведенные цифры соответствуют плотности реальных формовочных смесей.
Реальная литейная форма, состоящая из зерен различной величины, имеет весьма сложную структуру. Однако благодаря упрощению структуры литейной формы удается раскрыть законы, управляющие процессами фильтрации газов и жидкостей через формовочные смеси, и дать протекающим при этом процессам количественную оценку.
Течение жидкости по капиллярам подчиняется закону Пуазейля
 (2.1)
(2.1)
где V к– объем жидкости, протекающей через один капилляр;
r – радиус капилляра;
t – время;
p 1, p 2 – давление на входе и выходе капилляра, соответственно;
l – длина капилляра;
h – динамическая вязкость жидкости.
Это уравнение справедливо для капельных жидкостей, которые при постоянной температуре имеют практически неизменяемый объем. Для газов постоянной величиной является произведение V × p. Для того, чтобы уравнение (2.1) можно было применить к газам, его левую часть следует умножить на p -давление, при котором определяется объем проходящего газа. При этом правая часть уравнения должна быть, соответственно, умножена на  , т. е. на среднее давление, которое испытывает газ в образце. Кроме того, допускают, что капилляры расположены перпендикулярно поверхности образца и параллельно друг другу. Тогда длина капилляра l будет равна толщине образцов b. При этом формула (2.1) преобразуется
, т. е. на среднее давление, которое испытывает газ в образце. Кроме того, допускают, что капилляры расположены перпендикулярно поверхности образца и параллельно друг другу. Тогда длина капилляра l будет равна толщине образцов b. При этом формула (2.1) преобразуется

или
 (2.2)
(2.2)
Если исследуемый материал пронизан капиллярами в количе-
стве N штук на 1 см2 площади поверхности f, то для получения общего расхода газа надо обе части уравнения (2.2) умножить на Nf:

или
 (2.3)
(2.3)
где V = V к × N × f.
В уравнении (2.3)  зависит от количества и размеров пор поэтому представляет собой некоторую величину, характеризующую данный материал, которая называется абсолютным коэффициентом проницаемости
зависит от количества и размеров пор поэтому представляет собой некоторую величину, характеризующую данный материал, которая называется абсолютным коэффициентом проницаемости
 (2.4)
(2.4)
При малых перепадах давлений формулу (2.4) можно упростить
 (2.5)
(2.5)
где D p = p 1 – p 2.
В системе СИ единицей G является квадратный метр.
Формула для определения абсолютного коэффициента проницаемости выведена с условием фильтрации жидкостей как практически несжимаемых сред. При фильтрации газа значения V в формуле (2.5) следует заменить на средний объем газа V ср. Но так как
V ср × p ср = V 2 × p 2, а  ,
,
то  . (2.6)
. (2.6)
Анализируя формулу (2.5), можно сделать следующие выводы.
Чем больше площадь поперечного сечения образца, необходимая для прохождения данного газа объемом V в данный промежуток времени t с данным перепадом давлений D p, тем меньше абсолютный коэффициент проницаемости смеси. С уменьшением продолжительности прохождения газа объемом V через образец увеличивается абсолютный коэффициент проницаемости формовочной смеси. Увеличение высоты образца является одной из причин, препятствующих прохождению газа. Чем меньше высота образца, которая требуется для прохождения газа объемом V в данный промежуток времени t, тем ниже абсолютный коэффициент проницаемости смеси (сопротивление прохождению газов). Чем выше допустимая вязкость газа h, обеспечивающая прохождение его объема V через образец в течение времени t, тем больше абсолютный коэффициент проницаемости смеси. Последний не зависит от размеров образца и определяется только внутренней структурой материала. Так, например, при изменении величины b в формуле (2.5) абсолютный коэффициент проницаемости смеси G не меняется, а изменяются продолжительность прохождения газа t и разность давлений D p.
Реальная формовочная смесь отличается от фиктивной следующими основными особенностями:
- частицы реальной смеси имеют различную крупность и отличаются по форме от сфер;
- частицы уплотненной смеси соприкасаются между собой не в точках, а на площадках;
- различные элементарные ячейки в пределах одного микроскопического объема формовочной смеси с той или иной степенью уплотнения имеют различную укладку частиц.
Абсолютный коэффициент проницаемости G обычно указывается применительно к определенному газу или жидкости (воздух, газ, вода). В этом случае из формулы (2.5) исключается вязкость, и такой параметр получает наименование коэффициента проницаемости, соответствующего тому газу или той жидкости, которые пропускаются через образец. Например, коэффициент воздухопроницаемости
 . (2.7)
. (2.7)
Эта формула строго теоретически может быть применима лишь при ламинарном течении жидкости или газа через образец. В литейном производстве обычно пользуются термином “газопроницаемость формовочных смесей”. Под газопроницаемостью формовочной смеси подразумевается ее способность пропускать через имеющиеся поры воздух, газы и пары воды. Если D p выразить в Н/м2, то единицей газопроницаемости будет м4/Н×с.
Если давление на выходе принять равным единице, то газопроницаемость смеси
 . (2.8)
. (2.8)
3. Исходные материалы
Основной составляющей формовочных и стержневых смесей, применяемых в литейном производстве, является кварцевый песок. Кварцевый песок – природный минерал соединения кремния с кислородом (SiO2).
Пески образуются при разрушении горных пород, содержащих кварц. По происхождению формовочные пески относятся к осадочным горным породам. Важнейшей их характеристикой является время отложения и кратность переноса. Наиболее округлые и однородные по величине зерна имеют те пески, которые в течение длительного времени подвергались многократным переносам и повторным отложениям. Главным критерием при оценке качества формовочных песков по химическому составу является содержание в нем кремнезема SiО2. Чем выше его содержание, тем выше качество песка. Наряду с кремнеземом в формовочных песках почти всегда присутствуют различные примеси, ухудшающие его свойства.
3.1. Минералогический состав
формовочных песков
Основной составляющей формовочного песка является кварц (SiO2), имеющий плотность ρ = 2650 кг/м3, температуру плавления
t пл = 1713оС, твердость по шкале Маоса 7. Зерна кварца могут иметь различную окраску, обусловленную различными примесями. При нагреве кварц претерпевает ряд превращений. При 573оС α-кварц переходит в β-кварц. Объем изменяется ±2,4%; при 870оС β-кварц → β-тридимид, изменение объема 15,1%, при 1470оС β-тридимид →
β-кристаболит, изменение объема 4,7%; при 1713оС β-кристаболит → расплав, изменение объема 0,1%.
Полевые шпаты (MeO∙Al2O3∙6SiO2).
Полевые шпаты имеют твердость (6–6,5); температура плавления их 1170–1550оС, термическое расширение при 1000оС до 2,75%.
Слюда. Мусковит (К2О·3Al2O3·6SiO2·H2O).
Биотит (К2О·6(Mg,Fe)О·Al2O3·6SiO2·2H2O).
Температура плавления слюды 1150–1400оС, термическое расширение при 1000оС – 1,55%. Слюда ухудшает огнеупорность песка.
Оксиды железа содержат примеси:
- гематит Fe2O3, плотность 5000–5300 кг/м3, температура плавления 1560оС, устойчив при окислении;
- магнитный железняк FeO·Fe2O3; плотность 4900–5200 кг/м3, температура плавления 1540оС;
- ильменит FeO·TiO2, плотность 4720 кг/м3.
Гидраты оксидов железа nFe2O3·mH2O.
В зависимости от содержания воды различают несколько разновидностей гидратов оксида железа, которые неустойчивы и при нагревании теряют воду, снижая свойства песка, и способствуют образованию легкоплавких силикатных сплавов, вызывающих пригар на отливках.
Карбонаты: кальцит CaCO3, магнезит MgCO3, доломит CaCO3·MgCO3, сидерит FeCO3 снижают огнеупорность формовочных песков, а разложение их при нагревании до 500–900°С способствует образованию различных дефектов в отливках.
Глинистые минералы. В формовочных песках встречается несколько глинистых минералов: каолинит, монтмориллонит, гидрослюды.
Все примеси в формовочных песках снижают его огнеупорность, физико-механические и технологические свойства, увеличивают пригар на отливках.
В связи с этим в последнее время все больше применяют обогащенные формовочные пески с минимальным содержанием примесей.
3.2. Классификация формовочных песков
В соответствии с ГОСТ 2138–91 все формовочные пески, в зависимости от массовой доли глинистой составляющей (частиц глинистых материалов и обломков зерен кварца и других минералов размером менее 0,02 мм), подразделяют на кварцевые (К), тощие (Т) и жирные (Ж).
Кварцевые и тощие формовочные пески подразделяют на группы в зависимости от массовой доли глинистой составляющей, диоксида кремния, коэффициента однородности и среднего размера зерен, жирные – от предела прочности при сжатии во влажном состоянии и среднего размера зерна.
Таблица 3.1
Массовая доля глинистой составляющей в кварцевых песках
|
Таблица 3.3
Date: 2015-07-17; view: 1132; Нарушение авторских прав