Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Оценка качества сварных соединений ремонтных конструкций
|
|
11.3.1 Контроль сварных швов при заварке дефектов
Наплавленный металл подвергается ВИК, ПВК (или МК) для выявления внешних дефектов и УЗК для выявления внутренних дефектов. Протяженность зоны контроля должна превышать длину отремонтированного участка не менее, чем на 50 мм в обе стороны.
Классификацию и оценку выявленных дефектов осуществляют в соответствии с разделом 11.
11.3.2 Контроль сварных швов при изготовлении ремонтных конструкций.
Все сварные швы ремонтной конструкции при изготовлении должны пройти 100 % ВИК. Продольные сварные швы укрупнения ремонтной конструкции подвергаются 100 % РК до их термообработки.
В продольных сварных швах муфт по результатам ВИК и РК обнаруженные дефекты допускаются в соответствии с таблицей 11.10.
Таблица 11.10 – Критерии допустимости дефектов сварных швов ремонтных конструкций, выявляемых по результатам УЗК
| № п/п | Наименование дефектов по результатам УЗК | Условное обозначение | Соответствующий тип дефекта по результатам РК | Допустимые размеры дефектов |
| Любой дефект, амплитуда эхо-сигнала от которого превышает браковочный уровень, считают недопустимым | При амплитуде эхо-сигнала меньше браковочного уровня допускаются, если: | |||
| Непротяженные | SH | Одиночные, компактные поры и шлаковые включения | å300 не более 30 мм | |
| Скопление | CC | Скопления и цепочки пор и/или шлаковых включений | l не более S, но не более 30 мм, å300 не более 30 мм | |
| Протяженные | LS | Непровары; несплавления по кромкам и между слоями, трещины | Не допускаются | |
| Примечание ‒ å 300 – суммарная условная протяженность дефекта на любые 300 мм шва. |
11.3.3 Контроль сварных швов при установке ремонтных конструкций
11.3.3.1 Методы и объемы НК при установке ремонтных конструкций приведены в таблице 5.2.
11.3.3.2 Критерии допустимости дефектов, выявляемых по результатам УЗК должны соответствовать требованиям таблицы 11.10.
11.3.3.3 Контроль тела трубы в месте установки ремонтной конструкции
Контроль поверхности основного металла трубы в местах приварки ремонтных конструкций проводится методом ПВК и УЗК. Размер зоны контроля основной трубы от границы привариваемой ремонтной конструкции в одну и другую стороны должен составлять не менее 100 мм.
Не допускается наличие расслоений, трещин всех видов и направлений в зоне сварного шва приварки ремонтной конструкции к трубе.
11.3.3.4 Контроль продольных швов муфты
По результатам измерений продольные швы муфты должны удовлетворять следующим требованиям:
- усиление наружных швов должно иметь плавный переход к основному металлу и иметь высоту в пределах от 1,0 до 2,5 мм при толщине стенки до 10 мм, включительно, и
от 1,0 до 3,0 мм при толщине стенки более 10 мм;
- шов должен иметь ширину, достаточную для перекрытия основного металла соединения в каждую сторону от шва. При этом для оценки необходимой ширины шва следует руководствоваться значениями, приведенными в таблице 11.2;
- смещение стыкуемых кромок муфты не должно превышать 20 % толщины стенки, но не более 3,0 мм. Для муфт с толщиной стенки до 10,0 мм допускается смещение кромок до 25 % толщины стенки, но не более 2,0 мм.
Контроль продольных швов муфты, установленной на ремонтируемую трубу, осуществляется с применением ультразвукового метода.
По результатам УЗК «годными» считают продольные сварные соединения, в которых дефекты не обнаружены, или размеры обнаруженных дефектов отвечают критериям допустимости, приведенным в таблице 11.10.
11.3.3.5 Контроль угловых швов приварки ремонтных конструкций
Контроль кольцевых угловых швов должен проводиться после окончания приварки отдельных элементов ремонтной конструкции к трубе.
Контроль качества кольцевых угловых швов соединений приварки ремонтных конструкций (или элементов) к трубе должен проводиться ВИК, УЗК и ПВК.
Выпуклость кольцевых угловых швов (швов нахлесточных соединений приварки ремонтной конструкции к трубе), выполненных в нижнем положении допускается не более 2 мм, в других пространственных положениях – не более 3 мм.
Вогнутость кольцевых угловых швов при сварке во всех пространственных положениях допускается не более 1 мм.
Форма кольцевого углового шва сварного соединения приведена на рисунке 11.2.
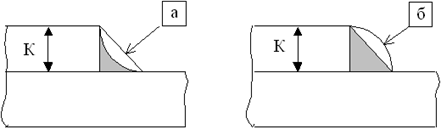
а) ослабление углового сварного шва б) усиление углового сварного шва
К – высота катета шва
Рисунок 11.2 – Форма кольцевого углового шва нахлесточного сварного соединения
В кольцевых нахлесточных швах не допускаются:
- трещины всех видов и направлений;
- подрезы на основном металле трубы, а также непровары в корневом слое углового шва;
- несплавления металла шва с основным металлом трубы и муфты и между слоями;
- протяженные и непротяженные дефекты на линии сплавления углового шва нахлесточного сварного соединения с основным металлом трубы и муфты.
Контроль сварного шва «ремонтная конструкция – труба» методом УЗК выполняют как со стороны трубы, так и со стороны ремонтной конструкции.
Контроль сварных швов приварки патрубка производится дважды, после приварки патрубка к трубе и приварки усиливающего воротника к патрубку.
По результатам УЗК «годными» считают угловые соединения, в которых дефектов не обнаружено, или размеры обнаруженных дефектов отвечают критериям допустимости, приведенным в таблице 11.10.
11.3.4 Сварные соединения ремонтных конструкций, в которых обнаружены недопустимые дефекты, подлежат ремонту.
Date: 2016-08-30; view: 630; Нарушение авторских прав