Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Режими роботи підприємсва , правила внутрішнього розпорядку.. 15
|
|
Заходи з охорони праці та навколишнього середовища на
підприємстві................................................................................................... 8
1.5. Організація ремонтної служби та транспортної служб.......................... 11
Складське господарство.............................................................................. 13
Режими роботи підприємсва, правила внутрішнього розпорядку..... 15
1.8. Характеристика обладнання, яке використовується в цеху,
де працює практикант................................................................................... 16
1.9. Організація робочого місця, його оснащеність....................................... 18
1.10. Форма оплати праці в цеху............................................................... 20
1.11. Організація технічного контролю в цеху........................................ 22
1.12. Охорона праці на дільниці цеха....................................................... 23
 1.1 Коротка історія заводу.
1.1 Коротка історія заводу.
З невеликого механічного і чавунного виробництва з чисельністю працюючих у декілька десятків робітників, заснованого у 1880 році, підприємцем Л. К. Плахецьким та купцем І. М. Доберським, завод за роки свого функціонування виріс у сучасне потужне підприємство, відоме не тільки у своїй країні, а й далеко за її межами.
Першим важливим чинником його винекнення була потреба цукровиробників, шкіряників, млинарів мати поблизу розташоване та добре налагоджене виробництво необхідного обладнання. Другим чинником - діюча розгалужена мережа залізничних шляхів, що зєднувала в одне ціле систему перероблюваних підприємств і постачальників сировини. На той час промисловість Бердичівщини мала достатньо розвинену сировинну базу, мережу потужних переробних підприємств і виробника обладнання - завод "Прогрес".
Цукроваріння на той час посідало провідне місце. 14 пісочних і дві рафінадні цукроварні Бердичівщини забезпечували заавнтаження заводу "Прогрес", стимулювали його до постійного технічного удосконалення та подальшого обслуговування цукровиробників. Значної кількості сучасного обладнання потребувало супутне цукроваріння, горілчане виробництво. У Бердичівській окрузі знаходилася значна кількість великих і малих спиртних заводів.
Користуючись вагомим авторитетом серед цукровиків завод з 1903 р. повністю перейшов на виготовлення і забезпечення обладнанням пісочних і рафінатних виробництв. За неповних 10 років[1][1][1] за участю заводського колективу були збудовані і пере- обладнанні Гарбіський, Киселівський, Корюківський, Мізенівський, Одеський, Супрунівський, Черкаський заводи.. Завдяки активній торгівлі худобою Бердичівщина мала також добре розвинену шкіряну промисловість. У самому місті знаходилися гарбарні (шкіряні) та ще 27 в прилеглих до міста населених пунктах підприємства. Вони теж тяжіли до заводу.
З початком першої світової війни завод перепрофілював своє виробництво і став працювати на потреби фронту. Побудував снарядний і котельний цехи та електростанцію, що дало у великій кількості виготовляти складні трудомісткі елементи зброї - корпуси гранат і снарядів. У 1916р. військове відомство проклало до заводу залізничну колію, шо забезпечило швидке відвантаження виробів.
Революційні події та австро-німецька окупація завдали заводу[1]великих збитків. Тільки в другій половині 1920р. завод почав відроджувати зруйноване господарство. Чисельність працівників ледь сягала 38 чоловіків. Ремонтували плуги, культиватори, виготовляли лемехи до плугів.
Зміна державного устрою сприяла адміністративному перевлаштуванню території України. Бердичіська округа стала великим економічним центром від Волині до Поділля. Мілкоукладне с/г стало колективним, ринкова економіка перетворювалася у планову. З 1926р. завод докорінно змінює свою спеціалізацію, починає виготовляти перші зразки хімічного обладнання. Це були сушильні барабани і печі, дефлегматори, холодильники, теплообмінники, фільтри, компресори. Колектив мирно йшов вперед, але мирну працю обірвала війна. До війни завод був найпотужнішим підприємством Житомирщини. Мав біля 2000 працюючих, виготовляв велику кількість обладнання для підприємств хімічної промисловості, чорної і кольорової металургії, с/г. Загальна вартість споруд й обладнання перевищувала 11 мільйонів карбованців. Окупанти знищили майже все.
 Демонтували і вивезли близько 350 одиниць обладнання, зруйнували виробничі приміщення, нанесли збитків на суму 10 мільйонів карбованців. З першого дня визволення міста почалася відбудова підприємства, а вже з лютого 1944р. завод працював на потреби Першого Українського фронту, виконував завдання Народного комісаріату - забезпечавав випуск мінометного озброєння - і тільки в переможномі 1945р. почав переорієнтовуватися на виготовлення мирної продукції. Підняли з руїн механічний, модельний та інструментальний цехи, запустили ковальсько-котельний.
Демонтували і вивезли близько 350 одиниць обладнання, зруйнували виробничі приміщення, нанесли збитків на суму 10 мільйонів карбованців. З першого дня визволення міста почалася відбудова підприємства, а вже з лютого 1944р. завод працював на потреби Першого Українського фронту, виконував завдання Народного комісаріату - забезпечавав випуск мінометного озброєння - і тільки в переможномі 1945р. почав переорієнтовуватися на виготовлення мирної продукції. Підняли з руїн механічний, модельний та інструментальний цехи, запустили ковальсько-котельний.
Під кінець 1945р. відновили та надали працівникам 600 квадратних метрів житла. Остаточно мирний режим роботи встановився після відміни в державі воєнного режиму та переходу на 8-ми годинний робочий день. Починалася перша післявоєнна відбудова - пятирічка.
Працювали над розробкою високопродуктивного хімічного устаткування. За короткий час розробили та впровадили у виробництво нові конструкції змішувачів та розчинників віскози, кристалізаторів для нафтоперегонних виробництв, листових фільтрів, багатоярусних стрічкових сушарок, фільтрів для регенерації мастил. З 1947р. завод виконує важливе державне замовлення, надає допомогу с/г: виготовляє запасні частини до тракторів, молотарок, віялок.
Поступово чисельність зростає майже вдвічі. Опановуються передові методи праці, новітні технології серед яких електрозварювання за метдом академіка Є. Патона. Але подальший розвиток заводу потребував збільшення виробничих потужностей. У звязку з цим збудовано шліфувальне приміщення фільтрпресового цеху, впровадили швидкісне різання металу, почали використовувати природний газ. У механічному цеху замінили практично весь застарілий станко-парк на нові токарні та шліфувальні верстати.
Активно проводилася його розбудова та технічне переозброєння. На околиці міста, на схід від старого заводу, на площі у 44 гектара, зростало і набирало потужності нове, добре оснащене виробництво. Це був новий завод, який в подальшому отримав назву "Ливарно-механічний комплекс". Його потужності давали змогу більш раціонально організувати виробництво, значно збільшити обсяги робіт у виготовленні хімічного устаткування. На нових виробничих площах, крім ливарного цеху розташувалися цехи, спеціалізовані на виготовлення автоматичних рамних, дискових, вакуумних, фільтрувальних пресів та обладнання з титану. Розбудовувалося і переобладнювалося обладнання і головного заводу. Розуміючи подальший розвиток заводу неможливий без нарощування власного творчого потенціалу, без забезпечення належних умов роботи технічних служб та управлінського персоналу збудували новий 6-ти поверховий інженерно-адміністративний корпус, чисельність технічного персоналу, поліпшили його якісний склад за рахунок молодих спеціалістів, розуміючи, що це один із шляхів досягнення у майбутньому бажаних результатів. Інженерні служби разом із науковцями напруженно працювали над новими більш досконалими зразками обладнання, проводили науково-дослідну роботу, спрямовану на поліпшення їх якісних показників, конструкції машин і апаратів постійно удосконалювались. За видатні виробничі досягнення колектив заводу був удостоєний високої державної нагороди - Ордена Трудового Червоного Прапора. Завзятість, наполегливість, трудова наснага допомагали долати всі трудові перешкоди, що виникали на шляху до визнання. "Прогрес" став взірцем, одним із найбільш розвинутих виробників, визнаних постачальників сучасного складного устаткування практично для всіх галузей народного господарства, яке за своїми якостями не поступалося закордонним зразкам, а в деяких випадках - навіть було кращим за нього. Промислова політика заводу змінювалася відповідно до вимог часу: від виробника і постачальника комплексного обладнання для  підприємств цукровиробників завод перетворився в одне з найбільш розвинутих виробництв в області хімічного машинобудування.
підприємств цукровиробників завод перетворився в одне з найбільш розвинутих виробництв в області хімічного машинобудування.
 1.2 Продукція, яку випускає дане підприємство.
1.2 Продукція, яку випускає дане підприємство.
Засноване в 1880 році акціонерне товариство "Бердичівський машинобудівний завод "Прогрес", сьогодні має велику репутацію надійного виробництва високоякісного та ефективного обладнання технологічного призначення. Доставляється обладнання для підприємств хімічної, гірнорудної, вугільній, металургійній, будівничій, харчовій, сахарній області виробництва, а також обладнання екологічного призначення. Експорт в Росію та країни СНГ, США., Германію, Ізраїль, Китай, Іран, Турцію., Індію, перебільшує 50 % виробленої продукції.
У виробничу програму входять фільтри ємкостні, патронні, листові, стрічкові, дискові, фільтр-преси камерні, башенного і горизонтального типу, рамні фільтр-преси; установки "під ключ" для очистки комунальних та промислових стоків, апарати для термічної обробки сипучих матеріалів; полегшені автомобільні балони для стиснутого природного газу та інші види продукції.
Висока якість продукції під маркою "Прогрес" нагорджується
багатьма нагородами, призами, золотими медалями та дипломами на багатьох міжнародних виставках, ярмарках та форумах, відгуками користувачів. На підприємстві введена та добре функціонує сертифікована система управління якістю, яка відповідає вимогам міжнародного стандарту ISO.
Прогрес має потужну виробничу базу та висококваліфі[1]-ковані кадри. Заводські цехи оснащені сучасним технологічним обладнанням, яке дозволяє виконувати з високою якістю ливарні, заготівельні, кузнечопресові, складально-зварювальні роботи, механічну обробку різних матеріалів та мають можливість змінювати технологічні процеси. Вільні виробничі площі дають можливсть організувати виробництво нетрадиційних видів продукції та виготовляють металоконструкції вагою 100 кг - 70 тон, діаметром до 5м, довжиною до 20м
"Прогрес" - достатньо потужна база для розвитку нових виробництв.
Розробляючи програму виробництва були визначенні найбільш перспективні та актуальні направлення - це рішення екологічних проблем. Тому стратегічними задачами були визначення, розробка та виробництво сучасного обладнання для очистки комунальних та промислових стічних вод, системи для отримання чистої води, переробки побутових відходів, промислових шлаків, газоочистки, сміттєспалювання.
В столиці України, в м. Києві знаходиться головний відділ Торгового Дома завода "Прогрес", який керує маркетинговою політикою та збутом продукції, інноваційною діяльністю, керування регіонів представників, яка охоплює як окремі регіони України так і країни СНГ. Торговий Дім активно розширює регіон офіційних представників. Вже діють представники в Росії, Казахстані.
"Прогрес" - це якість, якість - це Прогрес.
Все, що випускає ВАТ "Бердичівський машинобудівний завод "Прогрес", на ринках багатьох країн світу має міцну репутацію надійного, високоякісного і ефективного обладнання для багатьох галузей промисловості. Завод має висококваліфікованих фахівців і найсучасніше обладнання. Його програма - виробництво індивідуального та невеликими серіями фільтрувального, сушильного, теплообмінного устаткування з вуглецевих та корозійностійких сталей, чавуну, титану, пластмас.
Для системи водопостачання електростанції, промислових і опалювальних котелень завод випускає фільтри різних типів, призначенні для знесолення і помякшення води, солерозчинники для підготовки регенераційних розчинів кухонної солі та сульфату амонію, катіонітних розчинів, а також баки для зберігання
концентрованої сірчаної та азотних кислот.
Принцип "Добре споживачу - добре підприємству, добре підприємству - добре працівнику підприємства" став головним чинником в роботі колективу.
 Для харчової і переробної промисловості завод виготовляє фільтр-преси для фільтрування рослинних олій, пива, вин, соків та інших безалкогольних напоїв; установки для фільтрування водоспиртових розчинів і одержання ароматних спиртів; теплові апарати для виробництва овочефруктових консервів і кондитерських виробів; вібросита для отримання високосортного борошна і поділу його на фракції; рукавні фільтри для уловлювання борошняного пилу та борошномельних та комбікормових заводах; Устаткування для гідротермічної обробки різних круп, фільтрувальне обладнання, яке значно зменшує втрати і енерговитрати під час виробництва цукру, а також запчастини для сільськогосподарської техніки і товари народного споживання.
Для харчової і переробної промисловості завод виготовляє фільтр-преси для фільтрування рослинних олій, пива, вин, соків та інших безалкогольних напоїв; установки для фільтрування водоспиртових розчинів і одержання ароматних спиртів; теплові апарати для виробництва овочефруктових консервів і кондитерських виробів; вібросита для отримання високосортного борошна і поділу його на фракції; рукавні фільтри для уловлювання борошняного пилу та борошномельних та комбікормових заводах; Устаткування для гідротермічної обробки різних круп, фільтрувальне обладнання, яке значно зменшує втрати і енерговитрати під час виробництва цукру, а також запчастини для сільськогосподарської техніки і товари народного споживання.
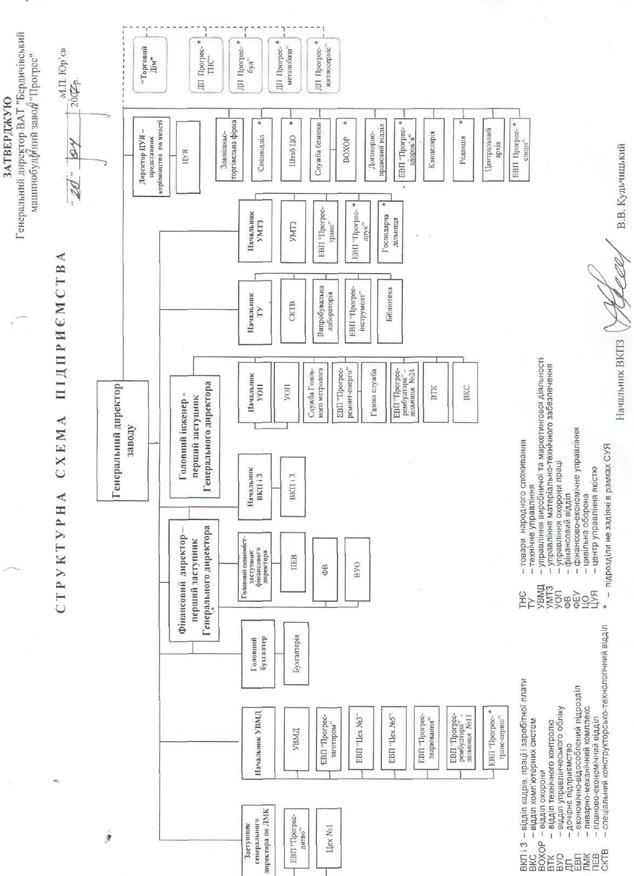
 1.3 Структурна схема підприємства.
1.3 Структурна схема підприємства.
 1.4 Заходи з охорони праці та навколишнього середовища на підприємстві.
1.4 Заходи з охорони праці та навколишнього середовища на підприємстві.
1) Загальні положення.
Відділ являється самостійним і структурним підрозділом підприємства і підлягає головному інженеру.
2) Задачі.
- організація по утворенню безпечних умов праці на підприємстві,
- контроль за спостереженням на підприємстві діючого законодавства, інструкцій, правил та норм по охороні праці, техніки безпеки та промислової гігієни, за наданням працівникам встановлених пільг за умовами праці.
3) Стуктура.
- структуру і штати відділу затверджує директор підприємства у відповідності з типовими структурами апарата управління і нормативами численного керівництва, спеціалістів та службових з врахуванням обєму роботи та особливостей виробництва.
- в склад відділу можуть входити підрозділи або окремі спеціалісти по направленню робіт (інженери по тех. нагляду за дотриманням правил експлуатації обладнання по техніці безпеки)
- розподілення обовязків між працівниками відділу здійснюється начальником відділу у відповідності з інструкціями і дійсним положенням.
4) Функціії
- організація і проведення контроля за проведенням заходів направлених на утворення безпечних та здорових умов праці на підприємстві
- організація розробки і впровадження більш новітніх конструкцій техніки, захисних пристроїв та інших засобів по техніці безпеки
- контроль за спостереженням законодавчих норм, правил техніки безпеки та промислової гігієни в проектах, що будуються та реконструкційних цехів
- керівництво розробки нових та перегляду застарілих конструкцій та памяток по техніці безпеки та охорони праці, складання програм вивчення працівниками безпечних умов виконання праці
- забезпечення проведення вводного інструктажу по техніці безпеки поступаючих на підпиємство працівників організація проведення повторного інструктажа в цехах та службах підприємства
- організація пропаганди техніки безпеки, охорони праці промислової гігієни через методичні кабінети та шляхом проведення лекцій, бесід, здійснення виставок, вітрин, стендів, розповсюдження правил, інструкцій
- контроль за дотриманням санітарно-гігієнічних, безпечних умов праці і промислової гігієни в цехах та інших підрозділах підприємства
- участь та розслідування причин виробничого травматизму і професійних захворювань, в розробці заходів по їх попередженню та старінню
- контроль за розходженням асигновань на охорону праці і техніки безпеки
- забезпечення складання звітності по охороні праці та техніки безпеки
Організація роботи по охороні праці на підприємстві.
Забезпечення охорони праці на підпиємстві повязане з профілактикою травматизма і захворюваності, а також для утворення умов праці для утворення працюючими високого рівня роботоздатності на протязі всього робочого дня.
Травматизм характеризується сукупністю травм.
Травма - це поранення тканини організма людини, або порушення її нормальних функцій, визвані впливом якого-небудь внутрішнього фактора. Механічні поранення частини тіла або очей можуть бути визвані частнками матеріала, який обробляється на верстаті; переломи кісток, поранень шкіри - ріжучим інструментом при його вильоті, внаслідок поганого закріплення або порушення, шорсткістю або загу  сенціями оброблюваних заготовок; ушиби, порізи - гострими кромками та кутами; опіки - тепловими промінями; електричні удари - проходження струму через тіло людини; променеві удари - іонізуючим випроміненням.
сенціями оброблюваних заготовок; ушиби, порізи - гострими кромками та кутами; опіки - тепловими промінями; електричні удари - проходження струму через тіло людини; променеві удари - іонізуючим випроміненням.
Виробничий травматизм - сукупність травм звязаних з вироб ництвом є показником стану охорони праці.
По ступеню ураження організма людини травми поділяються на мікротравми, при яких постраждалий не втрачає роботоздатності і тому не звільняється від роботи; травми з тимчасовою втратою роботоздатності при яких постраждалий звільняється від роботи на час лікування; важкі травми, які приводять до повної або часткової інвалідності та смертельні травми.
Слідуюча класифікація причин несчасних випадків на вироб ництві:
- організаційні: відсутні або неякісно проведенні інструкції та ознайомлення; відсутня необхідна технічна документація, інструкції по охороні праці; порушення правил проведення робіт, а також режимів праці і відпочинку, незадовільна організація та утримання робочих місць, включаючи недотримання необхідних санітарно-гігієнічних умов праці; недостатній контроль охорони праці; порушення правил безпеки руху, технічної та лінійної експлуатації транспорта
- технічні: невідповідно нормам безпеки конструкції технологічного обладнання та підйомно-транспортних пристроїв, технологічної оснастки, ручного механізованого інструмента, відсутні або недостатня надійність захисних пристроїв, наявність потенційно небезпечних зон; невірний вибір обладнання транспортних засобів; методів, режимів обробки, складання і транспортування; відсутні накази по способу безпечного виконання робіт; недотримання сроків ремонта; несправність технологічного обладнання, оснастки, підйомно-транспортних пистроїв
- інші причини: порушення трудової дисципліни, наявність конструктивних недоліків приміщень та їх елементів; наявніст[1]ьвиражених психофізичних факторів.
Професіональні захворювання - захворювання визвані неприємними умовами праці. Робота людини в процесі праці характеризується - граничними можливостями її організму, звязаної з виконанням окремої роботи. Втомленість - результат неблагоприємних умов праці, а також самої роботи. При важкому фізичному та монотонній праці, а також роботі в шкідливих умовах нічний відпочинок може не компенсувати втомленість, втомленість накопичується та переростає в перевтомлюваність.
При відсутності перевтомлюваності роботоздатність з початку роботи зростає, так як організм "пристсовується" до дії чиннників трудової діяльності. Після обідньої перерви працездатність знижується, але потім знову зростає. Причиною перевтомлення можуть бути черезмірні розумовіі навантаження, нераціональні форми організації праці та відпочинку, зниження витривалості організму у звязку із захворюванням.
Початковий інструктаж проводить інженер по охороні праці (техніки безпеки), інструктаж проводять з усіма поступаючими на роботу незалежно від їх освіти, стажу роботи на даній професії, а також студентами які знаходяться на практиці Після проведення інструктажа і перевірки знань записують в журнал інструктажа з обовязковим підписом.
Організація лікувально-профілактичного обслуговування працюючих повинна передбачати попередні і періодичні огляди працюючих, лікувально-профілактичне харчування та дії по попередженню захворювань працюючих.
Санітарно-побутові обслуговування працюючих передбачають їх забезпечення санітарно-побутовими приміщеннями, гардеробами, приміщеннями для відпочинку та харчування, душовими, місцями для куріння, умивальними та санітарно-технічними пристроями.
Першу ступінь контроля проводять постійно майстер та інспектор по охороні праці, перевіряє перед початком роботи обладнання і вигляд робочих місць. Раз в неділя контроль проводить начальник цеха, інженер по охороні праці і старший інспектор, раз в місяць - головний інженер та профком з головним механіком. Замітки заносять в спеціальний журнал учота та слідуючого виправлення.
Служби охорони праці складають плани цільових та комплексних перевірок безпеки праці, а також квартальні та місячні плани контроля вигляду виробничої гігієни та техніки безпеки в підрозділах.
 |
 1.5.Організація ремонтної служби та транспортної служб.
1.5.Організація ремонтної служби та транспортної служб.
Організація праці робочих занятих ремонтом і міжремонтним обслуговуван –
ням визначається змістом робіт, регламентом їх виконанням, а також орга –
нізацією робочих місць.
Регламент обслуговування передбачає раціональний порядок виконання
робіт і визначається графіком профілактичного огляу і ремонту пристроїв, а
також посадовими і робітничими інструкціями.
Основним документом при регламентації обслуговування являється «Календарний графік огляду пристроїв,складом робіт, періодичність їх виконання.
Робоче місце слюсаря-ремонтника організовується постійне і пересувнею.
Для організації пересувного робочого місця слюсар-ремонтник оснащується комплектом інструментів необхідних для ремонту пристроїв.
Що місяця розроблюється місячний «Графік огляду пристроїв».
Щоденний огляд проводять на початку робочого дня по графіку профілактичного огляду не дожидаючись особливих розпоряджень.
Огляди «Раз в 10 днів» і «Раз в місяць» проводять по грвфіку під час обідньої перерви верстатника.
Загальний порядок забезпечення робочих місць заготівками, інструментом, документацією при системі ППОРМ.
Дана система представлена в картах організації праці допоміжних робочих і планується із вимог максимальної згоди виробництва.При цьому закладений регламент обслуговування забезпечує безперервність основного виробництва.
Дані вимоги забезпечуються попередньою комплектацією і завчасною подачею заготівок. Наявність регламентуючих взаємопов`язаних документом забезпечує стійкість, плановість, економічність і точність, надійність запропонованої системи обслуговування.
Транспортне обслуговування цеху забезпечує бригада кранових і транспортних робітників.
Транспортування та перевезення грузів на підприємстві включає в себе: перевезення матеріалів, сировини, топлива, комплектуючих на заводські склади, в цех, перевезення матеріалів, вивіз готової продукції та відходів виробництва з території підприємства.
Засоби і види транспорта
Заводський транспорт ділиться на три групи:
1) зовнішній
2) міжцеховий
3) цеховий
Зовнішній транспорт слугує для звязку заводу з найближчими магістралями і іншими виробничими і господарськими підприємствами. Шляхи зєднання можуть бути автомобільними, залізничними і водяними. В якості транспортних засобів на залізничних шляхах застосовуються тепловози, паровози, електровози, мотовози, на шосейних - автомобілі, автотягач і трактор з прицепами.
Міжцеховий транспорт слугує для перевезення грузів між цехами і складами. Транспортними засобами в цьому випадку є монорельси з електричними тельферами і залізничні шляхи.
Цеховий транспорт - слугує для переміщення груза в середині цеха; цей вид транспорту обслуговує верстати, складальні стенди, робочі місця, цехові і складські приміщення. В якості траспортних засобів використовуються: електричні, авто- і ручні візки, залізничні шляхи, підвісні монорельси з електричними тельферами, поворотні крани на колонах, консольні крани, велосипедні крани,  мостові електричні крани звичайні і з поворотними стрілами, конвеєри, желоба, скати, підйомники (ліфти), пневматичні підйомники.
мостові електричні крани звичайні і з поворотними стрілами, конвеєри, желоба, скати, підйомники (ліфти), пневматичні підйомники.
Вибір вида цехового транспорту залежить від наступних факторів: характера виготовленної продукції, її ваги і розмірів, вида виробництва і організації робіт; розмірів вантажооберта; призначення транспорта; типу і розмірів обслуговуючих транспортом приміщень.
Враховуючи умови виробництва необхідно вибрати такий транспорт, який найбільш раціонально і економічно обслуговував би виробничий процес. Для цього необхідно підрахувати затрату часу на переміщення того чи іншого вантажу, встановити відповідність цього часу темпу виробничого процесу, визначити затрати на намічений транспорт і вияснити в якій степені вони відібються на вартості продукції.
Зручним транспортом є електричні візки, вони прості в управлінні і мають безшумний хід, завдяки чому їх широко використовують на заводі. Електровізки приводяться в дію за допомогою електродвигуна
При користуванні візками з підйомною платформою необхідно для транспортування грузів використовувати ящики з ніжками або встановлювати ящики на спеціальні підкладні підставки з ніжками. Автовізки приводяться в дію бензиновим двигуном. Їх недоліком є виділення відпрацьованих газів і необхідністю застосування відносно дорогого палива, в результаті чого вони застосовуються значно рідше, ніж електровізки. Для підйому вантажа на автомобілі і електровізки без підйомних платформ використовуються самохідні підйомники. В складальних цехах вузькоколійний шлях використовують для руху візків на яких виконується складання машин, а також для вивоза готових машин. В механічних цехах вузькоколійним шляхом користуються іноді для підвозу матеріалів в цехові склади. Ширококолійний залізничний транспорт використовується для подачі в цеховіі склади великої кількості вантажу і важких заготовок, а также для вивоза громіздкої важкої продукції із складального цеху. Поворотні крани у вигляді простої стріли використовуються в якості місцевих обслуговуючих один верстат. Такими поворотними кранами користуються для підйому на верстат важких деталей.
Перевага електричних мостових кранів в тому, що вони є вантажопідйомним і транспортним засобом, вони обслуговують всю площу цеху, причому ширина прольоту досягає 40м; вантажопідйомність таких кранів до 350т. При великій кількості кранових операцій, особливо коли крановими кранами користуються при складанні чи кузневій обробці, мостові крани розташовуються в два три яруси; при такому розташуванні вони не заважають роботі один одному, в цьому випадку необхідна збільшена величина будівель.
В складах і цехах при невеликому обємі перегрузочних робіт використовуються ручні однобалкові і двобалкові мостові крани.
В цехах і складських приміщеннях машинобудівних заводів широко використовуються підвісні електричні однобалкові крани з електричними талями і електричним механізмом переміщення, що керуються знизу. Вантажопідйомність таких кранів становить від 0.25 до 5т.
Конвеєри, рольганги, наклонні плоскості і желоба, скати, склизи і тому подібні транспортні пристрої слугують для передачі деталей, полуфабрикатів чи заготовок в процесі виробництва від одного робочого місця до іншого. Підвісні цепні конвеєри застосовуються в поточному виробництві для передачі деталей від одного робочого місця до іншого та в інші цехи.
 1.6 Складське господарство.
1.6 Складське господарство.
Під структурою складського господарства розуміють склад складів заводу, їх кількість, ємкість та спеціалізація матеріалів, які знаходяться в складі. Кількість складів на кожному заводі, їх розмір, спеціалізаця, характер роботи залежить від більшого числа конкретних обставин. До основних факторів, які впливають на структуру складського господарства відносять: характер виготовленої підприємством продукції, масштаб і тип організації виробництва, рівня його спеціалізації і кооперування, номенклатури і кількості використання в виробничому процесі матеріальних ресурсів та умов матеріально-тенхнічного оснащення, особливості технологічного підприємстві та його технічного оснащення.
Великий вплив на кількість та розміри складів, а також їх спеціалізацію і характер роботи, крім того і сама організація складського господарства особливо його механізація.
Складське господарство автомобільного завода, наприклад, взагалі відрізняється від складського господарства підшипникового заводу.
Взагалі впливає на структуру складського господарства масштаб виробництва і тип його організації. Потрібно вказати, що чим більший масштаб виробництва кожного з видів продукції, тим при різних рівнях умовах повинен бути більше обєм складського господарства обслуговуючи дане виробництво. В той же час більший обєм складського господарства і більші можливості для спеціалізації складів.
При масовому типу організації виробництва склад пристосовується до масової одних і тих виробів. При одиничному типу організації виробництва скад повинен бути пристосований для задоволення універсальних необхідностей, вимоги на різні матеріали, на різні їх кількості.
Рівень спеціалізації даного підприємства і його кооперування з іншими підприємствами також показує великий вплив на структуру складського господарства.
Чим нище спеціалізоване підприємство і чим вище рівень його кооперування, тим при різних рівнях умов його складське господарство простіше. Вузька спеціалізація підприємства скорочує, як правило, номенклатуру матеріальних цінностей і тим самим складає умови для спеціалізації складських приміщень.
Збільшення номенклатури напівфабрикатів та виробів, якеіотримує підприємство по кооперації, приводить до збільшення кількості складів кооперативної продукції і в той же час до зниження маси складів сировини та матеріалів.
На структуру складського господарства впливають також особливості технологічного процеса на підприємстві та його технічного оснащення. Так на заводах з великою вагою ливарного виробництва широко розвинуті склади шихтових і формовочних матеріалів, а також склади відливок, моделей; збільшення в виробництві кузневої обробки матеріалів пропонує розширення складів поковок і штамповок; переобладнання технологічних процесів механічної обробки метала надаються широко розвинуті склади проката і заготовок; різний рівень технічного оснащення цих процесів в свою чергу впливає на структуру складського господарства. Так на розвиток на заводі штамповочного господарства потрібне утворення складів штампів, впровадження лиття під тиском - складів прес-форм..
Всі склади машинобудівного заводу діляться на:
1) склади предметів праці
2) склади пристроїв і засобів праці
3) склади готової продукції.
Склади готової продукції збирають і комплектують готову продукцію для відправки її споживачам.
 Склади пристроїв і засобів праці обслуговують виробничий процес виробничим обладнанням інструментами та іншою технологічною оснасткою. До них відносять інструментальні склади, склади штампів, моделей, пристроїв, склади обладнання та запасних деталей і частин до нього.
Склади пристроїв і засобів праці обслуговують виробничий процес виробничим обладнанням інструментами та іншою технологічною оснасткою. До них відносять інструментальні склади, склади штампів, моделей, пристроїв, склади обладнання та запасних деталей і частин до нього.
Група складів забезпечення займає початкове місце у виробничому процесі підприємства.
На неї покладаються задачі по прийому поступаючих від інших підпиємств матеріалів, палива, напівфабрикатів, комплектуючих виробів та інших матеріальних цінностей їх зберігання та відпуск у виробництво.
Група складів по збуту займає кінцеве положення в виробничому процесі підприємства. Сюди направляється вся продукція, яка підлягає збуту. Крім складів готової продукції, в цю групу включаються склади відходів, які підлягають реалізації на сторону і склади тари для готової продукції підприємства.
Центральні склади обслуговують всі або більшість цехів заводу незалежно від їх спеціалізації і місцезнаходження. Вони організовуються для зберігання таких матеріалів, які споживаються різними або всіма цехами заводу.
Участкові цехи обслуговують групу цехів, розташовані на окремому участку території завода. Вони організовуються в окремих випадках використання окремих видів матеріальних цінностей групою разом розташованих цехів.
На організацію роботи складів впливає степінь їх спеціалізації. По степені спеціалізації всі заводи діляться на 2-5 груп: універсальні і спеціальні.
Універсальні склади пристосовані для зберігання різних видів матеріальних цінностей, що визначає універсальність їх обладнання і механізації. Типовими їх представниками являється центральний матеріальний склад заводу.
Спеціалізовані склади призначені для окремого вида або групи матеріалних цінностей для збереження яких пристосовано технічні пристрої та обладнання.
Основними принципами розміщення складського господарства на підприємстві являються: прямолінійність вантажопотоків та світове їх скорочення; просте транспортування вантажів та найкращий звязок з підїздними шляхами; зближення зберігаючих матеріальних цінностей для споживачів з метою найкращого їх обслуговування і цехами підприємства.
 1.7 Режими роботи підприємсва, правила внутрішнього розпорядку.
1.7 Режими роботи підприємсва, правила внутрішнього розпорядку.
Загальні положення:
1.Правила внутрішнього трудового розпорядку є обов`язковими для виконання всіма працівниками,незалежно від часу їх перебування у трудових
відносинах з підприємством.
2.Трудовий розпорядок за цими Правилами встановлює:
а) порядок укладення і розірвання трудового договору;
б) обов`язки працівників, обов`язки адміністрації;
в)робочий час та його використання;
г)заохочення за успіхи в роботі.
Робочий час і його використання.
На підприємстві встановлюється слідуючий режим роботи для працівників з
| Зміна | Початок роботи | Обідня перерва | Закінчення роботи | Тривалість зміни | |
| Головний | I II III | 08:00 17:00 00:30 | 12 – 13 20:30 – 21 3:30 – 4:00 | 17:00 01:30 08:00 | 8 год. 8 год. 7 год. |
| Ливарно- механічний комплекс | I II III | 07:45 16:45 00:15 | 12 – 13 20:30 – 21 3:30 – 4:00 | 16:45 01:15 07:45 | 8 год. 8 год. 7 год. |
нормальними умовами праці.
Для інших категорій працівників режим роботи встановлюються за окремими
графіками.
1.8 Характеристика обладнання, яке використовується в цеху, де працює практикант.
Металоріжучі верстати являються технологічними машинами і призначені для обробки матеріалів різанням з ціллю отримання деталей заданої форми з пот - рібною точністю і якістю обробленої поверхні.
В цеху знахадяться такі верстати: горизонтально- і вертикально-фрезерні,
токарні, зубофрезерний, горизонтально-розточувальний, повздовжньо-стругальні, токарно-карусельний, шліфувальні, радіально-свердлувальні, та інші.
Токарний верстат моделі 1К62.
Характеристика верстату:
- Висота центрів - 200мм,
- Відстань між центрами - 1000мм,
- Межі частот обертання 12,5 – 2000 хв;
- Межі поздовжніх подач супорта 0,07 - 4,16мм/об;
Свердлильний верстат мод.2Р135Ф2.
Призначення - для виконання у автоматичному режимі операцій:
• Свердлення;
• Зенкерування;
• Розвертання;
• Нарізання різьби мітчиком;
• Розточування та ін.
На верстаті виконують обробку деталей типу:Кришки, фланці, панелі, кронштейни та ін.
Наявність на верстаті револьверної голівки для автоматичної заміни інструменту та хрестового стопу з програмним керуванням дозволяють виконати координатну обробку деталей без попередньої розмітки та використання кондукторів.
Скорочена технічна характеристика верстата мод. 2Р135Ф2:
- Найбільший діаметр оброблюваного отвору – 35 мм
- Найбільший діаметр нарізаємої різьби – М24
- Найбільша ширина фрезерування – 60 мм
- Число інструментів – 6
- Число частоти обертання шпинделя (всього / по програмі) – 12/12
- Границя частоти обертання шпинделя – 45 – 2000 об/хв
- Число подач – 18
- Клас точності верстата - 11
Фрезерній верстат мод. 6Р11ФЗ.
Скорочена технічна характеристика верстата мод. 6Р11ФЗ:
- Довжина столу – 1000 мм
- Ширина столу – 250 мм
- Границі подач столу – 0,1—4800 мм/хв.
- Найбільше зусилля подачі на кожній координаті – 800 кгс
- Найбільший діаметр фрези – 125 мм
Токарний верстат мод.16Б16ФЗ. 
Скорочена технічна характеристика верстата мод. 16Б16ФЗ:
- Найбільший діаметр оброблюваної деталі над станиною – 320 мм
- Найбільший діаметр оброблюваної деталі над супортом – 120 мм
- Найбільша довжина оброблюваного виробу – 750 мм
- Найбільший хід супорта:
повздовжній – 650 мм
поперечний – 225 мм
 Діаметр отвору в шпинделі – 37 мм
Діаметр отвору в шпинделі – 37 мм
Висота різця – 25 мм
Найбільша швидкість різбонарізання – 2400 мм/с
 1.9 Організація робочого місця, його оснащеність.
1.9 Організація робочого місця, його оснащеність.
Основним обладнанням робочого місця фрезерувальника (токаря) являється один чи декілька обслуговуємих ним верстатів. До складу допоміжного обладнання та оснащення входять:
- комплект технічної оснастки постійного використання;
- комплект технічної документації постійного використання;
- комплект стандартного обладнання;
- засоби сигналізації.
При організації робочого місця користуються слідуючими рекомендаціями:
- на робочому місці не повинно бути нічого зайвого;
- робоче місце повинно утримуватися в чистоті;
- кожен предмет треба класти на одне і теж саме місце при цьому предмети якими доводиться користуватися частіше слід розташовувати ближче предметів якими користуються рідше;
- слід своєчасно прибирати верстат від стружки.
Перед початком роботи працівник зобов'язаний:
- привести в порядок свій одяг;
- перевірити справність верстата і наявність заземлення, змазати берстат відповідно до інструкції;
- перевірити наявність і спрабність пристосубань,
- очистити від масла, дотичні базові і кріпильні поверхні заготівок і пристосувань;
- старанно очистити отвір шпинделя, хвостовик оправки або фрези перед їх установкою в шпиндель;
- переконатися б тому, що хвостовик оправки або фрези сідає в шпиндель щільно, без люфту,
- перебірити радіальне і торцеве биття фрези, воно не побинне перевищувати 0,1 мм;
- ознайомитися по технічній документації (конструкторській і технологічній) з майбутньою роботою,
- підготувати робоче місце,
- переконатися в правильності наладки верстата;
Під час роботи працівник повинен:
- строго дотримуватись заданих режимів обробки;
- деталі, інструменти і пристосування класти тільки на свої місця і використовувати тільки по прямому призначенню,
- не класти ріжучий і вимірювальний інструмент, ключі, заготівки і деталі на робочі поберхні Верстата. Працювати тільки справним, добре заточеним інструментом;
- слідкувати за міцністю кріплення оброблюваних заготівок, інструменту і пристосувань;
- не проводити вимірювань оброблюваної заготівки, не змітати стружку під час роботи верстата і не знімати огорожі,
- економити електроенергію, не допускаючи роботи верстата вхолосту,
- обов'язково вимикати верстат, йдучи навіть на короткий час, при прибиранні і змащуванні берстата, а також при закріпленні і вимірюванні оброблюваної заготівки.
 Після закінчення роботи фрезерувальник повинен
Після закінчення роботи фрезерувальник повинен
- вимкнути верстат, здати оброблені деталі, очистити верстат від стружки, інструмент прибрати в шафу. При двох або тризмінній роботі верстат прибирають, здають черговому. Необхідно повідомить; черговому і майстру про помічені недоліки в роботі верстата.
В організаційно-технічному обслуговуванні робочого місця велике значення має своєчасне пояснення робітнику промислового завдання, а також, залежно від характеру виробництва, завдання на місяць, декаду. Така організація роботи дає можливість робітнику наперед ознайомитися з кресленням, технічними умовами, завчасно зажадати і підготувати необхідний ріжучий і вимірювальний інструмент і пристосування.
Діючими нормативами для серійного і масового виробництва передбачені наступні основні умови по організаційному обслуговуванні робочого місця:
- наряди на роботу, заготівки, інструменти і пристосування доставляє до робочого місця допоміжний персонал;
- інструменти заточують в централізованому порядку,
робоче місце забезпечують необхідними комплектами технологічного оснащення.
Знання верстата, правильні і догляд за ним збільшують продуктивність праці, підвищують термін служби верстата і покращують якість оброблених деталей.
 1.10.Форма оплати праці в цеху.
1.10.Форма оплати праці в цеху.
У основі технічного нормування лежить глибоке всебічне, економічне та фізіологічне обґрунтування встановлюємої норми часу, тому визначаючим для класифікації методів нормування є ступінь обґрунтованості норм витрат робочого часу.
Згідно цьому визначенню розрізняють два методи нормування оплати праці: аналітичний та досвідно-статистичний.
Аналітично-розрахунковий метод для визначення норми часу передбачає виконання розрахунків по відповідним нормативам.
Досвідно-статистичний метод не вимагає аналізу виробничих можливостей, так як виходить із суб'єктивного (особистого) досвіду нормувальника (технолога), а також статистичних звітних данних про фактичні витрати часу на аналогічні роботи. Ці норми не тільки орієнтують на існуючі організаційно-технічні умови праці, але й вміщують всі існуючі недоліки організації праці та виробництва.
По змісту нормативи поділяються на п'ять видів.
1 - нормативи режимів роботи обладнання.
2 - нормативи часу (допоміжног, обслуговування, відпочинку)
3 - нормативи обслуговування (наладчики, ремонтники)
4 - нормативи чисельності (ІТР)
5 - нормативи керованості (керівники)
Усі відхилення від прийнятих у нормативах типових умов виробництва при встановленні норми часу враховуються через систему поправочних коефіцієнтів.
Намагання спростити розрахунково-аналітичний метод нормування призвело до застосування засобів розрахунку норм часу на основі укрупнених нормативів дозволяє відразу встановлювати неповний штучний час, що значно спрощує та прискорює нормування.
Date: 2015-05-09; view: 793; Нарушение авторских прав