Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
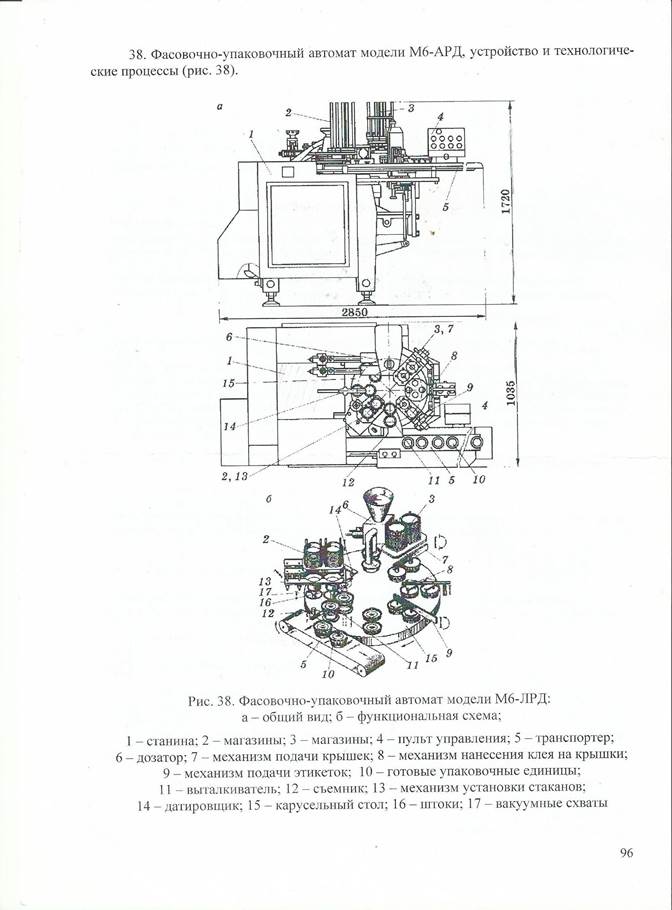
Успехова. Автомат модели М6-ABO для изготовления пакетов из полимерных пленок
|
|
Назначение:
Автомат обеспечивает производство пакетов из пленочных однослойных, полурукавных, рукавных и рукавных с фальцевыми боковыми складками рулонных материалов. На нем можно изготавливать из однослойных пленочных рулонных материалов обертки для книг и тетрадей.
Устройство:

1. Станина, 2.Рукоятка; 3. Пульт управления; 4. Стойка; 5. Приемный лоток; 6. Опорная стенка; 7. Опоры; 8. Устройство фиксации и размотки рулона; 9. Вращающийся ролик; 10 рулон; 11 механизм торможения разматываемого рулона; 12. Направляющий ролик; 13. Отводящий ролик; 14. Формующее устройство; 15. Кронштейн; 16. Маркировочное устройство; 17. Механизм шаговой подачи ленты; 18. Устройство термоконтактной сварки и отрезки пакетов; 19. Механизм подачи готовых пакетов; 20. Опорная рейка; 21. Регулировочный винт; 22. Профильные направляющие; 23. Стол станины; 24. Коромысло; 25. Поперечная балка; 26. Мастичная подушечка; 27. Механизм продольной резка полотна; 28. Прижимные ролики; 29. Рычаг; 30. Кулачок; 31. Клиноременная передача; 32. Электродвигатель; 33. Приводной рычаг; 34. Редуктор; 35 Кулачок; 36. Груз; 37. Звездочка; 38. Клеше; 39. Тяга; 40. Направляющий козырек.
Принцип действия:
Перед началом работы рулон 10 однослойной пленки устанавливается на оси устройства 8 фиксации и размотки, а затем конец ленты проводится под роликом 9 механизма амортизации и натяжения, образующим из нее компенсационную петлю, и далее через направляющий ролик 12 по козырьку 40 вводится в формующее устройство 14, профильные направляющие 22 которого обеспечивает загибание краевых частей однослойной ленты на 180 градусов со складыванием ее в симметричный сдвоенный полурукав. Сложенная лента протягивается по столу 23 под поперечный балкой 25 маркировочного устройства 16 и через лезвие механизма 27, продольно разрезающее ее по оси симметрии, вводится между синхронно вращающимися валками механизма 17 шаговой подачи. Затем прокручиванием от штурвала ручного привода валков механизма подачи конец ленты пропускается между разомкнутыми линейками устройства 18 термоконтактной сварки и вводится между нижним валком и прижимающимися к нему роликами 28 механизма 19 подачи готовых пакетов. Если пакеты изготавливаются из полурукавной рулонной ленты, то она подается в исполнительные механизмы автомата через отводящий ролик 13, закрепленный над направляющим роликом 12, минуя формующее устройство 14, а лезвие механизма 27 при этом удаляется из предусмотренного для него отверстия в столе 23 станины.
После заправки лента вращением рукоятки 2 устанавливается шаг ее подачи, соответствующий ширине изготавливаемых пакетов, и автомат включается в работу. Каждый рабочий цикл начинается с автоматической подачи ленты валками механизма 17 на заданный шаг. При этом профильные направляющие 22 формующего устройства 14 складывают продвигаемое однослойное полотно в симметричный сдвоенный полурукав, а лезвие механизма 27 разрезает его по продольной оси симметрии. Следующими включаются в работу маркировочное устройство 16 и устройство 18 термоконтактной сварки и отрезки пакетов. От вращающегося кулачка 35 клише 38 маркировочного устройства опускается и, прижимаясь к поверхности ленты, отпечатывает на ней соответствующую маркировку. После этого клише возвращается в исходное положение, где его рабочая поверхность на подушечке 26 смазывается новым слоем мастики. В это же время лента зажимается между опускающейся сварочной и опорной линейками устройства 18, и контактирующие с ней нагревательные элементы линейки сваривают верхний и нижний слои пленочного полотна двойным поперечным швом. Одновременно просечной нож разрезает материал между этими швами, отделяя от полотна два параллельных готовых пакета, а при использовании полурукавной ленты – один пакет. Затем сварочная линейка возвращается в верхнее исходное положение, и начинается следующий цикл с подачи ленты валками механизма 17 на следующий шаг. При этом синхронно вращающимися нижним валком и прижимными роликами механизма 19 готовые пакеты отводятся от сварочных линеек и укладываются в стопу на приемном лотке 5. С лотка стопы готовых пакетов периодически забирает оператор и укладывает их в транспортную тару.
Нагревательный элемент: работает от электродвигателя 32.
Обслуживает один оператор.
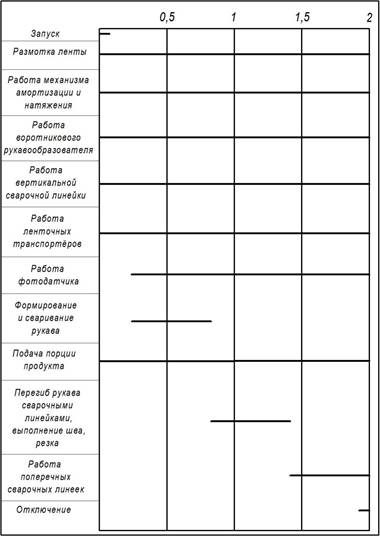
Циклограмма:
Техническая характеристика автомата модели М6-АБО
Производительность, шт/мин:
Из полураковной ленты …………. до 40
Из рукавной ленты ……………………до 80
Из ленты, складываемой в двойной полурукав ………..до 80
Размер пакета, мм:
Из полурукавной ленты:
Ширина…………..80…350
Длина……………..до 480
Из ленты, складываемой в двойной полурукав:
Ширина……………80….250
Длина………………до 220
Мощность электродвигателя, кВт………0,8

| Название | 0,5с | 0,5с | 0,5 с |
| Разматывание полурукава с рулона | |||
| Подача полурукава назначенной длины на механизм сварки | |||
| Сварка шва с одновременным отделением пакета | |||
| Выдача готовых изделий с произвольным их накоплением на лотке |
· Петельская


· Куклинов
Вертикальный однопоточный автомат модели ВАМЭМ-1 предназначен для упаковывания в трёхшовные пакеты, изготавливаемые из рулонной однослойной плёнки или ламинированной полиэтиленом бумаги и алюминиевой фольги, разнообразной лёгко- и трудно- сыпучей продукции, а также мелкоштучных изделий (конфет, макарон, сухофруктов и др.)
При работе в этих автоматах лента 2 упаковочного материала разматывается с рулона 1 и через механизм амортизации и натяжения 3, а также направляющие ролики 4 подаётся на воротниковый рукавообразователь 5, который обеспечивает её сворачивание в рукав на сопрягающейся вертикальной трубе 11 (рис. 1).

Рисунок 1 – Функциональная схема вертикального однопоточного автомата модели ВАЭМ-1: 1 – рулон, 2 – лента, 3 – механизм амортизации и натяжения, 4 – направляющие ролики, 5 – воротниковый рукавообразователь, 6 – дозатор, 7 – вертикальная сварочная линейка, 8 – ленточный транспортёр, 9 – поперечные сварочные линейки, 10 – заполненный пакет, 11 – труба
Края формируемого рукава соединяет непрерывным нахлёсточным швом вертикальная сварочная линейка 7, прижимающая их к трубе 11 в каждом цикле, а его пошаговое продвижение осуществляет пара ленточных транспортёров 8. Заданный шаг цикловой подачи рукава обеспечивается фотодатчиком, считывающим с поверхности ленты специальные метки.
В сформированный и заваренный снизу рукав по фасовочной трубе из дозатора 6 подаётся порция упаковываемой продукции и далее он пережимается над продуктом поперечными сварочными линейками 9. В результате получается один шов, который укупоривает отделяемый от рукава заполненный пакет 10, а другой остаётся на конце рукава, образуя дно следующего пакета.
В зависимости от свойств упаковываемой продукции автомат ВАЭМ-1 может дополнительно оснащаться различными объёмными дозаторами, дозаторами весовыми, устройствами снятия статического электричества, удаления пыли, вакуумирования пакетов и заполнения инертным газом, устройствами, формирующими на пакетах боковые складки и плоское дно.
Данная функциональная схема предполагает использование пневмопривода, согласующегося с поперечными линейками 9, и привода, используемого с ленточными транспортёрами 8.
Ниже приведены некоторые характеристики автомата модели ВАЭМ-1:
· Производительность: до 45 циклов/мин
· Размеры пакетов:
• ширина (80…240 мм)
• высота (не более 300 мм)
· Масса дозируемой продукции: 20…2000 
· Размеры рулона упаковочного материала:
• ширина (не более 500 мм)
• наружный диаметр (не более 320 мм)
· Питание:
• Частота: 50 Гц
• Напряжение: 380 В
· Потребляемая мощность: не более 3 кВт
· Масса: не более 320 кг
В ходе проведённого исследования автомата модели ВАЭМ-1 была предпринята попытка составить циклограмму работы автомата (рис. 2). Для построения циклограммы зададимся производительностью 30 шт./мин и числом параллельных потоков равном 1, тогда период полного рабочего цикла составит 1 с:  =
=  = 2 с [1].
= 2 с [1].
|
Егорова
Горизонтальные автоматы широко применяются для мелкопорционного упаковывания гранулированной сыпучей и мелкоштучной продукции в трехшовные пакеты, которые изготавливаются из однослойного пленочного материала, поступающего с одного рулона. К такому оборудованию относится горизонтальная упаковочная машина модели ВАЭМ 4/1-10/Г, которая разработана и серийно изготавливается группой компаний ЗАО «ВАЭМ» (Беларусь). Этот автомат предназначен для упаковывания сыпучей и трудносыпучей продукции в плоские пакеты из рулонной пленки и ламинированной полиэтиленом бумаги. В зависимости от свойств упаковываемой продукции она комплектуется адекватным дозатором, а также может дополнительно оснащаться системой удаления пыли и укладчиком пакетов с продукцией в транспортную тару.
Устройство, технологические процессы и операции горизонтального упаковочного автомата показаны на рис. 1.
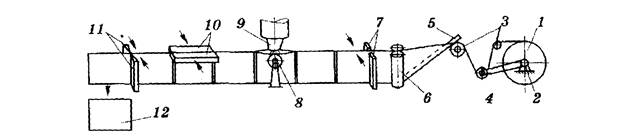
Рис. 1. Функциональная схема горизонтального автомата
ВАЭМ 4/1-10/Г:
1 - рулон; 2 - механизм размотки; 3 - направляющие ролики; 4 – механизм амортизации и натяжения ленты; 5 - формующий треугольник; 6 – шаговая валковая подача; 7 – вертикальные сварочные линейки; 8- механизм раскрытия пакетов; 9 - дозатор; 10 - горизонтальные сварочные линейки; 11 - зажимные планки; 12 - готовая упаковочная единица
Технологический процесс пакетоформирующего упаковочного горизонтального автомата осуществляется следующим образом. Рулон с упаковочным материалом 1 (рис. 1) устанавливается в механизме размотки 2, а затем лента с него через направляющие ролики 3 и механизм амортизации и натяжения ленты 4 подается в исполнительные механизмы автомата. К исполнительным механизмам относятся формующий треугольник 5, шаговая валковая подача 6, устройство термоконтактной сварки с вертикальными линейками 7, механизм раскрытия пакетов с вакуумными присосками 8, а также дозатор 9, механизм укупоривания пакетов с горизонтальными сварочными линейками 10 и клещевая подача, на зажимных планках 11 которой располагается отрезной нож. На следующей исполнительной позиции к стенкам сформированного пакета прикрепляются вакуумные присоски и, расходясь, раскрывают горловину пакета под загрузочным соплом дозатора, фасующим в пакет отмеренную порцию упаковываемой продукции. После этого вакуум в присосках отключается, и пакет перемещается в полурукавном полотне на позицию укупоривания, где смыкающимися горизонтальными сварочными линейками 10 герметично заваривается его горловина. Затем смыкающимися зажимными планками 11 клещевой подачи, срабатывающей синхронно с валковой подачей 6, полурукавное полотно перемещается на следующий шаг, равный ширине пакета. При этом вертикальный нож, встроенный в эти планки, разрезает полотно между сдвоенным вертикальным швом и отделяет от него готовую упаковочную единицу 12, которая по отводящему наклонному лотку перемещается на приемную позицию для укладки в транспортную тару, а разомкнувшиеся зажимные планки 11 клещевой подачи в это время возвращаются в исходное положение для выполнения следующего цикла.
Date: 2016-05-18; view: 1269; Нарушение авторских прав