Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Приспособления для сварки.
|
|
Для выполнения основных и вспомогательных операций процесса сварки необходимы кроме сварочного аппарата, источника питания дуги и аппаратуры управления, дополнительные приспособления и механизмы, образующие вместе с указанным выше оборудованием пост или установку для ручной, автоматической или полуавтоматической сварки. Эти приспособления и механизмы весьма различны в зависимости от формы и размеров изделия, характера производства и т. д.
Они могут быть разделены на следующие группы:
- сварочные и сборочно-сварочные технологические приспособления;
- приспособления для укладки и кантовки свариваемых изделий;
- несущие металлоконструкции и тележки для рабочего и маршевого движения сварочных аппаратов;
- металлоконструкции и механизмы для обслуживания зоны сварки;
- транспортные устройства и др.
Технологические приспособления для сварки.
Применение сборочно-сварочных приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно отвечать следующим требованиям:
- быть удобным в эксплуатации, обеспечивать проектные размеры изделия,
- быструю установку элементов и съем собранного или сваренного изделия,
- иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ.
Тип приспособления определяется серийностью производства и степенью сложности конструкции.
В единичном производстве обычно применяют универсальные приспособления. В серийном производстве, в зависимости от количества изготовляемых однотипных изделий, используют как универсальные, так и специализированные приспособления. В массовом производстве распространены приспособления различных типов, от простых до сложных, быстродействующих, с элементами автоматики.
Универсальные приспособления для сборки под сварку.
Универсальные приспособления для сборки, как правило, просты и выполняются переносными. Они не всегда обеспечивают необходимую точность и рассчитаны на проверку правильности сборки и установочных размеров.
Переносные зажимы предназначены для фиксации взаимного положения свариваемых деталей (рис. 1). Зажимные приспособления могут использоваться при сварке определенных деталей, а также при изготовлении узлов и конструкций. В этом случае ими оснащаются стенды, стеллажи и другое вспомогательное оборудование. Их изготовляют в виде струбцин и болтовых зажимов, позволяющих собирать детали любого профиля.
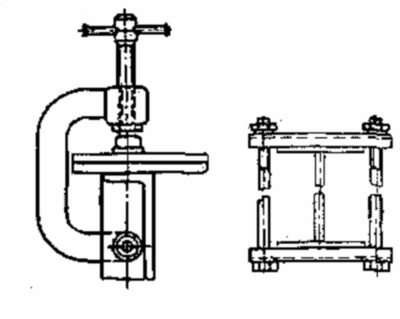
Рис.1.
Для сборки под сварку изделий из листового проката применяют клиновые и зажимные скобы (Рис. 2). Для фиксации тонких листов и коротких деталей из профильного проката служат пружинные зажимы.
 Рис.2.
Рис.2.
Прихваты используют в основном при монтаже крупных конструкций (рис. 3). Отдельные элементы прихватов временно приваривают к собираемым деталям, а после сварки удаляют. Прихваты бывают жесткие и регулируемые.
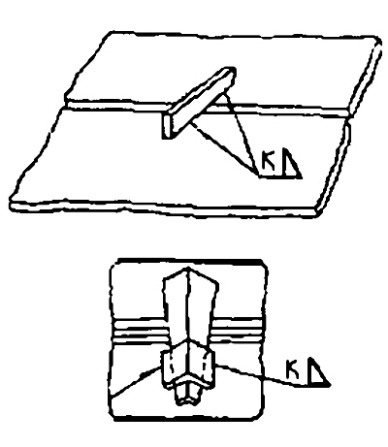
Рис.3.
Стяжки применяют для сближения кромок свариваемых деталей до заданных размеров. Наибольшее распространение нашли винтовые стяжки (рис. 4).

Рис.4.
• Стяжка с болтом и приваренными угольниками для сварки крупных конструкций из листового проката.
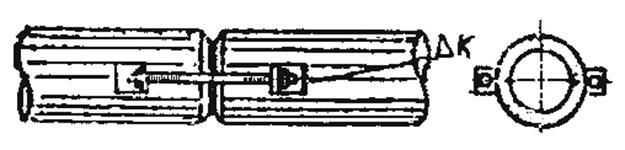
• Стяжное приспособление с приваренными временными угольниками для сборки труб. Оно применяется ограниченно и только на трубах из углеродистых сталей.

• Стяжка винтовая для сборки конструкций и деталей из листового, полосового и профильного проката.

• Рычажно-винтовая стяжка. Для сборки стыков труб наибольшее применение находят стяжные винтовые приспособления хомутного типа, которые не создают жесткого закрепления стыкуемых элементов.
Распорки и домкраты служат для фиксации изнутри изделий с замкнутым профилем, для выравнивания кромок цилиндрических изделий, для удаления вмятина и др. (рис.8). При сварке цилиндрических изделий распорки применяют в сочетании со стяжными кольцами. Если диаметр обечаек невелик, применяют распорные кольца, а при больших диаметрах - винтовые распоры или домкраты (рис. 9).
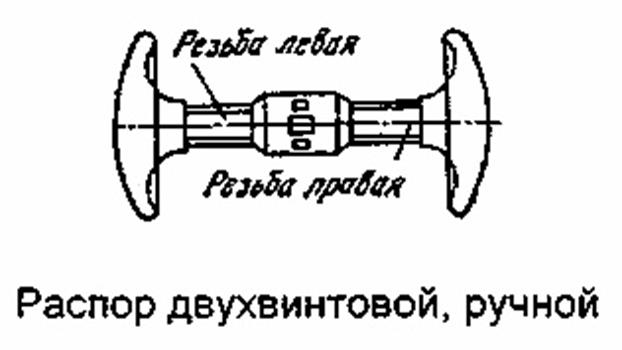
Рис.8.
Усилия в распорках и домкратах создаются механическим, гидравлическим или пневматическим приводами.
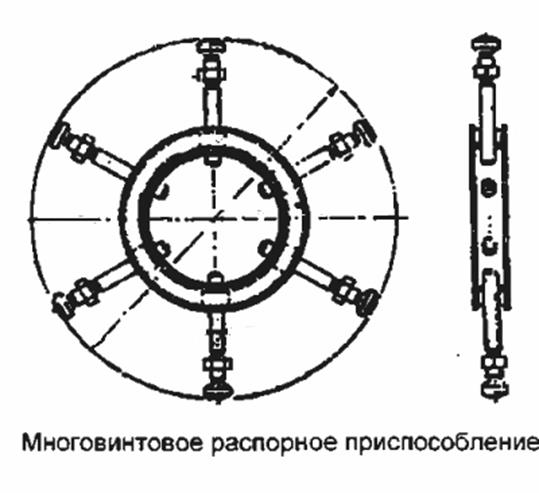
Рис.9
Центраторы предназначаются для закрепления отдельных труб или подобных изделий, так чтобы они не имели сдвига и поворота в направлениях трех координатных осей (рис. 10). Они позволяют совместить цилиндрические поверхности стыкуемых изделий (труб, секций из труб и др.) для выполнения сварочных работ. В зависимости от положения центраторов относительно установочных поверхностей, центраторы подразделяются на наружные (схватывающие) и внутренние (распорные).
Наружные центраторы применяют при сборке труб в секции для сварки на заготовительных базах или в зоне строительных площадок.

Рис.10.
Хотя конструкторское исполнение наружных центраторов различно, они выполняют одну операцию по обеспечению соосности и совмещению торцевых кромок труб.
Примеры наружных центровочных приспособлений для сборки труб.
Широкое распространение получили наружные многозвенные центраторы типа ЦНУ (Рис. 11).
Они состоят из двухрядной пластинчатой цепи, два крайних звена которой выполнены в виде крюков, закрепляемых на цапфах гаек винтовой стяжки. Стяжной винт имеет правую и левую резьбы. На концах винта предусмотрены шестигранные выступы под трещоточный ключ. Для центровки труб при сборке центратор накладывают на стык и вращением винта затягивают его на трубах. Универсальность конструкции при переходе с одного диаметра трубы на другой достигается изменением числа звеньев.
 Рис.11.
Рис.11.
Центраторы для сборки труб диаметром 426... 1220 мм могут быть оснащены в месте стяжного винта силовым гидравлическим цилиндром (рис. 12). Центратор наружный гидравлический представляет собой пластинчатую двухрядную цепь, стягиваемую на концах стыкуемых труб домкратом, размещенным внутри скобы. Привод домкрата осуществляется от гидравлической насосной станции.
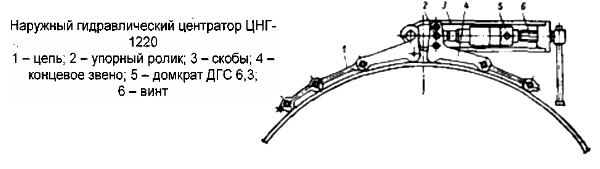
Рис.12.
Внутренние центраторы обеспечивают наиболее качественную сборку труб благодаря более точному совпадению их кромок. При центровке стык открыт снаружи, что обеспечивает свободный доступ к месту сварки. Применение внутренних центраторов позволяет повысить производительность и степень механизации сборки для сварки как поворотных, так и неповоротных стыков трубопроводов. Внутренние центраторы по конструкции механизма центрирующих устройств можно классифицировать на четыре группы: с механическим, гидравлическим, электромеханическим, пневматическим разжимными приводами. Выбор центрирующих устройств зависит от диаметра труб и системы энергоснабжения.
Date: 2016-08-29; view: 1320; Нарушение авторских прав