Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Программа обработки детали на станке с ЧПУ
|
|
Программа обработки детали:
| Текст программы | Комментарий |
| %; :Прграмма обработки на токарном обрабатывающем центре 11Б40ПФ4 | |
| N10 G90 G95 G00 X20 Z47 T01; | Перемещения задаются в абсолютных координатах. Подача задается в мм/об. Подвод на быстром ходе резца контурного точения к детали 0-1 (ПИ3) |
| N20G01 X15 Z47 F0,144 S600 m08; | Обработка торца 1-2, включение СОЖ (р3) |
| N30 G01 X-15 Z47; | Обработка торца 2-3 |
| N40 G01 X-15 Z50 m09; | Отвод резца и выключение СОЖ 3-4 |
| N50 G00 X200 Z100; | Отвод резца на быстром ходе в позицию смены инструмента 4-0 |
| N60 m06 T02; | Смена инструмента на ПИ2 (р2) |
| N70 G00 X9 Z47 T02 m08; | Подвод инструмента к детали 0-5, включение СОЖ |
| N80 G01 X9 Z42 F0,144 S600; | Токарная обработка 5-6 |
| N90 G01 X9 Z47; | Отвод резца 6-5 |
| N100 G00 X200 Z100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ |
| N110 m06 T03; | Смена инструмента на ПИ4 (р5) |
| N120 G00 X13.25 Z40 T03 m08; | Подвод инструмента в точку 7, включение СОЖ |
| N130 G01 X8 Z40; | Токарная обработка 7-8 |
| N140 G01 X13.25 Z40; | Отвод резца 8-7 |
| N150 G00 X200 Z100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ |
| N160 m06 T04; | Смена инструмента на резец резьбовой ПИ5 |
| N170 G00 X7 Z55 T04; | Подвод на быстром ходе резца к детали 0-9 |
| N180 G01 X7 Z47 m08; | Нарезание резьбы, включение СОЖ 9-10 |
| N190 G32 X7 Z41 F1; | Нарезание резьбы, шаг 1 10-11 (р4) |
| N200 G00 X200 Z100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 11-0 |
| N210 M06 T05; | Смена инструмента на сверло средней серии |
| N220 G00 X0 Z55 T05; | Подвод инструмента в точку 12 |
| N230 G01 X0 Z47 F0.064 S600 m08; | Сверление отверстия, включение СОЖ 13-14 |
| N240 G01 X0 Z-10; | Отвод сверла |
| N250 G00 X200 Z100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 14-0 |
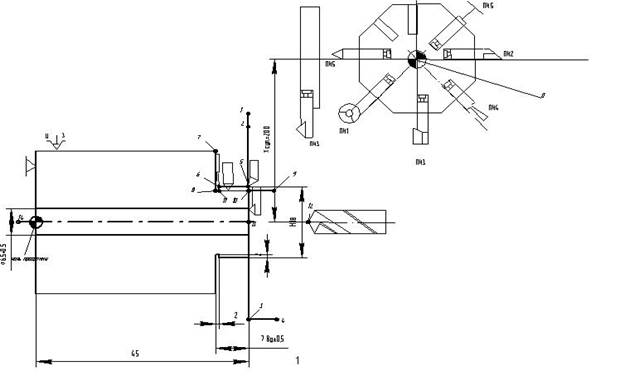
Рисунок 1. Заготовка и операционный эскиз для обработки на токарном обрабатывающем центре (крепление слева)
Перезакрепляем деталь, координаты остаются прежние.
| N260 G01 X13.5 Z-7 F0.144 S600 m08 T02; | Токарная обработка резцом 18-19, включение СОЖ |
| N270 G01 X13.5 Z-50; | 18-19 (р18) |
| N280 G00 X200 Z-100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 19-0 |
| N290 m06 T03; | Смена инструмента на ПИ4 |
| N300 G00 X15 Z-11 T03 m08; | Подвод резца в точку 15, включение СОЖ |
| N310 G01 X8 Z-11; | Обработка 15-20 (р17) |
| N320 G00 X200 Z-100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 20-0 |
| N330 m06 T02; | Смена инструмента (р16) |
| N340 G00 X10 Z-13 T02 m08; | Подвод резца в точку 21, включение СОЖ |
| N350 G01 X10 Z-50; | 21-22 |
| N360 G00 X200 Z-100 m09 | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 22-0 |
| N370 m06 T04; | Смена инструмента на резец резьбовой ПИ5 |
| N380 G00 X8 Z-13 T04 m08; | Нарезание резьбы, включение СОЖ (р11) |
| N390 G32 X8 Z-20 F1; | Нарезание резьбы, шаг 1 24-23 |
| N400 G00 X200 Z-100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 23-0 |
| N410 G00 X200 Z-100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 28-0 |
| N420 m06 T01; | Смена инструмента на резец контурного точения |
| N430 G00 X9 Z45 m08; | Подвод на быстром ходе резца контурного точения к детали 0-6’ |
| N450 G01 X0 Z45; | Обработка торца 6’-0’ |
| N460 G00 X200 Z-100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 0’-0 |
| N470 m06 T06; | Смена инструмента на резец контурного точения |
| N480 G00 X9 Z-35 m08; | Подвод фрезы в точку 26 на БХ |
| N490 G77 X5 Z-20; | Многопроходной продольный цикл с точки 26-27 (р12,13) |
| N500 P12; | За один проход снимается 2 мм стружки |
| N510 P24.5; | Длина конусного участка 4,5мм |
| N520 G00 X9 Z-35; | Подвод фрезы в точку 26 на БХ |
| N530 G77 X5 Z-47; | Многопроходной продольный цикл с точки 26-28 (р12,13) |
| N540 P12; | За один проход снимается 2 мм стружки |
| N550 P210.77; | Длина конусного участка 10,77 мм |
| N560 G00 X200 Z-100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 29-0 |
| N570 m06 07; | Смена инструмента на фрезу шлицевую из быстрорежущей стали |
| N580 G00 X22 Z-27 m05 T07; | Подвод фрезы в точку 30, останов вращения шпинделя (р9, 15) |
| N590 G78 G01 X12 Z-27 m08; | Начало фрезерования с точки 31, включение сверлильной оси и СОЖ |
| N600 G01 X12 Z-45; | Фрезерование прорези 31-32 |
| N610 G00 X22 Z-27; | Отвод резца на быстром ходе в точку 30 |
| N620 m03 m40 S600 G04 0.033сек; | Вращение шпинделя по часовой стрелке на III диапазоне, выдержка времени 0,033 секунды. Происходит поворот детали на 120° |
| N630 G01 X12 Z-27; | Начало фрезерования с точки 31 |
| N640 G01 X12 Z-45; | Фрезерование прорези 31-32 |
| N650 G00 X22 Z-27; | Отвод резца на быстром ходе в точку 30 |
| N660 m03 m40 S600 G04 0.033сек; | Вращение шпинделя по часовой стрелке на III диапазоне, выдержка времени 0,033 секунды. Происходит поворот детали на 120° |
| N670 G01 X12 Z-27; | Начало фрезерования с точки 31 |
| N680 G01 X12 Z-45; | Фрезерование прорези 31-32 |
| N690 G00 G79 X200 Z-100 m09; | Отвод резца на быстром ходе в позицию смены инструмента, выключение СОЖ 29-0 |
| N700 m02; | Конец программы |

Рисунок 2. Заготовка и операционный эскиз для обработки на токарном обрабатывающем центре (крепление справа)
Таблица 1. Координаты опорных точек
| Номер точки | X | Z |
| -15 | ||
| -15 | ||
| 6’ | ||
| 0’ | ||
| 13,5 | ||
| -10 | ||
| -11 | ||
| 13.5 | -11 | |
| -11 | ||
| 13.5 | -7 | |
| 13.5 | -50 | |
| -11 | ||
| -13 | ||
| -50 | ||
| -20 | ||
| -13 | ||
| -35 | ||
| 25’ | -34 | |
| 25’’ | -33 | |
| -35 | ||
| -20 | ||
| -47 | ||
| -33 | ||
| -27 | ||
| -27 | ||
| -45 | ||
| Смена инструмента |
Программа обработки детали на шлифовальном станке универсальном высокой точности 3М132МВФ2
Программа обработки детали:
| Текст программы | Комментарий |
| %; :Прграмма обработки на шлифовальном станке 3М132МФ2 | |
| N10 G90 G95; | Перемещения задаются в абсолютных координатах. Подача задается в мм/об. Подвод на быстром ходе круга шлифовального к детали 0-1 (ПИ3) |
| N20 m06 T01; | Выбираем инструмент шлифовальный круг |
| N30 G00 X15 Z35 m08 m03 S1250; | Подводим на быстром ходе инструмент в точку 1. Включаем шпиндель и подачу СОЖ. |
| N40 G01 X9 Z35 F0.25; | Подводим круг к детали 1-2 |
| N50 G01 X5 Z45 | Шлифуем деталь 2-3 |
| N60 G01 X5 Z55 | Отводим круг от детали 3-4 |
| N70 G00 X200 Z100 m09 m05 | Отвод круга на быстром ходе в позицию смены инструмента, выключение СОЖ 4-0 |
| N80 m02 | Конец программы |
Таблица 2. Координаты опорных точек
| Номер точки | X | Z |
| Смена инструмента |

Рисунок 3. Заготовка и операционный эскиз для обработки на шлифовальном станке
Полуавтомат круглошлифовальный универсальный 3М132МВФ2-2 Модель: 3М132МВФ2-2
 ОКП: 381311
ОКП: 381311
Год начала выпуска: 1988
Класс точности: В
Наибольший диаметр обрабатываемой детали, мм 280
Наибольшая длина обрабатываемой детали, мм 1000
Длина шлифования, мм 900
Min частота вращения шпинделя об/м:
Max частота вращения шпинделя, об/м: 1590
Мощность, кВт: 11
Размеры (Д_Ш_В), мм: 4950_2750_1980
Масса станка с выносным оборудованием, кг: 6700
Описание:
Предназначены для наружного и внутреннего шлифования цилиндрических и конических поверхностей изделий; возможно шлифование плоских фланцевых поверхностей. Изделие может быть установлено в центрах и приводится во вращение поводком, закрепленным на торце шпинделя передней бабки или в токарном патроне. На полуавтоматах можно осуществлять следующие виды шлифования: при ручном управлении: продольное и врезное шлифование; шлифование фланцевых и торцевых поверхностей; шлифование отверстий;
Токарно-револьверный многооперационный автомат с ЧПУ мод. 11Б40ПФ4
 Токарно-револьверный многооперационный автомат с ЧПУ мод. 11Б40ПФ4 предназначен для полной обработки деталей высокой сложности из калиброванного прутка диаметром по 40 мм и штучных заготовок диаметром до 125 мм в условиях мелко- и среднесерийного производства. На автомате можно производить следующие виды обработки: неподвижным инструментом—обточку, расточку, подрезку торцов, прорезку канавок, сверление, зенкерование, развертывание центрального отверстия, нарезку резьбы метчиком и плашкой, нарезку резьбы резцом, точение и растачивание сложных криволинейных поверхностей; вращающимся инструментом — поперечное и продольное сверление, зенкерование, развертывание, нарезку резьбы метчиком, зенкерование отверстий, прорезку шлицев дисковой фрезой, фрезерование шпоночных пазов, прорезку торцовых пазов пальцевой фрезой, фрезерование поперечных лысок. Сначала производится обработка заготовки в кулачках левой бабки, затем после автоматического зажима ее в кулачках правой бабки производится обработка обратной стороны.
Токарно-револьверный многооперационный автомат с ЧПУ мод. 11Б40ПФ4 предназначен для полной обработки деталей высокой сложности из калиброванного прутка диаметром по 40 мм и штучных заготовок диаметром до 125 мм в условиях мелко- и среднесерийного производства. На автомате можно производить следующие виды обработки: неподвижным инструментом—обточку, расточку, подрезку торцов, прорезку канавок, сверление, зенкерование, развертывание центрального отверстия, нарезку резьбы метчиком и плашкой, нарезку резьбы резцом, точение и растачивание сложных криволинейных поверхностей; вращающимся инструментом — поперечное и продольное сверление, зенкерование, развертывание, нарезку резьбы метчиком, зенкерование отверстий, прорезку шлицев дисковой фрезой, фрезерование шпоночных пазов, прорезку торцовых пазов пальцевой фрезой, фрезерование поперечных лысок. Сначала производится обработка заготовки в кулачках левой бабки, затем после автоматического зажима ее в кулачках правой бабки производится обработка обратной стороны.
Автомат имеет следующую компоновку: на низком основании монтируются наклонная станина, коробка скоростей главного привода, блоки гидропривода и связывания. Отдельно устанавливается бак для охлаждающей жидкости и конвейер для стружки. На передней наклонной плоскости (под углом 20° к вертикали) станины монтируются в направляющих качения навстречу и соосно друг другу две шпиндельные бабки, перемещающиеся вдоль продольной оси. На левом и правом торцах станины установлены приводы продольных подач. На верхней плоскости станины крепится угольник, по которому перемещается вдоль поперечной оси и направляющих качения суппорт с револьверной головкой. К угольнику кренится привод поперечной подачи. Сзади к станине крепится шкаф с электро- и гидрооборудованием. Задняя полость основания служит резервуаром для смазочной жидкости, в той же зоне размещается блок смазывания. Слева от автомата устанавливается устройство для подачи прутков. Коробка скоростей, смонтированная вместе с двигателем главного привода постоянного тока,—трехваловая с электромагнитными муфтами, обеспечивающими два диапазона вращения шпинделя и один диапазон вращения инструмента револьверной головки.
Технические характеристики:
Длина, мм 3325
Ширина, мм 1630
Высота, мм 2100
Класс точности станка по ГОСТ 8-82, (Н, П, В, А, С) П
Мощность двигателя главного движения, кВт 15
Масса станка, кг 6 800
Тип УЧПУ и емкость инструментального магазина 3С110
Частота вращения шпинделя min/max, об/мин 40/4 000
Диаметр детали над станиной, мм
Диаметр прутка наибольший, мм 40
Длина обрабатываемой детали, мм 100


1. Концевой переключатель. Служит для определения крайних положений робота4.
2. Датчики наличия тары с зоготовками на тактовом столе.3
3. Датчики положения тактового стола.2
4. Световой барьер. Служит для предотвращения травмирования человека попавшего в рабочую зону ГПМ. При пересечении барьера происходит автоматический останов робота и блокирование защитных шторок станков. 1
5. Микропереключатели. Служат для опредения поворота схвата робота на 90°.
6. Инкрементальные датчики угла поворота сервоприводов робота.
7. Датчики наличия заготовки в схвате робота.5
8. Датчики закрытия защитных шторок станков.6
А- позиция захвата детали с тактового стола.
Б- Позиция обслуживания обрабатывающего центра.
В- Позиция обслуживания шлифовального станка.
Г- Позиция складирования обработанной детали в тару.
Построим циклограмму работы ГПМ:
Алгоритм работы робота состоит в следующем. Робот забирает с тары установленной на тактовом столе заготовку (позиция А), затем перемещается в позицию Б, если подан сигнал, что крышка и патрон открыты, загружает обрабатывающий центр, ждет закрепления патрона, отпускает заготовку. Когда деталь обработается с одной стороны, крышка станка откроется и робот перевернет заготовку. После полной обработки детали на обрабатывающем центре робот переносит деталь к шлифовальному станку (позиция В), аналогично закрепляет деталь, ждет и после обработки забирает деталь и укладывает ее в тару на позиции Г.
Ниже приводится листинг управляющей программы:

| <== предыдущая | | | следующая ==> |
| Обращение к Главе Республикии Народу Осетии | | | ВВЕДЕНИЕ. по гражданскому праву |
Date: 2016-01-20; view: 956; Нарушение авторских прав