Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Детали поверхностного конденсатора
|
|
Корпус конденсатора изготавливают из листовой стали методом электросварки. Поверку прочности корпуса конденсатора делают на внутреннее давление около 2 ата.
В большинстве случаев корпус конденсатора имеет форму, близкую к цилиндрической. Однако для современных самых больших конденсаторов характерна прямоугольная форма корпуса.
Крышки и водяные камеры в современных конденсаторах стационарных турбин также отливают или сваривают из стали, но иногда отливают из чугуна (даже при стальных корпусах). В тех случаях, когда конденсатор имеет четное количество ходов воды и, следовательно, подводящий и отводящий трубопроводы расположены с одной стороны, нередко устраивают только одну водяную камеру, а направляющие воду перегородки с другой стороны выполняют прямо в крышке. Крышки снабжают достаточным числом люков для возможности осмотра и чистки трубок.
Трубки конденсатора изготавливают холодной протяжкой из различных сортов латуни; обычный состав ее 70% красной меди, 29% цинка и 1% олова (для морской воды) или 68% красной меди и 32% цинка (для пресной воды).
Очень хороши, но дороги мельхиоровые (70% меди, около 30% никеля) трубки, которые применяют в наиболее ответственных случаях для работы на морской воде. Внутренние диаметры трубок в различных типах конденсаторов от 14 до 24 мм и редко больше. Толщина стенки трубки обычно равна 1,0-1,2 мм.
Во избежание провисания трубок и для уменьшения вибрации их во время работы машины в корпусе конденсатора через промежутки, равные 50-80 диаметрам трубки, устанавливают опорные перегородки, в которых, кроме отверстий для трубок, прорезаны окна для сообщения смежных паровых пространств.
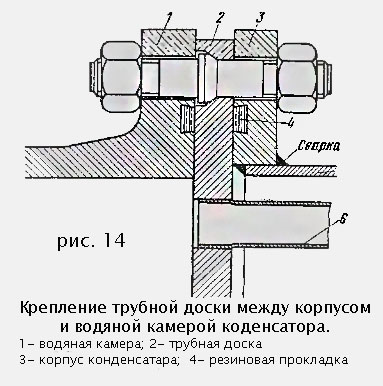
Трубные доски выполняют из листовой стали (для пресной воды) или из катаной латуни (для морской воды); толщина досок зависит от их диаметра и конструкции и колеблется от 20 до 35 мм. Крепление стальных трубных досок к корпусу выполняется в настоящее время посредством сварки; посредством сварки соединяются с трубной доской и водяные камеры. В прежних конструкциях эти соединения выполнялись на болтах и так, чтобы можно было отнять водяную камеру 1, не ослабляя соединения доски 2 с корпусом 3 (рис. 14). Для плотности соединений применялись специальные прокладки 4 из резины.
Между трубными досками было принято устанавливать продольные анкерные связи виде болтов, пропущенных в дистанционные трубки или сплошных, для придания всей системе жесткости и предохранения досок от прогиба внутрь конденсатора. В настоящее время анкерные связи устанавливают лишь в водяных камерах; они связывают трубные доски с крышками и разгружают их от усилий со стороны воды.

Закрепление трубок в трубных досках производится развальцовкой трубок с двух сторон. Практика показывает, что этот способ совершенно надежен, несмотря на разность линейных расширений трубок и корпуса конденсатора.
Двусторонняя развальцовка дает лучшую плотность соединения трубок с досками, удешевляет конструкцию конденсатора и упрощает его сборку и обслуживание.
Для развальцовки трубок в досках служит небольшая вальцовка (рис. 19), состоящая из конуса (веретена) 1, роликов 5 и корпуса 2. Вставив ролик в трубку 3, вращают веретено посредством воротка, время от времени подавая его вперед подвинчиванием нажимной втулки 4.
Диаметр отверстий в трубной доске под развальцовку выполняется приблизительно на 0,5 мм больше номинального диаметра трубок. Конец трубок перед развальцовыванием обычно отжигается. Нужно следить за тем, чтобы вальцовка входила в трубку на глубину, несколько меньшую толщины трубной доски.
В самое последнее время большое внимание уделяется разработке способов автоматической приварки концов трубок к трубным доскам с целью полностью исключить присосы охлаждающей воды, создающие большие трудности при эксплуатации прямоточных котлов.
Date: 2016-02-19; view: 715; Нарушение авторских прав