Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Гладкие калибры и их допуски
|
|
Калибрами – называют бенекальные инструменты, предназначенные для контроля размеров, формы и расположения поверхностей детали.
Калибры бывают: предельные и нормальные.
Предельные калибры позволяют определять, находится ли проверяемый размер в пределах допуска. При образовании таких посадок такой контроль гарантирует качественное соединение деталей.
Нормальным калибром называется точные шаблоны, которые служат контрольного сложения профилей, например эвольвентных.
О годности детали судят по равномерности зазора между проверяемым профилем и рабочим профилем нормального калибра. Наиболее часто предельный калибр применяют для контроля цилиндрических валов и отверстий.
Валы проверяют калибрами – скобами, отверстия – калибрами – пробками.

Таким образом при контроле валов годными окажутся валы, которые проходят в раствор губок ПР = dmax и не проходят НЕ = Dmax. В соответствии с этим калибры делятся на проходные ПР и непроходные НЕ. Детали, которые не проходят через проходные калибры, относятся к исправленному браку, а детали, которые проходят через непроходящее к неисправленному.
По назначению предельные калибры подразделяются на: рабочие, приемные, контрольные.
Рабочие калибры предназначены для контроля деталей в процессе их изготовление, или пользуются рабочие и контролёры ОТК завода изготовителя. В последнем случае часто применяют частично изношенные калибры ПР и новые НЕ.
Приёмные (П – проходной, Н – непроходной) применяют для приёмки деталей представителями заказчика. Как правило, ими служат изношенные проходные и новые непроходные калибры, чтобы не браковались детали, правильно изготовленные и принятые по рабочим калибрам.
Контрольные служат для контроля износа рабочих калибров.
Калибры изготавливают из инструментальных и углеродистых цементируемых сталей. Для повышения износостойкости применяют твёрдосплавные калибры.
Допуски калибров
Поля допусков калибров располагается относительно их номинальных размеров следующим образом: непроходная сторона, проходная сторона, границы износа.
Для изготовления калибров предусмотрены следующие допуски: Н – на рабочие калибры – пробки; Hs – на те же калибры со сферическими измерительными поверхностями; Н1 – на калибры – скобы; Нр – на контрольные калибры (предназначенные для контроля скоб).
Поле допуска отверстийПоле допуска валов


Точность формы деталей. Шероховатость поверхностей
В процессе изготовления деталей возникает погрешность, не только размеров, но так же формы и расстояния номинальных поверхностей, кроме того, режущие элементы любого инструмента оставляют на обрабатываемых поверхностях следы в виде чередующихся выступов и впадин. Эти неровности создают шероховатость и волнистость поверхностей. Таким образом, на чертежах форму деталей задают идеально точными номинальными поверхностями, плоскостями, профилями. Изготовленные детали имеют реальные поверхности, которые отличаются от номинальных отклонений формой и расположением, а так же шероховатостью и волнистостью. Отклонение формы поверхности называется отклонения формы реальной поверхности от номинальной. В общем случае в отклонение формы входит волнистость и не входит шероховатость. Отклонение формы отсчитывается от точек реальной поверхностей до прилегающих поверхностей, прямой, профиля по формам к ним. Прилегающая поверхность – плоскость, соприкасающаяся с реальной поверхностью и расположенная так, чтобы отклонения от неё до наиболее удачных точек реальной поверхности в пределах нормируемого участка имела минимальное значение.
Прилегающая окружность-окружность минимального диаметра, описанная вокруг реального профиля наружной поверхности вращения, или максимального диаметра, вписанная в реальный профиль внутренней поверхности вращения.
Прилегающая плоскостьПрилегающая прямая


Прилегающий цилиндр
Отклонения формы, а часто и расположение оценивают наибольшим отклонением, при этом должно обеспечиваться, что d < Т, где Т – допуск формы или расположения.
Поле допуска формы представляет собой область в пространстве или на плоскости, внутри которой должны находиться все точки реальной поверхности или реального профиля. Отклонение от плоскости определяется по наибольшему наклонению d. В частном случае отклонения от плоскости является выпуклость и вогнутость. Отклонение от формы цилиндрической поверхности характеризуется нецилиндричностью.


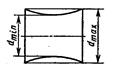
Частным случаем отклонения цилиндричности является:
1) Конусность 2) Бочкообразность 3) Седловидность

Основные причины появления отклонений.
Формы цилиндрической поверхности
Ø Овальность – биение шпинделя станка
Ø Огранка – изменение линейных центров вращения детали
Ø Конусность – износ резца, неспособность штенделя и задней балки
Ø Бочкообразность - деформация длинных валов при обработке
Date: 2016-07-25; view: 509; Нарушение авторских прав