Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Метод радиографического контроля ( рк ).
|
|
Радиографический метод контроля сварных соединений предусматривает использование рентгеновского гамма-излучения и радиографической пленки для выявления различных дефектов (ГОСТ 3242-79). Данный метод, обладая определенными достоинствами и недостаткам, нашел широкое применение в промышленности. Рентгеновские лучи и гамма-лучи обладают ценными свойствами: способны проходить через непрозрачные предметы (металлы); действуют на фотопленку (рентгеновскую пленку); способны вызвать свечение (флюоресценцию) некоторых химических элементов, что используется при применении усиливающих экранов во время просвечивания сварных швов.
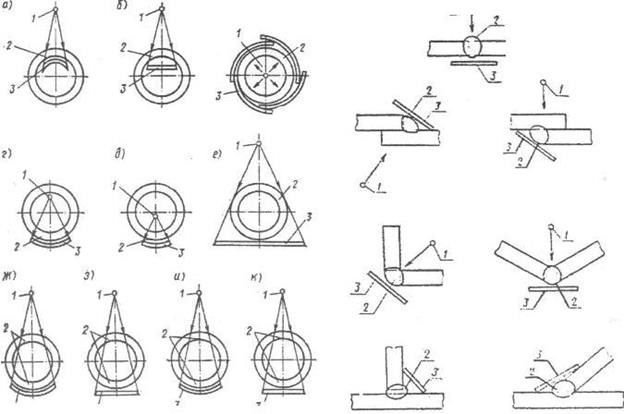
Источником рентгеновских лучей служит рентгеновская трубка. Пучок лучей направляется на сварное соединение перпендикулярно оси шва. С другой стороны шва устанавливают светонепроницаемую кассету, в которой находятся рентгеновская пленка и два экрана, усиливающие изображение. Дефектные места шва - газовые поры, шлаковые включения, трещины и другие - в меньшей степени снижают интенсивность проникающих лучей, чем сплошной металл. Степень засвечивания пленки будет больше в местах расположения дефектов.

Схема просвечивания рентгеновскими лучами
: 1 - рентгеновская трубка; 2 - кассета; 3 - фотопленка; 4 - экраны.
Время просвечивания (экспозиция) зависит от толщины проверяемого металла, фокусного расстояния, интенсивности излучения и чувствительности пленки. После просвечивания пленку проявляют, как это обычно делается в фотографии. На полученном негативе будут видны отдельные, более темные участки, по которым можно судить о наличии и размерах дефектов в сварном шве или околошовной зоне.
При просвечивании рядом со швом (параллельно ему), со стороны источника излучения, устанавливают дефектометр, который служит для определения глубины залегания и величины обнаруженного дефекта. Дефектометр - это пластинка, изготовленная из того же материала, что и просвечиваемый металл. Толщина пластинки должна быть равна усилению шва.
Дефектометры бывают канавочные, проволочные, пластинчатые.
Чувствительность контроля (наименьший диаметр выявляемой на снимке проволоки проволочного эталона, наименьшая глубина выявляемой на снимке канавки канавочного эталона, наименьшая толщина пластинчатого эталона, при которой на снимке выявляется отверстие с диаметром равным удвоенной толщине эталона) не должна превышать значений установленных технической документацией. В промышленности для просвечивания изделий применяют серийные аппараты:
- стационарные (РАП 150/300-01 и др.);
- передвижные (РАП 150/300-10; РУП 150/300- 10 и др.);
- переносные (Арина 02; Арина 02М; Арина 05- 2М и др.).

Перед просвечиванием шов должен быть очищен от шлака, брызг металла, окалины и других загрязнений. Наружные дефекты (подрезы, наружные поры, незаплавленные кратеры и др.) должны быть исправлены. Просвечивание швов с видимыми дефектами категорически запрещается, поскольку на рентгеновской пленке должны фиксироваться только скрытые дефекты.
Date: 2016-08-29; view: 611; Нарушение авторских прав