Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Методы и объемы контроля качества сварных соединений и основного металла при строительстве резервуара
|
|
Методы и объемы контроля качества сварных соединений и основного металла при строительстве резервуаров приведены в таблице 6.1.
Таблица 6.1 – Методы и объемы контроля качества сварных соединений и основного металла при строительстве резервуара
| № п/п | Конструктивный элемент резервуара | Форма и размеры шва | Метод и объем контроля |
| Центральная часть днища, поперечные швы листов, собранных встык на подкладке | 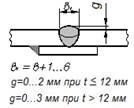
| ВИК – 100 %, ПВТ (вакуумированием) – 100 % | |
| Центральная часть днища, поперечные швы листов, собранных внахлестку и продольные швы | 
| ВИК – 100 %, ПВТ (вакуумированием) – 100 % | |
| а) Центральная часть днища, сопряжение листов в узлах тройной нахлестки б) Центральная часть днища, сопряжение листов в узлах тройной нахлестки по схеме «ласточкин хвост» | 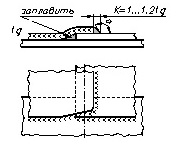

 b – ширина разделки сварного соединения
b – ширина разделки сварного соединения
| ВИК – 100 %, ПВТ (вакуумированием) – 100 % | |
| Стыковые швы окраечных листов днища с клиновидным зазором |  b – ширина разделки сварного соединения
b – ширина разделки сварного соединения
| ВИК – 100 %, ПВТ (вакуумированием) – 100 %. Для части окрайки, расположенной на расстоянии до 250 мм от ее наружного края – РК – 100 %. Для части окрайки, расположенной на расстоянии от 150 до 600 мм от внутренней поверхности стенки – УЗК – 100 % |
Продолжение таблицы 6.1
| № п/п | Конструктивный элемент резервуара | Форма и размеры шва | Метод и объем контроля |
| Швы сопряжения центральной части днища с кольцом окраек | 
| ВИК – 100 %, ПВТ (вакуумированием) – 100 % | |
| Сопряжение первого пояса с днищем при толщине окраечных листов до 12 мм включ. | 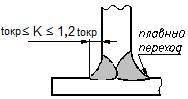
| ВИК – 100 %, ПВК или ПВТ (проба «мел-керосин») – 100 % (наружный шов до наложения внутреннего шва), ПВТ (вакуумированием) – 100 % (шов с внутренней стороны) | |
| Сопряжение первого пояса с днищем при толщине окраечных листов свыше 12 мм | 
| ВИК – 100 %, ПВК или ПВТ (проба «мел-керосин») – 100 % (наружный шов до наложения внутреннего шва), ПВТ (вакуумированием) – 100 % (шов с внутренней стороны) | |
| Вертикальные сварные швы стенки при толщине листов до 10 мм включ. | 
| ВИК – 100 %, УЗК – 100 %, РК вертикальных стыковых сварных соединений первого и второго поясов стенки – 100 %, третьего и четвертого поясов – 50 %, пятого и шестого поясов – 25 %, остальные – 10 % | |
| Вертикальные сварные швы стенки при толщине листов свыше 10 мм | 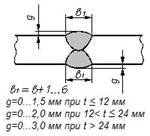
| ВИК – 100 %, УЗК – 100 %, РК вертикальных стыковых сварных соединений первого и второго поясов стенки – 100 %, третьего и четвертого поясов – 50 %, пятого и шестого поясов – 25 %, остальные – 10 % | |
| Вертикальные сварные швы стенки при сварке с принудительным формированием шва для толщин свыше 10 мм | 
| ВИК – 100 %, УЗК – 100 %, РК вертикальных стыковых сварных соединений первого и второго поясов стенки – 100 %, третьего и четвертого поясов – 50 %, пятого и шестого поясов – 25 %, остальные – 10 % |
Продолжение таблицы 6.1
| № п/п | Конструктивный элемент резервуара | Форма и размеры шва | Метод и объем контроля |
| Вертикальные сварные швы стенки при использовании керамических подкладок | 
| ВИК – 100 %, УЗК – 100 %, РК вертикальных стыковых сварных соединений первого и второго поясов стенки – 100 %, третьего и четвертого поясов – 50 %, пятого и шестого поясов – 25 %, остальные – 10 % | |
| Вертикальные сварные швы стенки при использовании керамических стержней | 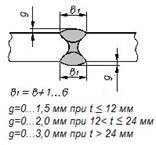
| ВИК – 100 %, УЗК – 100 %, РК вертикальных стыковых сварных соединений первого и второго поясов стенки – 100 %, третьего и четвертого поясов – 50 %, пятого и шестого поясов – 25 %, остальные – 10 % | |
| Горизонтальные швы стенки при разности толщин поясов D: - до 2 мм для t B – от 4 до 20 мм; - до 3 мм для t B – от 21 до 30 мм; - до 4 мм для t B свыше 30 мм | 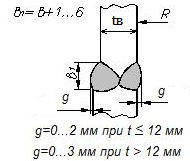
| ВИК – 100 %, УЗК – 100 %, РК горизонтальных стыковых сварных соединений между первым и четвертым поясами стенки – 100 %, между четвертым и пятым поясами – 50 %, между пятым и шестым поясами – 25 %, остальные – 10 % | |
| Горизонтальные швы стенки при разности толщин поясов D более значений: - до 2 мм для t B – от 4 до 20 мм; - до 3 мм для t B – от 21 до 30 мм; - до 4 мм для t B свыше 30 мм | 
| ВИК – 100 %, УЗК – 100 %, РК горизонтальных стыковых сварных соединений между первым и четвертым поясами стенки – 100 %, между четвертым и пятым поясами – 50 %, между пятым и шестым поясами – 25 %, остальные – 10 % | |
| Горизонтальные швы стенки при толщине листов до 10 мм включ. | 
| ВИК – 100 %, УЗК – 100 %, РК горизонтальных стыковых сварных соединений между первым и четвертым поясами стенки – 100 %, между четвертым и пятым поясами – 50 %, между пятым и шестым поясами – 25 %, остальные – 10 % |
Продолжение таблицы 6.1
| № п/п | Конструктивный элемент резервуара | Форма и размеры шва | Метод и объем контроля |
| Сопряжения патрубков со стенкой, не требующие усиления | 
| ВИК – 100 %, ПВК – 100 % (с двух сторон) | |
| Сопряжения патрубков со стенкой, требующие усиления |  К = 4,.,14
t тн – толщина более тонкого элемента
К = 4,.,14
t тн – толщина более тонкого элемента
| ВИК – 100 %, УЗК (наружный шов со стороны патрубка) – 100 %; ПВТ (избыточным давлением внутреннего и наружного шва) – 100 % | |
| Сопряжения люков-лазов со стенкой |  К=4…14
t тн – толщина более тонкого элемента
К=4…14
t тн – толщина более тонкого элемента
| ВИК – 100 %, УЗК – 100 %, ПВТ (избыточным давлением) – 100 % | |
| Швы усиливающих листов люков-лазов и патрубков при толщине листов до 10 мм включ. | 
| ВИК – 100 %, ПВТ (избыточным давлением) – 100 %, ПВК для сварных швов воротников первого пояса стенки – 100 % | |
| Швы усиливающих листов люков-лазов и патрубков при толщине листов от 11 до 16 мм включ. | 
| ВИК – 100 %, ПВТ (избыточным давлением) – 100 %, ПВК для сварных швов воротников первого пояса стенки – 100 % | |
| Швы усиливающих листов люков-лазов и патрубков при толщине листов свыше 16 мм | 
| ВИК – 100 %, ПВТ (избыточным давлением) – 100 %, ПВК для сварных швов воротников первого пояса стенки – 100 % |
Продолжение таблицы 6.1
| № п/п | Конструктивный элемент резервуара | Форма и размеры шва | Метод и объем контроля |
| Сопряжение усиливающего листа с окрайкой днища | 
| ВИК – 100 %, ПВТ (избыточным давлением) – 100 % | |
| Радиальные швы ветровых и опорных колец жесткости | 
| ВИК – 100 %, УЗК – 100 % | |
| Сопряжения ветровых колец и колец жесткости со стенкой | 
| ВИК – 100 %, ПВК – 100 % | |
| Сварные швы в сопряжении опорного кольца со стенкой | 
| ВИК – 100 %, ПВК – 100 % | |
| Сварные швы в сопряжении опорного кольца со стенкой (вариант для резервуаров емкостью 5000 м3) | 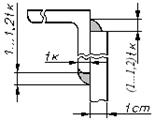
| ВИК – 100 %, ПВК– 100 % | |
| Сварные швы настила стационарных крыш | 
| ВИК – 100 %, ПВТ (вакуумированием) – 100 % |
Продолжение таблицы 6.1
| № п/п | Конструктивный элемент резервуара | Форма и размеры шва | Метод и объем контроля |
| Сварные швы в сопряжении патрубков с настилом крыши | 
| ВИК – 100 %, ПВТ (вакуумированием или избыточным давлением) – 100 % | |
| Сварные швы конструктивных элементов на стенке | 
| ВИК – 100 %, ПВК – 100 % | |
| Зоны приварки сборочных и монтажных приспособлений, а также элементов технологической оснастки к стенке и днищу (после их удаления) | В соответствии с проектной документацией | ВИК – 100 %, МК – 100 %. При необходимости, для уточнения результатов МК использовать УЗК | |
| Сварные стыки трубопроводов систем пожаротушения, орошения и водоспуска | В соответствии с проектной документацией | ВИК – 100 %, РК – 100 %. Качество сварных соединений труб с силикатно-эмалевым покрытием контролируется ВИК – 100 %, ПВК – 100 % | |
| Перекрестия горизонтального и вертикального шва стенки резервуара | В соответствии с проектной документацией | ВИК – 100 %, УЗК – 100 %, РК – 100 % | |
| Швы приварки патрубков дренажа (водоспуска) к крышкам корпусов дренажа (водоспуска) | В соответствии с проектной документацией | ВИК – 100 %, УЗК – 100 %, ПВТ (избыточным давлением) – 100 % усиливающих накладок | |
| Плавающая крыша (стальной понтон) | |||
| Швы коробов/отсеков и заглушек стоек | В соответствии с проектной документацией | ВИК – 100 %,ПВТ (избыточным давлением) – 100 % | |
| Швы центральной части | В соответствии с проектной документацией | ВИК – 100 %, ПВТ (швы верхней деки вакуумированием) – 100 % | |
| Швы патрубков с крышей | В соответствии с проектной документацией | ВИК – 100 %, ПВТ (вакуумированием) – 100 % |
Окончание таблицы 6.1
| № п/п | Конструктивный элемент резервуара | Форма и размеры шва | Метод и объем контроля |
| Клеммные соединения полос настила | В соответствии с проектной документацией | ВИК – 100 %, ПВТ (вакуумированием) – 100 % | |
| Стыки периферийной юбки | В соответствии с проектной документацией | ВИК – 100 %, ПВТ (вакуумированием) – 100 % | |
| Примечание – Для вертикальных и горизонтальных швов стенки резервуара, не подлежащих 100 % контролю физическими методами, выбирать участки для проведения контроля в местах пересечения швов и из числа наихудших швов по ВИК, но не менее одного стыка на каждого сварщика в смену, в объеме согласно требованиям графы 4. |
Date: 2016-08-30; view: 1124; Нарушение авторских прав