Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
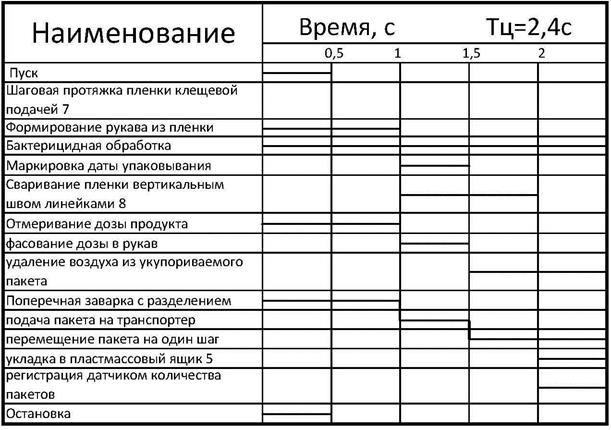
Технологическая циклограмма
|
|
Аввакумова
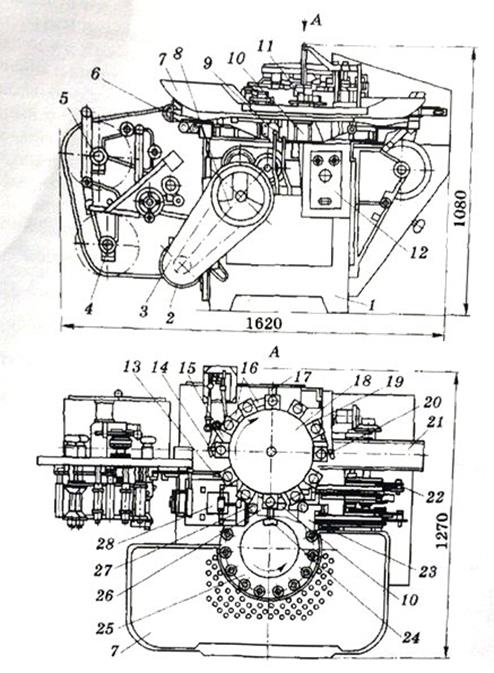
Автомат модели А5-АКП-2, Изготавливаемый объект в процессе обработки дискретно или непрерывно последовательно перемещается по всем рабочим позициям; при этом исполнительные механизмы(орудия труда) неподвижны и занимают на каждой позиции заданное им положение. Предназначенный для изготовления плоскосложенных пакетов, состоит из станины 1 (рис. 10.3), питателя 27, устройства 2 предварительного перегиба заготовок, устройства 3 нанесения клея, устройства 20 формирования плоскосложенных пакетов, устройства 18 прокатывания и выдачи плоскосложенных пакетов, а также комбинированного выводящего транспортера 13, электродвигателя 12 с системой передачи движений и пульта управления.
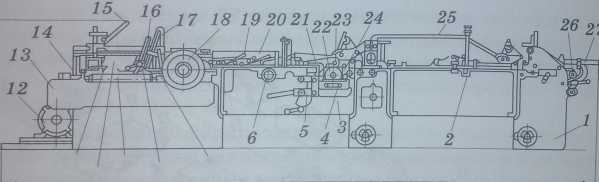
Массивная станина 1 изготовлена из нескольких литых стальных частей. На ней крепятся все функциональные устройства и механизмы автомата, соединенные с электродвигателем системой кинематически связанных между собой механизмов передачи движений, расположенных внутри станины, технологические окна которой закрывают соответствующие дверцы и крышки.
Питатель 27 содержит кассету, образованную двумя укрепленными на станине боковинами, соединенными стяжками, а также установленными поперек пластинами с отсекателем и расположенным под ними транспортером 26. Отсекатель заготовок устанавливается так, чтобы его нижняя кромка образовывала над движущимися ремнями транспортера зазор, обеспечивающий поочередное прохождение под ней по одной флатовой заготовке из уложенной в кассету стопы.
Устройство 2 предварительного перегиба заготовок содержит транспортирующий механизм, который состоит из операционного транспортера и установленных над ним рольгангов. В пазах коробчатых корпусов этих рольгангов расположены подпружиненные держатели с роликами, обеспечивающими прилегание находящегося под ними и синхронно движущегося бесконечного ремня 25 к верхней ветви операционного транспортера, перемещающего подаваемые флатовые заготовки. Устройство 3 (см. рис. 10.3) нанесения клея содержит укрепленный на валу клеенаносящий диск 22, который вращается © емкости е клеем, опущенной в ванну 4 с горячей водой, постоянно подогреваемой имеющимися электронагревателями. Ванна шарнирно соединяется со станиной таким образом, что с помощью храпового сектора 5 можно менять ее положение относительно диска 22, над которым, в свою очередь, располагается нажимной ролик 23, установленный в кронштейне. Необходимый зазор между нажимным роликом 23 и клеенаносящим диском 22 устанавливается с помощью упорного винта 21, расположенного в кронштейне, а излишки клея снимаются с диска сопрягающимся с ним скребком 24. В этом устройстве диском 22 сначала накатываются полоски клея на язычки перемещаемых операционным транспортером заготовок, а затем его профильные направляющие загибают левую стенку заготовок по бигу В на 90°. Далее заготовки переходят в устройство 20.
Устройство 20 формирования плоскосложенных пакетов содержит установленные над операционным транспортером рольганги 19
Устройство 18 прокатывания и выдачи плоскосложенных пакетов состоит из закрепленных на станине двух стоек, на которых расположены нижние и верхние прокатные валки и ролики, обеспечивающие обжатие клеевого шва и линий перегиба корпуса пакета, а также нижний 7 и верхний 17 ременные укладчики и установленная на каркасе верхнего укладчика щетка 16, осуществляющие передачу плоскосложенных пакетов на комбинированный выводящий транспортер.
Комбинированный выводящий транспортер 13 принимает на себя готовые плоскосложенные пакеты и выводит их из автомата на приемный стол с одновременным обжатием, обеспечивающим закрепление клеевого шва. Он состоит из нижнего и верхнего параллельных ленточных транспортеров, расположенных перпендикулярно к движению операционного транспортера. На прикрепленной к станине раме нижнего транспортера находятся связанный с червячным редуктором 14 (см. рис. 10.3) ведущий барабан 9, ведомый барабан, натяжные ролики и охватывающая их бесконечная транспортирующая лента. Еще к этой раме крепится приемный стол и рама верхнего транспортера, на которой расположен его ведущий барабан 10, ведомый барабан, поддерживающие и нажимные ролики, охватываемые бесконечной транспортирующей лентой. Кроме того, на раме верхнего транспортера крепятся ограничитель 11 подаваемых пакетов, блокирующий механизм 8, который отключает автомат при образовании затора из поступающих пакетов, а также зеркало 15, обеспечивающее визуальное наблюдение за процессом укладки плоскосложенных пакетов между смежными синхронно движущимися ветвями лент нижнего и верхнего выводящих транспортеров. Привод автомата содержит электродвигатель 12, соединенный через вариатор с главным приводным валом системы передачи движений и обеспечивающий через клиноременные, зубчатые, цепные и другие передаточные механизмы взаимосвязанную работу всех функциональных устройств. Вращением маховика 6 вариатора можно плавно изменять скорость движения тяговых органов операционных транспортеров автомата в пределах от 40 до 2000 м/мин и соответственно регулировать его производительность.
На лицевой панели пульта управления, закрепленном на станине, имеются необходимые кнопки, тумблеры и переключатели, а также лампочки световой индикации. Питание на него подается от трехфазной четырехпроводной сети переменного тока частотой 50 Гц и напряжением 380 В.
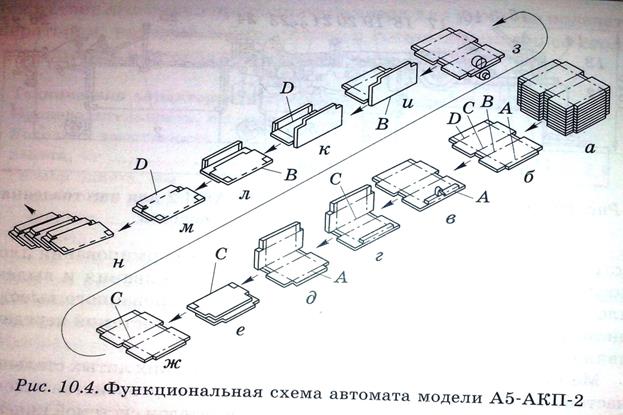
Перед началом работы стопа флатовых заготовок (разверток) вручную укладывается в кассету питателя 27, а в процессе работы автомата периодически пополняется. Превращение этих заготовок в плоскосложенные и продольно склеенные пакеты происходит при их непрерывном поштучном перемещении через последовательно расположенные исполнительные механизмы автомата. При этом из стопы (рис. 10.4, а) в питателе 27 нижние заготовки поочередно выносятся непрерывно движущимся транспортером 26 и поштучно передаются в операционный транспортер. Далее готовые плоскосложенные пакеты захватываются нижним 7 и верхним 17 ременными укладчиками устройства 18 и поштучно передаются в комбинированный выводящий транспортер 13, который принимает готовые пакеты и с одновременным обжатием клеевого шва выводит их из автомата на приемный стол (рис. 10.4, я). Готовые плоскосложенные пакеты оператор забирает со стола и стопами укладывает в транспортную тару.
функциональные устройства автомата:
· направляющие, которые загибают язычок заготовки по бигу А на 180°, а также ролик, прокатывающий этот фальц (рис. 10.4, в);
· роликовые шины, обеспечивающие перегибание правой стенки заготовки по бигу С на 90° (рис. 10.4, г);
· направляющие, которые обеспечивают отгибание язычка заготовки по бигу А в исходное положение (рис. 10.4, 5);
· роликовые шины, обеспечивающие перегибание правой стенки заготовки по бигу С с 90° на 180° (рис. 10.4, е);
· направляющие, которые обеспечивают отгибание правой стенки заготовки по бигу С в исходное положение (рис. 10.4, ж);
· клеенаносящий диск 22, накатывающий полоски клея на язычки заготовок (рис. 10.4, з); профильные направляющие, которые обеспечивают загиба- Ш ние левой стенки заготовки по бигу В на 90° (рис. 10.4, и);
· роликовые шины, загибающие правую стенку заготовки по бигу на 90° (рис. 10.4, к);
· ременные сгибатели, обеспечивающие загибание левой стенки заготовки по бигу В с 90° на 180° (рис. 10.4, л);
· ременные сгибатели, обеспечивающие загибание правой стенки заготовки по бигу D с 90° на 180° (рис. 10.4, м) с образованием между ней и язычком левой стенки клеевого соединения;
· нижние и верхние прокатные валки и ролики устройства 18, обеспечивающие обжатие клеевого шва и линий перегиба корпуса пакета.
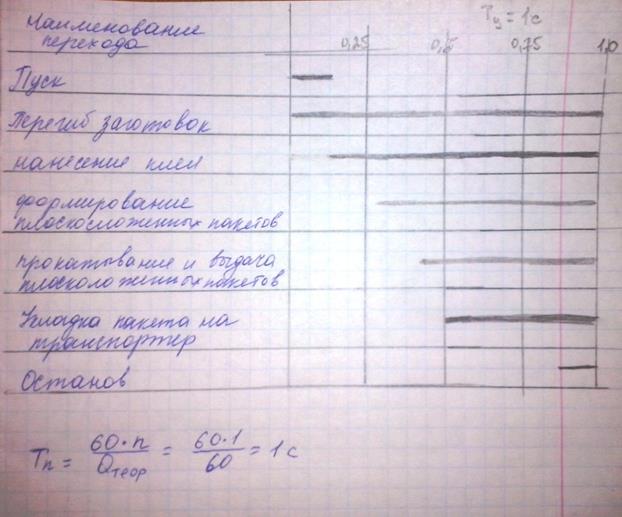
Технологическая циклограмма Автомата А5-АКП-2
Макурина 
Белоусова
Мухаева
Date: 2016-05-18; view: 752; Нарушение авторских прав