Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Геометрия фрез
|
|
Геометрические параметры фрезы включают ее габаритные размеры, а также углы, под которыми расположены поверхности и режущие кромки зуба фрезы относительно друг друга или относительно координатных плоскостей.
Координатные плоскости введены как поверхности начала отсчета для измерения геометрических параметров фрезы. К ним относятся осевая плоскость 14 и плоскость резания 13 (рис.I). Осевая плоскость принята проходящей через ось фрезы, а также через заданною точку режущей Ромки зуба цилиндрической фрезы либо через вершину зуба торцовой фрезы. Плоскость резания является касательной к поверхности резания 2 и проходит через главную режущую кромку зуба.
Габаритные размеры представляют диаметр Д фрезы, на котором расположены наиболее удаленные от оси фрезы точки ее режущих кромок, а также длину L или высоту В фрезы и ее посадочный диаметр d.
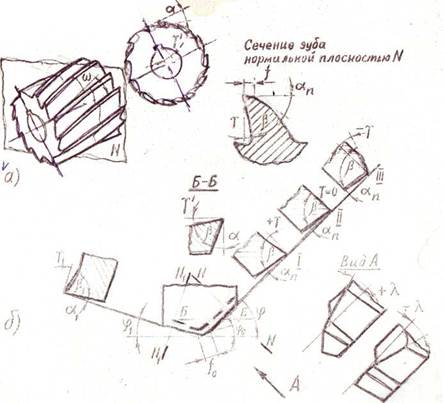
Углы зуба фрезы измеряют в секущих плоскостях, а также в плане. Для цилиндрической фрезы главной секущей плоскостью может быть плоскость N, нормальная к режущей кромке зуба либо к оси фрезы (рис. 12а). Для торцовой фрезы главные секущие плоскости образуют нормальное к режущей кромке сечение NN или нормальное к оси фрезы сечение ББ (рис.12б). Вспомогательная секущая плоскость располагается нормально к вспомогательной режущей кромке зуба торцовой фрезы, образуя сечение N1N1.
|
Рисунок 12
В секущих плоскостях измеряют в общем случае передний угол γ, задний угол α и угол заострения β. Передний угол γ измеряют между передней поверхностью зуба (или касательной к ней) и осевой плоскостью, проведенной через режущую кромку. Задний угол α измеряют между задней поверхностью зуба (или касательной к ней) и плоскостью резания. Угол заострения β заключен между передней и задней поверхностями зуба (или между касательными к ним). Если сумма углов α + β < 900, то угол γ считается положительным (рис. 12б, I), если же эта сумма больше прямого угла, то угол γ считается отрицательным (рис. 12б, III):
β = 90 – (α + γ). (1)
Главные углы в сечении NN, нормальном к режущей кромке, включают передний угол γ, нормальный задний угол αn и угол заострения β. В сечении ББ, нормальном к оси фрезы, различают поперечный передний угол γ/ и заданный угол α.
Значения углов в секущих плоскостях связаны между собой зависимостями, учитывающими положение режущей кромки зуба фрезы.
Для цилиндрических, дисковых и концевых фрез с винтовыми зубьями эта зависимость имеет вид:


 (2)
(2)
где ω – угол наклона винтовой линии режущей кромки зуба.
Для торцовых фрез взаимосвязь между этими углами выражается формулами:
 (3)
(3)
где φ – главный угол в плане.
Вспомогательными углами торцовой фрезы в сечении N1N1, нормальном к вспомогательной режущей кромке, являются передний угол γ1, задний угол α1 и угол заострения β1 (рис. 12б).
Передний угол γ определяет величину сил резания, плавность процесса обработки и поэтому его величина обусловливает стойкость фрезы и качество обработанной поверхности. С увеличением угла γ облегчается резание мягких материалов, улучшается качество их обработки. При резании твердых материалов следует уменьшить угол γ вплоть до его отрицательных значений. В зависимости от твердости обрабатываемого материала величина угла γ у цилиндрических фрез из быстрорежущей стали, выбирается в пределах от + 5 до + 200, у торцовых твердосплавных фрез – от -10 до + 150.
Вспомогательные углы γ1 и α1 обычно принимаются равными ½ значений соответствующих главных углов.
Угол ω наклона винтовой линии режущей кромки зуба фрез измеряют между проекцией режущей кромки на осевую плоскость и осью фрезы (рис. 12а). Благодаря наличию этого угла снижается сила резания, увеличивается стойкость фрезы, улучшается качество обработки. Значение угла ω для цилиндрических фрез составляет 30…450, для концевых – 30…400, для торцовых цельных – 25…400, сборных – 100.
Угол λ наклона главной режущей кромки измеряют в плоскости резания между режущей кромкой и ее проекцией на осевую плоскость (рис. 12б, вид А). Значение этого угла влияет на прочность вершины зуба и на плавность его врезания в обрабатываемый материал. С увеличением угла λ вершина зуба упрочняется, его врезание смягчается, но сила резания возрастает. Для торцовых сборных фрез угол λ составляет 0…150, для цельных торцовых, а также для цилиндрических, дисковых и концевых фрез он делается отрицательным и соответствует углу ω наклона винтовой линии режущей кромки.
В плане у торцовых фрез различают главный угол φ, вспомогательный угол φ1 и дополнительный угол φ0 (рис. 12б).
Главный угол φ в плане измеряют между проекцией главной режущей кромки на осевую плоскость и направлением подачи S. Вспомогательный угол φ1 в плане измеряют между проекцией вспомогательной режущей кромки на осевую плоскость и направлением, противоположным подаче S. Дополнительный угол φ0 измеряют между проекцией переходной режущей кромки f0 на осевую плоскость и направлением подачи S. Угол ε при вершине образуется проекциями главной и вспомогательной режущих кромок на осевую плоскость. Значения углов в плане связаны между собой зависимостью:
 (4)
(4)
С увеличением угла φ уменьшается сила резания, но снижается качество обработки. Величина φ зависит в основном от жесткости закрепления детали и для фрез из быстрорежущей стали, составляет 20…450. Угол φ1 улучшает шероховатость обработанной поверхности, для торцовых и дисковых фрез он принимается равным 1…20, для шпоночных – 60, для концевых фрез – 8…100.
Переходная режущая кромка обычно имеет ширину f0 = 1,2…1,5 мм, что упрочняет вершину зуба и повышает стойкость фрезы. Угол ее наклона φ0 принимается равным φ/2.
Ленточка f зуба цилиндрической фрезы шириной до 0,1 мм служит для контроля концентричности расположения зубьев и фрезы (рис. 12а).
Date: 2015-04-23; view: 1475; Нарушение авторских прав