Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Состав и описание основных частей ОМК
|
|
Очистной механизированный комплекс состоит из основного (выемочная машина, комплект секций гидрофицированной передвижной забойной крепи, забойный передвижной конвейер) и вспомогательного оборудования (кабелеукладчик, фронтальный лемех, направляющие балки, секции крепи сопряжений лавы с пластовыми выработками, перегружатель, дробилка, комплект насосных станций, пусковая и защитная аппаратура). Некоторые из перечисленных вспомогательных механизмов и оборудования могут отсутствовать или замещаться другими механизмами.
Согласованное функционирование всех механизмов и оборудования ОМК в основных и вспомогательных режимах обеспечивается интегрированными системами электроснабжения, освещения, сигнализации и управления, гидросистемой, обеспечивающей силовые перемещения секций крепи и конвейера с выемочной машиной, гидросистемой пылеподавления, системами контроля состояния воздуха в выработках, в частности количественного содержания газа метана, телефонной и громкоговорящей связи. Основным требованием к перечисленным оборудованию и системам является обеспечение длительной устойчивой высокопроизводительной и безопасной для людей работы ОМК в изменяющихся горно-геологических условиях по мере отработки выемочного столба. Использование резервирования как метода повышения надежности в очистных механизированных комплексах ограничено, поэтому каждый из элементов, входящих в ОМК, должен быть высоконадежным и взрыво-, искробезопасным. При разработке, изготовлении и эксплуатации ОМК исполнители должны руководствоваться действующими правилами безопасности в угольных шахтах (сланцевых шахтах, рудниках), нормативами по безопасности забойных машин и комплексов и рядом других отраслевых нормативных документов, методик и указаний.
а)  б)
б) 
Рис. 1. Схема механизированной крепи с выпуском угля из кровли в призабойное пространство: а) через перекрытие; б) с завальной стороны (через ограждение).
Очистные механизированные комплексы классифицируют по следующим основным признакам:
· по углу залегания пласта – для пологих и наклонных пластов с углом падения до 35°, и для крутых и крутонаклонных пластов с углом падения более 35°;
· по мощности пласта – для тонких, средних и мощных пластов;
· по виду добываемого полезного ископаемого – для шахт (добыча угля), для рудников (например, добыча калийной соли);
· по назначению – общего назначения, для использования в шахтах и рудниках в комбайновом или струговом вариантах, и специального назначения, когда используются нестандартные методы ведения очистных работ: с пневмо- или гидрозакладкой выработанного пространства, с выпуском угля при отработке мощных пластов в призабойное пространство на конвейер через люки в оградительном щите секций крепи или позади крепи (рис. 1);
· по типу кинематических связей между машинами и оборудованием комплекса – агрегатные, комплектные и комбинированные (агрегатно-комплектные).
В общих характеристиках ОМК фирмы-изготовители или предприятия-пользователи отражают основные классификационные признаки исполнения основных машин и оборудования комплекса: комбайна или струга, секций крепи и забойного конвейера.
В зависимости от условий работы применяют различные типы очистных комбайнов: узкозахватные или широкозахватные, с вынесенными или встроенными механизмами подачи, с цепной системой подачи или с жесткой реечной, со шнековыми, барабанными, корончатыми или баровыми исполнительными органами, с электрическим, гидравлическим или пневматическим приводом исполнительных органов и механизмов подачи.
В настоящее время все большее распространение получают двухшнековыекомбайны симметричной модульной компоновки со шнеками, вынесенными за корпус комбайна по его длине, что делает возможной их работу по челночной схеме с зарубкой косыми заездами, а мощные регулируемые электроприводы механизмов подачи и резания обеспечивают высокую интенсивность выемки со скоростью подачи до 10–45 м/мин. Мощность двигателя привода резания в зависимости от типоразмера и компоновки комбайна изменяется от 75 кВт до 600 кВт, а привода подачи – от 10 кВт до 75–125 кВт с установленной мощностью на комбайн от 85 кВт до 1940 кВт и более.

Рис. 2. Современный высокопроизводительный очистной комплекс (фирма DBT)
Однако использование особо мощных высокопроизводительных комбайнов (рис. 2) предполагает переход с системы электроснабжения напряжением 660 В на напряжение 1140, 2300, 4160 В (например, комбайны серии «Электра», немецкой фирмы DBT) и в дальнейшем на 6–10 кВ.
При этом в зависимости от типоразмера и комплектации вес комбайнов изменяется от 3–5 т (для тонких пластов) до 30–50 т – для выемки угля из пластов средней мощности и до 75–100т – для мощных пластов.
Модульная компоновка современных комбайнов и наличие одной основной несущей рамы, к которой быстроразъемными соединениями крепятся все блоки комбайна, обеспечивают быструю «сборку-разборку» комбайна, поузловую замену при ремонтах, исключение необходимости ремонта в шахтных условиях, возможность работы с двумя или с одним приводом резания и подачи. Все это приводит к повышению надежности работы комбайнов и снижению расходов на их обслуживание и ремонт.
Очистные комбайны оснащаются системами ручного непосредственного управления (используются при наладке комбайнов и тестировании режимов их работы), системами дистанционного радиоуправления (с носимого пульта), программного автоматизированного управления при больших скоростях подачи комбайна, превышающих среднюю скорость перемещения машиниста.

Рис. 3. Рештак с наклонными направляющими скользящих струговых установок
Система датчиков и микропроцессорное оборудование обеспечивают мониторинг состояния узлов и систем комбайна, контроль и оценку режима работы и выдачу необходимой информации машинисту комбайна, оператору лавы, диспетчеру.
В струговых комплексах используются, в основном, отрывные струги с подконвейерной плитой и приводной цепью, расположенной с завальной стороны конвейера, и скользящие струги, опирающиеся при движении на наклонную направляющую, а кольцевая замкнутая тяговая цепь струга расположена с забойной стороны конвейера.
Направляющие скользящего струга закрепляются на корпусе рештака со стороны забоя: нижняя направляющая крепится болтовым соединением или сваркой, верхняя – шарнирно. Ее можно свободно открыть, что обеспечивает доступ к верхней и нижней цепям струга (рис. 3).

Рис. 3. Скользящий струговый исполнительный орган
Нижняя цепь крепится непосредственно к корпусу струга (рис. 4). Расстояние от точки расположения равнодействующей сил резания скользящих стругов до оси тяговой цепи незначительное, что обеспечивает высокую степень уравновешенности стругов при работе, следовательно, устойчивость работы установок в целом и возможность разрушения более крепких углей по сравнению с отрывными стругами.
При увеличении (или уменьшении) мощности вынимаемого пласта предусматривается возможность установки (или снятия) на струг проставок с резцами, а для более точной настройки – бесступенчатая регулировка положения верхнего резца червячной передачей или сменными прокладками.
Важными факторами, обеспечивающими эффективную работу струговых установок, являются следующие их возможности:
· следование струга по границе «почва-пласт», что особенно сложно осуществить при волнистой гипсометрии;
· выбор рационального режима работы по соотношению скоростей струга и цепи конвейера «Vc/Vк» при попутном и встречном движениях;
· эффективная защита приводов струга и конвейера от перегрузок, особенно в момент реверса струга;
· выпрямление линии забоя и става конвейера посредством частичных корректирующих заходов стругового исполнительного органа с любого необходимого места по длине лавы;
· изменение схемы передвижки секций крепи в зависимости от изменяющейся по мере отработки столба устойчивости непосредственной кровли с целью увеличения затяжки кровли (при ухудшении устойчивости) или уменьшения затяжки (при улучшении устойчивости кровли).
Регулирование движения струга по границе угольного пласта и почвы наиболее эффективно выполняется специальными гидроцилиндрами, установленными с завальной стороны конвейера и изменяющими наклон конвейера на забой в зависимости от отклонения опорной плоскости конвейера от почвы.

Рис. 5. Бесцепной механизм подачи комбайна
Забойный конвейер является остовом комплекса. Через него замыкаются все кинематические связи, обеспечивающие направленность циклических перемещений выемочной машины, секций лавной крепи и крепи сопряжений, штрекового оборудования. На конвейере установлены фронтальный лемех или направляющие для струга с забойной стороны, а с завальной стороны – желоб для кабелеукладчика и камеры для размещения магистралей рабочей жидкости гидросистем, кронштейны для крепления гидродомкратов передвижки секций крепи и собственно конвейера. На завальном борту конвейера устанавливаются рейки для механизма подачи (рис. 5) или предусматриваются каналы для тяговой и холостой ветвей цепи струга отрывного действия.
Достижения последнего десятилетия в повышении нагрузки на забой и объема добычи с выемочного столба связаны с созданием надежных забойных скребковых конвейеров производительностью до 2000–5000 т/час (2–6 млн т в год) для лав длиной до 250–450 м.
Безотказность и ресурс современных скребковых забойных конвейеров обеспечивается не только прочностью и износостойкостью рештаков, их сменных элементов, тяговых цепей и приводных звездочек, но также системой последовательного запуска двигателей без нагрузки с выдержкой времени, синхронизированным выравниванием нагрузки в приводах при разгоне скребковой цепи конвейера, пробуксовкой специальных муфт при динамических нагрузках на цепь, отключением двигателей при блокировках цепи, совершенствованием редукторов приводов конвейеров (рис. 6).

Рис. 6. Типовые редукторы забойных конвейеров
Механизированные крепи в процессе взаимодействия с углевмещающими массивами в общем случае выполняют три основные функции: управление кровлей, активное поддержание кровли над призабойным пространством и ограждение призабойного пространства от обрушающихся пород кровли. Поэтому по способу и характеру взаимодействия с боковыми породами (т. е. по степени выполнения основных функций) различают типы механизированных крепей: поддерживающие, поддерживающе-оградительные, оградительно-поддерживающие.
По структурной схеме различают механизированные крепи: агрегатные, комплектные и комплектно-агрегатные.
В агрегатных крепях структурные единицы (секции) имеют общую групповую кинематическую связь по длине лавы, фиксирующую интервалы расположения секций, обеспечивающую направленность циклического перемещения и кинематическое взаимодействие секций крепи через конвейер или базовую балку. При этом перемещение секций осуществляется их поочередным подтягиванием к базе-конвейеру.
В комплектных механизированных крепях секции кинематически объединены в комплекты и не имеют общей групповой связи по длине лавы. Передвижка таких секций происходит отталкиванием передвигаемой секции от распертой. Комплектно-агрегатные механизированные крепи имеют как общую групповую кинематическую и силовую связь через базу-конвейер, так и внутригрупповые связи секций крепи.
В настоящее время в мировой практике изготовления ОМК имеется большое разнообразие конструктивных схем секций механизированных крепей. Наиболее широко применяются и изготавливаются ведущими фирмами горного оборудования секции, которые могут быть представлены структурными формулами:
· поддерживающе-оградительная, агрегатная, двухрядная, четырехстоечная, устанавливаемая в исходное положение по заряженной схеме;
· поддерживающе-оградительная, агрегатная, однорядная, двухстоечная, заряженная;
· поддерживающе-оградительная, агрегатная, однорядная, двухстоечная, заряженная.
Такие крепи выпускаются в России (М138, М143, М137), Германии (BS2.1, Хемшайдт5500 - 22 / 60, Хемшайдт6300 - 15 / 28), в Польше, Великобритании и некоторых других странах (рис. 7).

Рис. 7. Двухстоечные однорядные секции механизированных комплексов
3. Автоматизация ОМК
Эффективность работы комплексно-механизированных очистных забоев оценивают системой абсолютных и удельных технических и технико-экономических показателей, обеспечивающих сравнительную оценку как самого оборудования, так и эффективность его использования. Однако горно-геологические и горно-технологические условия эксплуатации очистных механизированных комплексов различаются столь значительно, что показатели эффективности работы комплексно-механизированных очистных забоев, даже при отработке одного выемочного столба, трудно сравнивать.
Наличие слабых, а также тяжелых, трудно управляемых, склонных к периодическим блоковым обрушениям кровель, слабых обводненных почв, волнистой гипсометрии, нарушений в залегании пластов, повышенной газоносности – вот далеко не полный перечень горно-геологических факторов, усложняющих эксплуатацию очистных механизированных комплексов при добыче угля в длинных очистных забоях.
Поэтому столь важно выбрать именно тот очистной механизированный комплекс, который в наибольшей степени соответствовал бы горно-геологическим и технологическим условиям отработки конкретного выемочного столба.
Чем выше интенсивность очистных работ, тем большую роль для эффективной и устойчивой работы ОМК играют системы управления выемочными машинами, конвейером, механизированной крепью и комплексом в целом.
Современные цифровые программируемые системы автоматизации предусматривают контроль технического состояния и режимов работы всех механизмов, оборудования и систем ОМК с выводом необходимой информации, в том числе визуального отображения, операторам машин и диспетчеру, а также выбор режимов работы с пульта управления и введение ограничений, переход в случае необходимости с автоматического на дистанционное или ручное управление.
В особо благоприятных условиях управление работой ОМК может быть выведено на поверхность на центральный пульт диспетчера (рис. 8).
Рис. 8. Схема системы управления механизированными комплексами
Режим работы комплексно-механизированного очистного забоя наглядно отражает зависимость производительности (Q) выемочной машины от скорости подачи и времени вспомогательных операций (Твсп), несовместимых с работой комбайна по выемке угля, отнесенных к длине лавы (Ln):
 (1)
(1)
где: Tp – время работы комплекса в смену, мин; В – ширина полосы угля, вынимаемая комбайном, м; H – мощность пласта, м; r – плотность угля в массиве, т/м3; Kг – коэффициент готовности комбайна; М – удельные затраты времени на выполнение операций несовместимых с производительной работой комбайна; V – скорость подачи.
 (2)
(2)
Из формул следует, что производительность комплекса можно повышать двумя способами: увеличением скорости подачи комбайна и сокращением времени вспомогательных операций.

Рис. 9. Зависимость производительности ОМК от скорости подачи комбайна и времени вспомогательных операций
Как видно из графика (рис. 9, кривая 3), при времени вспомогательных операций М3 увеличение скорости подачи более V1 не приведет к росту производительности, при этом снизится устойчивость технологического процесса (зона А). Сокращение времени вспомогательных операций, не совместимых с работой комбайна от М3 до М2, приведет к резкому росту производительности от Q3 до Q2 при той же скорости подачи комбайна V1, и расширит зону рациональных режимов работы по скорости подачи до V2 и, следовательно, возможность увеличения производительности от Q2 доQ1.
При развитии комплексов от первого поколения к четвертому в различных сочетаниях использовались оба направления:
· увеличивалась установленная мощность и масса комплексов, скорости и усилия подачи комбайнов, распорные усилия секций крепи, производительность конвейера и перегружателя;
· совершенствовались кинематические связи структурных элементов комплексов, технологичность и надежность машин и оборудования; отрабатывались программируемые системы диагностики технического состояния машин, систем, режимов работы и автоматизированного управления, чем достигались высокая устойчивость работы комплексов в рациональных режимах и сокращение времени вспомогательных операций.
В настоящее время при работе современных высокопроизводительных комплексов установленная мощность используется не полностью. Поэтому наиболее интенсивно развивается совершенствование комплексов по второму направлению в совокупности с реконструкцией шахт.
4. Подробный пример расчета производительности очистного механизированного комплекса.
4.1. Расчет теоретической производительности механизированного комплекса.
Теоретическая производительность очистного механизированного комплекса определяется количеством добытого угля в единицу времени при непрерывной работе комбайна, который работает в оптимальном режиме без учета затрат на выполнение вспомогательных операций в лаве.
Теоретическая производительность очистного механизированного комплекса определяется производительностью комбайна, входящего в его состав, и рассчитывается по формуле [1]:
 , т/мин (3)
, т/мин (3)
где  — средняя мощность угольного пласта в пределах выемочного участка, м;
— средняя мощность угольного пласта в пределах выемочного участка, м;  — ширина захвата исполнительного органа комбайна, м;
— ширина захвата исполнительного органа комбайна, м;  — плотность угля в массиве, т/м3;
— плотность угля в массиве, т/м3;  — скорость подачи комбайна, м/мин.
— скорость подачи комбайна, м/мин.
Qтеор рассчитывается для различных скоростей подачи комбайна, включая и оптимальную скорость подачи. По результатам расчета строится график зависимости теоретической производительности от скорости подачи комбайна.
Расчеты по формуле (3) сводятся в табл. 1.
Таблица 1.Теоретическая производительность механизированного комплекса.

| 
|
1.15  0,63 1,43 0,63 1,43 
| |
| 3,1 | |
| 3,8 | 3.9 |
| 4,1 | |
| 5,1 |
На основании данных таблицы 1. строим график зависимости теоретической производительности очистного механизированного комплекса от скорости перемещения комбайна (рис. 10.)
4.2.Расчет технической производительности механизированного комплекса.
Техническая производительность очистного механизированного комплекса определяется количеством добытого в единицу времени угля при работе очистного комбайна с учетом затрат времени на выполнение вспомогательных операций, которые связаны с принятым комбайном и с заданными условиями эксплуатации.
Техническая производительность очистного механизированного комплекса рассчитывается по формуле:
 , т/мин (4)
, т/мин (4)
где  — теоретическая производительность очистного механизированного комплекса, т/мин;
— теоретическая производительность очистного механизированного комплекса, т/мин;  — коэффициент технически возможной непрерывной работы очистного механизированного комплекса в конкретных условиях эксплуатации. Определяется по формуле:
— коэффициент технически возможной непрерывной работы очистного механизированного комплекса в конкретных условиях эксплуатации. Определяется по формуле:
 (5)
(5)
где  — время производительной работы комбайна по добыче угля, мин/цикл. Определяется по формуле:
— время производительной работы комбайна по добыче угля, мин/цикл. Определяется по формуле:
 , мин/цикл (6)
, мин/цикл (6)
где  — проектная длина лавы, м;
— проектная длина лавы, м;  — суммарная длина ниш лавы, м. — скорость подачи комбайна, м/мин.
— суммарная длина ниш лавы, м. — скорость подачи комбайна, м/мин.
Расчет времени производительной работы комбайна по добыче угля по формуле (6) сведен в табл. 2.
Таблица 2. Время производительной работы комбайна по добыче угля.
|
| 
|
| 3.8 | |
 — общие затраты времени на вспомогательные операции не связанные с работой комбайна по добыче угля, мин/цикл. Определяется по формуле:
— общие затраты времени на вспомогательные операции не связанные с работой комбайна по добыче угля, мин/цикл. Определяется по формуле:
 , мин/цикл (7)
, мин/цикл (7)
где  — время маневровых операций, мин/цикл. Очистной комбайн КШ3М имеет разнесенные шнеки и работает по челноковой схеме выемки угля. Для комбайнов, осуществляющих выемку по челноковой схеме
— время маневровых операций, мин/цикл. Очистной комбайн КШ3М имеет разнесенные шнеки и работает по челноковой схеме выемки угля. Для комбайнов, осуществляющих выемку по челноковой схеме  ;
;  — общее время выполнения концевых операций в лаве, мин/цикл. Принимаем
— общее время выполнения концевых операций в лаве, мин/цикл. Принимаем  ;
;  — затраты времени на замену изношенных резцов исполнительного органа комбайна, мин/цикл. Определяется по формуле:
— затраты времени на замену изношенных резцов исполнительного органа комбайна, мин/цикл. Определяется по формуле:
 , мин/цикл (8)
, мин/цикл (8)
где — средняя мощность угольного пласта в пределах выемочного участка, м; — плотность угля в массиве, т/м3; — проектная длина лавы, м; — ширина захвата исполнительного органа комбайна, м;  — удельный расход резцов, шт/т. Принимается равным по;
— удельный расход резцов, шт/т. Принимается равным по;  — время замены одного резца исполнительного органа, мин. Принимаем
— время замены одного резца исполнительного органа, мин. Принимаем  .
.  — затраты времени на устранение отказов в работе комбайна, мин/цикл. Определяется по формуле:
— затраты времени на устранение отказов в работе комбайна, мин/цикл. Определяется по формуле:
 , мин/цикл (9)
, мин/цикл (9)
где — проектная длина лавы, м; — скорость подачи комбайна, м/мин.  — коэффициент готовности очистного комбайна. Для узкозахватных комбайнов
— коэффициент готовности очистного комбайна. Для узкозахватных комбайнов  [1].
[1].
Расчеты по формуле (9) сводятся в табл. 3.
Таблица 3. Затраты времени на устранение отказов в работе комбайна.
|
| 
|
| 10,2 | |
| 6,8 | |
| 3.8 | 5.2 |
| 5,1 | |
| 4,8 |
Расчет общих затрат времени на вспомогательные операции по формуле (7) сведен в табл. 4.
Таблица 4. Общие затраты времени на вспомогательные операции
|
| 
|
| 47,6 | |
| 44,2 | |
| 3.8 | 42.6 |
| 42,5 | |
| 39,2 |
Расчет коэффициента технически возможной непрерывной работы очистного механизированного комплекса в конкретных условиях эксплуатации по формуле (5) представлен в табл. 5.
Таблица 5. коэффициента технически возможной непрерывной работы
|
| 
|
| 0,56 | |
| 0,47 | |
| 3.8 | 0.42 |
| 0,41 | |
| 0,37 |
Расчет технической производительности очистного механизированного комплекса по формуле (4) представлен в табл. 6.
Таблица 6. Техническая производительность очистного механизированного комплекса.
|
| 
|
| 1,15 | |
| 1,45 | |
| 3.8 | 1.63 |
| 1,68 | |
| 1,88 |
4.3.Расчет эксплуатационной производительности очистного механизированного комплекса
Эксплуатационная производительность очистного механизированного комплекса определяется фактическим количеством добытого угля в единицу времени при работе комбайна с учетом вспомогательных операций в очистном забое, обязательно сопутствующих выемке, но не совмещаемых с ней, а также не производственных простоев по технологическим причинам, непредвиденными техническими причинами и организационным неувязкам в работе.
Эксплуатационная производительность очистного механизированного комплекса рассчитывается по формуле:
 , т/мин (10)
, т/мин (10)
где — теоретическая производительность очистного механизированного комплекса, т/мин;  — коэффициент фактически возможной непрерывной работы очистного механизированного комплекса в конкретных условиях эксплуатации. Определяется по формуле:
— коэффициент фактически возможной непрерывной работы очистного механизированного комплекса в конкретных условиях эксплуатации. Определяется по формуле:
 (11)
(11)
где — время производительной работы комбайна по добыче угля, мин/цикл; — общие затраты времени на вспомогательные операции не связанные с работой комбайна по добыче угля, мин/цикл.  — затраты времени на эксплуатационные простои связанные с технологией работ, непредвиденными причинами, организационными неувязками в работе, мин/цикл. Определяется по формуле:
— затраты времени на эксплуатационные простои связанные с технологией работ, непредвиденными причинами, организационными неувязками в работе, мин/цикл. Определяется по формуле:
 , мин/цикл (12)
, мин/цикл (12)
где  — время, затарчиваемое на обмен вагонеток возле погрузочного пункта лавы, мин/цикл. Принимаем
— время, затарчиваемое на обмен вагонеток возле погрузочного пункта лавы, мин/цикл. Принимаем  ;
;  — время, затрачиваемое на буровзрывные работы в лаве, мин/цикл.
— время, затрачиваемое на буровзрывные работы в лаве, мин/цикл.  — время на оформление забоя, уборку угля и породы, упавших на комбайн или почву вблизи забоя лавы, мин/цикл. Принимаем
— время на оформление забоя, уборку угля и породы, упавших на комбайн или почву вблизи забоя лавы, мин/цикл. Принимаем  ;
;  — непроизводительные простои, связанные с отсутствием порожняка, электроэнергии, непредвиденной остановки транспортных звеньев, мин/цикл. Принимаем
— непроизводительные простои, связанные с отсутствием порожняка, электроэнергии, непредвиденной остановки транспортных звеньев, мин/цикл. Принимаем  .
.
Расчет коэффициента фактически возможной непрерывной работы очистного механизированного комплекса в конкретных условиях эксплуатации по формуле (12) приведены в табл. 7.
Таблица 7. Коэффициента фактически возможной непрерывной работы очистного механизированного комплекса
|
| 
|
| 0,38 | |
| 0,29 | |
| 3.8 | 0.27 |
| 0,24 | |
| 0,21 |
Расчет эксплуатационной производительности очистного механизированного комплекса по формуле (11) приведен в табл. 8.
Таблица 8. Эксплуатационная производительность очистного механизированного комплекса
|
| 
|
| 0,83 | |
| 3.8 | 0.9 |
| 0,96 | |
| 1.2 |
На основании все полученных данных теоретической, технической и эксплуатационной производительности строим график, на котором показаны зависимости видов производительности от скорости подачи комбайна.
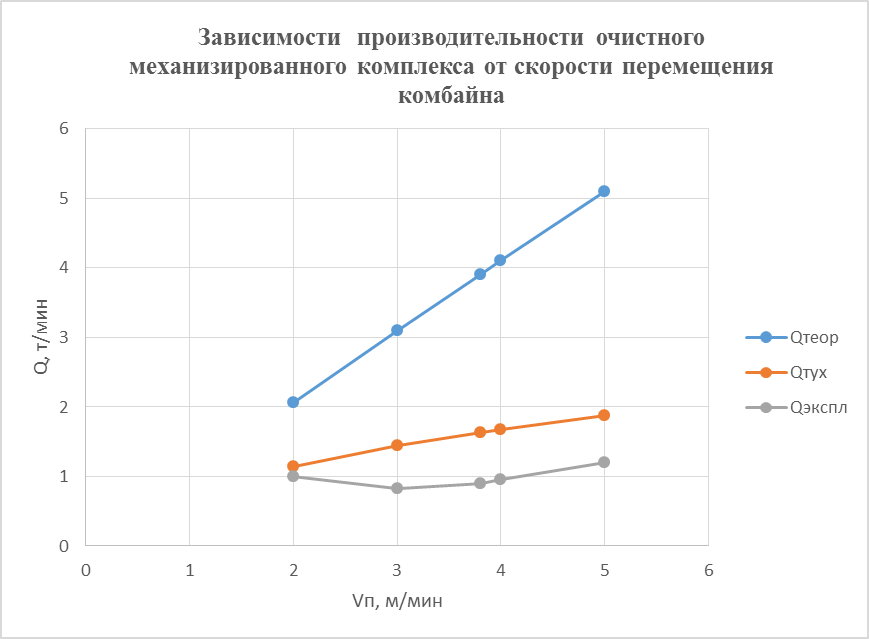
Рис. 10. График зависимости производительности от скорости подачи.
4.4.Проверка теоретической производительности очистного комплекса по газовому фактору.
Рассчитанная из условия оптимальной выемки угля теоретическая производительность очистного механизированного комплекса должна быть проверена по фактору метановыделения в лаву, при этом должно быть соблюдено условие:
 , т/мин (13)
, т/мин (13)
где  — теоретическая оптимальная скорость очистного механизированного комплекса, соответствующая оптимальной скорости подачи комбайна, т/мин;
— теоретическая оптимальная скорость очистного механизированного комплекса, соответствующая оптимальной скорости подачи комбайна, т/мин;  — максимально возможная производительность очистного механизированного комплекса по фактору метановыделения в лаву, м/мин. Определяется по формуле:
— максимально возможная производительность очистного механизированного комплекса по фактору метановыделения в лаву, м/мин. Определяется по формуле:
 , м/мин (14)
, м/мин (14)
где  — скорость движения воздуха в призабойном пространстве лавы, м/с. По Правилам безопасности
— скорость движения воздуха в призабойном пространстве лавы, м/с. По Правилам безопасности  ;
;  — минимальная площадь сечения призабойного пространства лавы, м2. Согласно
— минимальная площадь сечения призабойного пространства лавы, м2. Согласно  — максимально допустимая концентрация метана в исходящей из лавы струе воздуха, %. По Правилам безопасности наличие в исходящей струе воздуха из лавы присутствие метана до 1%;
— максимально допустимая концентрация метана в исходящей из лавы струе воздуха, %. По Правилам безопасности наличие в исходящей струе воздуха из лавы присутствие метана до 1%;  — относительная метанообильность метана лавы, м3/т;
— относительная метанообильность метана лавы, м3/т;  — коэффициент, учитывающий природную метанообильность угольного пласта. Рассчитывается по формуле:
— коэффициент, учитывающий природную метанообильность угольного пласта. Рассчитывается по формуле:
 (14)
(14)
где  — природная газоносность пласта, м3/т. Согласно принимаем.
— природная газоносность пласта, м3/т. Согласно принимаем.  — остаточная газоносность угля, выданного за границы свежей струи воздуха, который поступает в лаву, м3/т. Условно принимается[1]; — относительная метанообильность метана лавы, м3/т
— остаточная газоносность угля, выданного за границы свежей струи воздуха, который поступает в лаву, м3/т. Условно принимается[1]; — относительная метанообильность метана лавы, м3/т  — коэффициент машинного времени. Определяется по формуле:
— коэффициент машинного времени. Определяется по формуле:
 (15)
(15)
где  — число смен по добыче угля. Принимаем
— число смен по добыче угля. Принимаем  ;
;  — продолжительность одной смены по добыче угля, мин (
— продолжительность одной смены по добыче угля, мин ( );
);  — коэффициент фактически возможной непрерывной работы очистного механизированного комплекса, который соответствует оптимальной скорости подачи комбайна. Из пункта 3.3 табл. 3.7 находим
— коэффициент фактически возможной непрерывной работы очистного механизированного комплекса, который соответствует оптимальной скорости подачи комбайна. Из пункта 3.3 табл. 3.7 находим  ;
;




Вышеприведенное условие не выполняется. Поэтому необходимо предусмотреть мероприятия по уменьшению количества метана, который выделяется из пласта в рабочее пространство, а именно:
- Бурение дегазационных скважин;
- Передовое торпедирование массива;
- Увеличение скорости проветривания;
- Нагнетание воды в угольный пласт.
5. Заключение
Таким образом исходя из проводимых расчетов мы получили результат, который показывает нам, что теоретическая производительность и эксплуатационная значительно отличаются друг от друга. Это говорит о том, что при выборе ОМК нужно обращать внимание не сколько на производительность комплекса, сколько на заданные горно-геологические условия, в которых этому комплексу предстоит работать, а также на мероприятия, которые необходимо будет проводить с этим комплексом, для поддержания его устойчивой и правильной работы.
6. Список использованной литературы
1. http://kirpich174.ru/publications/ochistnye-mehanizirovannye-kompleksy-dlja-dobychi.html
2. http://add.coolreferat.com/docs/index-12962.html
Date: 2015-11-14; view: 1336; Нарушение авторских прав