Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Формируемые знания, умения. Обучающийся должен знать:
|
|
Обучающийся должен знать:
- процесс образования челночных стежков и строчек
- рабочие инструменты машин и их конструкцию
- технологическую характеристику основных типов машин челночного стежка, образующих однолинейные и зигзагообразные строчки
должен уметь:
- выполнять заправку машин
- выполнять мелкий ремонт машин
3.1.1 Глоссарий
1. Деталью называется часть звена, которая служит для соединения частей машины. (болт, гайка, винт и тд.)
2. Звено - это совокупность деталей, входящих в одну жесткую систему и не имеющих движение относительно друг друга.
3. Кинематическую пару - образуют соединение звеньев, имеющих относительное движение,.
4. Звенья, соединенные кинематическими парами образуют кинематическую цепь.
5. Механизм - это искусственная кинематическая цепь с одним неподвижным звеном, совершающее под действием приложенных сил определенное целенаправленное движение.
6. Машиной - называется механизм или комплекс механизмов, которые предназначены для выполнения полезной работы, связанной с изготовлением тех или иных предметов или для преобразования ее в другие виды энергии.
7. Под транспортным оборудованием понимается оборудование для перемещения деталей изделия, полотен между цехами и внутри цеха между рабочими местами.
8. Под технологическим оборудованием понимается оборудование, которое непосредственно задействовано в осуществлении технологических операций в цехе.
9. Швейными машинами называют оборудование, которое предназначено для соединения и обработки деталей швейных изделий и имеющее иглу в качестве основного инструмента для выполнения операции.
3.1.2Лекционный материал
План:
1. Ознакомление с конструкцией рабочих органов машин челночного и цепного стежка, их назначением.
2. Изучение технологического процесса образования челночных и цепных стежков.
3. Изучение технологических характеристик основных типов машин челночного стежка, образующих однолинейные и зигзагообразные строчки.
. Швейные машины, применяемые при изготовлении одежды из тканей, можно подразделить на машины общего назначения (универсальные), определенного назначения, специализированные и специальные полуавтоматы.
К машинам общего назначения (универсальным) относятся стачивающие машины челночного стежка, применяемые для выполнения различных строчек (операций): стачивающих, обтачивающих, стегальных, отделочных и временного скрепления.
К машинам определенного назначения (их называют специальными) относятся машины, на которых выполняют операции определенного наименования: временного скрепления (выметочные, заметочные), обметочные, подшивочные и отделочные (вышивка). К этим машинам относятся стачивающие однониточного стежка, обметочные одно-, двух- и трехниточного цепного стежка, подшивочные однониточного и челночного стежка, вышивальные и др.
Основными рабочими органами швейной машины челночного стежка являются: игла, челночный комплект, нитеподающее устройство, устройство продвижения материала и лапка. Применяемые в швейных машинах челночного стежка рабочие органы имеют различное конструктивное решение.

Рисунок 3.1 - Швейная игла

Рисунок 3.2 - Челночный комплект
Игла швейной машины челночного стежка, служащая для прокалывания материала и проведения через него швейной нитки, представляет собой прямой цилиндрический стержень, имеющий1 / иглы (рисунок 3.1) называется колбой, она предназначена для закрепления иглы в игловодителе. Цилиндрическая часть 2 иглы называется стержнем, она заканчивается острием 5 конусообразной формы. Над острием находится ушко 3 иглы, в которое заправляется швейная нитка. Стержень иглы имеет два желобка — длинный 6 и короткий 4. Длинный желобок служит для размещения нитки при прокалывании материала и выходе иглы из него. Этот желобок по глубине и ширине равен толщине нитки или больше ее, он предохраняет нитку от перетирания о сшиваемый материал. Короткий желобок только частично предохраняет нитку от соприкосновения с материалом в начале его прокалывания. При выходе иглы из материала нитка со стороны короткого желобка прижимается иглой к материалу, что способствует созданию трения между материалом и ниткой и задержанию выхода нитки из материала — образованию петли-напуска между иглой и ниткой, необходимой для захвата ее челноком. Со стороны короткого желобка, над ушком, игла имеет выемку для улучшения захвата игольной нитки челноком. Согласно ГОСТ 2249—82 («Иглы для швейных машин. Типы и размеры») иглы могут быть различных типов и вариантов в зависимости от формы стержня и заточки острия, диаметра и длины колбы, длины всей иглы, а также разных номеров в зависимости от диаметра стержня. Номера игл и ниток подбирают в соответствии с технологическими инструкциями на изготовление одежды.
Челноки швейных машин бывают двух видов: колеблющиеся и вращающиеся. Наиболее часто в машинах используют вращающийся челнок, совершающий два оборота в процессе образования одного стежка. Ось вращения челнока располагается в горизонтальной или вертикальной плоскости. В стачивающих машинах (например, 1022-М кл., 97-А кл. и др.) ось вращения челнока размещена поперек линии строчки, а в машинах зигзагообразной строчки челночного стежка — вдоль строчки. Вертикальное расположение оси вращения челнока применяется в двухигольных швейных машинах.

Рисунок 3.3 - Шарнирно-стержневое нитеподающее устройство

Рисунок 3.4 - Кулисное нитеподающее устройство

Рисунок 3.5 - Вращающееся нитеподающее устройство
Челночные комплекты различных швейных машин во многом сходны по конструкции и состоят из челнока 1 (рисунок 3.2), откидного полукольца 8, шпуледержателя 7, шпульного колпачка 6 с защелкой 5, шпульки 4 и установочного пальца 3. Движущейся частью челночного комплекта является челнок, который своим крючком 9 захватывает петлю-напуск нитки иглы и обводит ее вокруг неподвижного шпуледержателя, вставленного ободком в паз челнока. На стержень шпуледержателя надевается шпульный колпачок со шпулей и запирается защелкой. Чтобы шпуле-держатель не поворачивался во время движения челнока, установочный палец 3, закрепленный под платформой машины, входит своим выступом в паз 2 шпуледержателя с зазором для прохождения нитки при образовании стежка. Пластина 10 предохраняет нитку, идущую от стежка, от наматывания на челнок.
Нитеподающее устройства бывает трех типов: шарнирно-стержневое, кулисное и вращающееся. Основным органом двух первых служит рычаг с ушком на конце, который совершает движение вверх и вниз по дуге или по сложной траектории. Вращающийся нитеподатчик (швейной машины 97-Акл.) имеет четыре точки взаимодействия с ниткой иглы и два рабочих профиля.
Шарнирно-стержневое нитеподающее устройство (рисунок 3.3) состоит из кривошипа, закрепленного на конце главного вала машины, соединительного звена 2, шарнирно закрепленного в рукаве машины, нитепритягивателя 3, который шарнирно связан с соединительным звеном 2 и надет головкой 4 на палец кривошипа. Ушко нитепритягивателя совершает движения по сложной траектории и скорость его перемещения изменяется в зависимости от выполняемого машиной этапа образования стежка.
Кулисное нитеподающее устройство (рисунок 3.4) получает движение от кулисной втулки, вставленной хвостовиком в отверстие верхней головки шатуна 4 игловодителя, надетого на палец 2 кривошипа 5. Через отверстие кулисной втулки 1 проходит стержень 3 нитепритягивателя 6. Ушко нитепритягивателя совершает движения по кругу.
Вращающееся нитеподающее устройство (рисунок 3.5) состоит из пальца, закрепленного в кривошипе главного вала, диска 2, который надевается своим пазом на выступ пальца, накладки 3 для прикрепления диска к пальцу винтами, промежуточной накладки 5 и нитепритягивателя 4. Для изменения подачи нитки предусмотрено смещение нитепритягивателя 4 с диском 2.
Перемещение материала в швейных машинах челночного стежка осуществляется реечным устройством продвижения. Основным органом устройства являются зубчатые рейки, которые перемещаются по эллиптической траектории в вертикальной плоскости и прижимают материал к подошве лапки, продвигая его на длину стежка. Реечные устройства могут содержать одну рейку (рисунок 3.6, а), две рейки (рисунок 3.6, б), расположенные по одну сторону материала и имеющие возможность перемещаться с разной скоростью (дифференциальный механизм перемещения материала), или две рейки, расположенные сверху (одна вместо лапки) и снизу материала (рисунок 3.6, б).
В дифференциальном реечном устройстве можно увеличивать скорость рейки 2 (см. рисунок 3.6, б) по сравнению со скоростью рейки и тем самым исключать вытягивание материала по линии строчки. Применение устройства продвижения с двумя рейками (верхней и нижней, см рисунок 3.6, в) устраняет смещение одного слоя материала по отношению к другому.
В реечных устройствах продвижения материала можно регулировать усилие прижатия лапкой материала к рейке, высоту подъема зубцов рейки относительно уровня игольной пластины и длину стежка, изменяя шаг движения рейки. Следует обратить внимание на то, что скорость продвижения материала при выполнении строчек зависит от частоты строчки. Чем меньше частота строчки, а следовательно, больше длина стежка, тем быстрее будет перемещаться материал. Реечные устройства продвижения материала, работающие вместе с неподвижной лапкой, имеют существенный недостаток — посадку материала при продвижении.
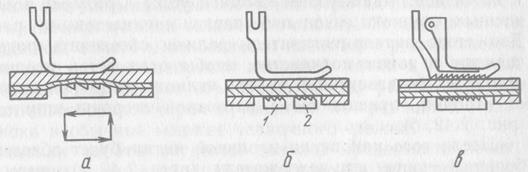
Рисунок 3.6 - Устройство продвижения материала: а — однореечное; б — дифференциальное; в — с нижней и верхней рейками
Захват петли-напуска носиком челнока (рисунок 3.7, а) происходит при подъеме иглы из крайнего нижнего положения на высоту 2—3 мм. Носик челнока в этот момент должен -находиться на расстоянии не менее 1 мм от иглы над верхней кромкой ушка. Сразу же после захвата носиком челнока игольной петли начинается ее расширение. Для этого нитепритягиватель должен обеспечить подачу нитки челноку в таком количестве, чтобы одна ветвь игольной петли оказалась бы заведенной внутрь челнока, а другая ветвь, идущая от строчки, прошла бы с наружной стороны шпуледержателя (рисунок 3.7, б).
После того как петля игольной нитки будет обведена вокруг большей части шпуледержателя (рисунок 3.7, б), нитепритягиватель, начиная двигаться вверх, подтягивает игольную петлю и сдергивает ее с челночного комплекта (рисунок 3.7, г). Далее при движении вверх нитепритягиватель начинает затягивать стежок. Окончательное затягивание стежка происходит при подъеме ушка нитепритягивателя в крайнее верхнее положение (рисунок 3.7, д). В этот момент нужно обратить внимание на продвижение материала

Рисунок 3.7 - Процесс образования челночного стежка
Качество затягивания стежков зависит от соотношения натяжений игольной и челночной ниток, а также свойств материалов. Для образования правильной структуры стежка, т. е. получения правильного расположения узла переплетения внутри соединяемых материалов, необходимо, чтобы натяжение игольной нитки было больше натяжения челночной. Натяжения этих ниток регулируются тормозными приспособлениями: тарелочным тормозом для игольной нитки и натяжной пластиной на шпульном колпачке для челночной нитки.
При выполнении зигзагообразной строчки челночного переплетения технологическая схема образования стежка остается той же, что и при выполнении прямой, но изменяется характер движения иглы: кроме возвратно-поступательных движений она совершает движения поперек строчки. При этом челнок должен обеспечить захват игольной петли в двух положениях иглы. Для этой цели челнок в машине зигзагообразной строчки располагается иначе, чем в обычной машине челночного стежка.
Иглы машин цепного стежка по конструкции сходны с иглами машин челночного стежка, за исключением того, что мелкий желобок у игл, устанавливаемых на машинах цепного стежка, имеет такую же длину, как и глубокий. Такую конструкцию игла имеет с целью предохранения игольной нитки от излишнего истирания о материал в процессе образования стежка. Это различие в конструкциях игл объясняется еще и тем, что в процессе затягивания стежка принимает участие игла, и нитка должна перетягиваться из предыдущего стежка при прокалывании материала иглой (в машинах челночного стежка этого перетягивания нет).

Рисунок 3.8 - Петлитель
Прямые иглы в машинах цепного стежка перемещаются либо в вертикальной плоскости, либо в наклонной (под углом к плоскости материала). Изогнутые иглы перемещаются в процессе образования стежка в горизонтальной плоскости (в машинах потайной строчки).
Иглы имеют разную длину, толщину и так же, как иглы для машин челночного стежка, подразделяются на типы, варианты и
номера.
Вместо челночных комплектов на машинах цепного стежка установлены петлители, заправленные нитками, и крючки (без ниток). Петлители имеют различное перемещение относительно иглы: перпендикулярно оси иглы или под углом к ней и сложное движение под углом к оси иглы и вдоль направления строчки. Петлитель (рисунок 3.8) представляет собой стержень 3 продолговатой формы с постепенным утолщением от носика к головке 2. Отверстия 4 и 7 служат для заправки нитки, желобок 5 на передней стенке петлителя — для направления заправленной нитки. За отверстием 7 имеется выемка 6, назначение которой обеспечить лучшее проникание в петлю петлителя иглы, носика другого петлителя или крючка. Крючки имеют разнообразную конструкцию и способы перемещения относительно иглы. Так, в машинах однониточного цепного стежка крючки совершают вращательное движение, в. машинах потайной и обметочной строчек — сложное пространственное движение.

Рисунок 3.9 - Нитеподающее устройство: а — эксцентриковое; б, в — рычажное.
Для обеспечения процесса образования стежков машины имеют нитеподающее устройство. Это устройство подает требуемое количествр ниток к рабочим органам машины. В состав ните-подающего устройства входят нитепроводящие отверстия, тормозные тарелочки, устанавливаемые отдельно для каждой нитки, образующей стежок, и регулирующие степень затягивания стежков. Для подачи игольных ниток на игловодителях машин установлены нитеподающие устройства различных конструкций.
Для ниток петлителей нитеподающие устройства встречаются двух типов: эксцентриковые (рисунок 3.9, а) на стачивающих машинах двух-, трехниточного цепного стежка и рычажные (рисунок 3.9, б, в) на стачивающе-обметочных машинах.
Для продвижения материала в машинах цепного стежка используют обычные реечные устройства продвижения материала, дифференциальные и роликовые (рисунок 3.10). В машинах потайной строчки (85 кл.) установлено однореечное устройство продвижения материала, рейка которого помещается над игольной пластиной и работает вместе с выдавливателем материала.
Технологическая схема образования всех видов цепных стежков включает в себя следующие этапы:
1) прокалывание материала иглой и проведение игольной нитки;
2) образование петли-напуска над ушком иглы;
3) проникание в игольную петлю носика крючка или петлителя;
4) выход иглы из материала;
5) продвижение материала;
6) образование последней петли стежка и вывод ее на линию движения иглы;
7) вход иглы в последнюю петлю предыдущего стежка;
8) повторное прокалывание материала иглой;
9) сбрасывание петель предыдущего стежка (с крючка, петлителей);
10) затягивание петель предыдущего стежка.

Рисунок 3.10 - Роликовое устройство продвижения материала
При изучении процесса образования цепных стежков, как и челночных, особое внимание должно быть обращено на образование петли-напуска у игл и петлителей. Образование петли-напуска во всех случаях происходит благодаря упругости самой нитки и ее изгибанию кромками ушка иглы или отверстия в петлителе. Необходимые условия, способствующие образованию петли-напуска, — торможение нитки в момент начала обратного движения иглы или петлителя и отсутствие ее натяжения. Торможение нитки иглы при ее выходе из материала происходит вследствие разницы сил трения между ниткой и материалом, а также ниткой и иглой (это обеспечивается наличием мелкого паза у иглы, который не полностью предохраняет нитку от соприкосновения с материалом). Роль тормозного элемента у петлителей, которые не взаимодействуют с материалом, выполняет петля другого рабочего органа — иглы или второго петлителя, захваченная петлителем в процессе образования стежка. Для улучшения выполнения процесса образования петли, как указывалось выше, около носика петлителя, за его отверстием, делается выемка, наличие которой обеспечивает увеличение зазора между стержнем петлителя и его ниткой.
Различны и условия образования петли-напуска у игл. Лучшие условия образования петли наблюдаются при сквозном прокалывании материала иглой, так как количество нитки, участвующей в процессе образования петли, значительно больше, чем в других случаях, и петля-напуск получается увеличенного размера. При несквозном прокалывании материала в машинах потайной строчки количество свободной нитки значительно меньше, однако петля образуется достаточного размера благодаря изогнутости иглы. Необходимый отход нитки от иглы обеспечивается путем ее расположения по хорде и, кроме того, торможением нитки о материал при обратном ходе иглы.
Особенностью образования цепных стежков является процесс затягивания петель в стежке между двумя проколами материала иглой в два приема. Вначале происходит предварительное затягивание игольной петли предыдущего стежка (после сбрасывания этой петли крючком или петлителем) при повторном прокалывании материала иглой; игольная нитка выбирается иглой из предыдущей петли до тех пор, пока натяжение нитки, перемещающейся между двумя проколами материала, не окажется большим, чем натяжение ее со стороны нитеподающего устройства машины. Окончательное затягивание цепных стежков выполняется петлителями, крючками и механизмом перемещения материала.
Характерная особенность процесса получения цепных стежков — способ переплетения ниток, образующих стежок: последовательное введение одной петли в другую. На машинах однониточного цепного стежка, образующих стачивающие, потайные и однониточные стачивающе-обметочные строчки, крючок, захватив игольную петлю при одном прокалывании материала иглой, удерживает ее до повторного прокалывания материала после его перемещения. Таким способом осуществляется процесс образования стежков на стачивающей машине 2222 кл., машине потайной строчки 85 кл. и машине стачивающе-обметочной строчки 10-Б кл., применяемой для стачивания меховых шкурок.
Процесс образования однониточных стежков стачивающей строчки на машине 2222 кл. происходит следующим образом. Игла / (рисунок 3.11, а), проколов материал 2, проводит через него свою нить 5. При подъеме иглы над ее ушком образуется петля-напуск 3, в которую при своем вращении входит носик крючка 4. Продолжая вращаться, крючок расширяет петлю и перемещает ее к оси своего вращения (рисунок 3.11, б). Хвостовик крючка имеет такую форму, которая позволяет ему пройти сзади обеих ветвей петли и развернуть ее. В это время происходит продвижение материала рейкой 7. Направление продвижения материала совпадает с направлением движения носика крючка при захвате петли. При дальнейшем вращении петлителя петля 6 оказывается расположенной на линии движения иглы. Игла, повторно проколов материал, проводит через него очередную петлю из игольной нитки и входит своим острием в предыдущую петлю 6 (рисунок 3.11, в). Для этого петля должна быть достаточного размера и находиться в натянутом состоянии. При последующем подъеме иглы над ее ушком вновь образуется петля-напуск (рисунок 3.11, г), которую захватывает носик крючка; предыдущая петля 6 еще находится на крючке. Затем носик крючка входит в предыдущую петлю, проводя в нее только что захваченную петлю 8 (рисунок 3.11, д), и только после этого происходит сброс предыдущей петли (рисунок 3.11, е). Сброшенная с крючка петля оказывается нанизанной на предыдущую и уменьшается при расширении крючком новой петли. Уменьшение предыдущей петли 6 происходит до того момента, пока она не коснется материала (рисунок 3.11, ж). Крючок в этот момент приближается к положению, обеспечивающему наибольший размер новой петли, а игловодитель с отверстием, выполняющий роль нитеподатчика, поднимается и натягивает нить — происходит затягивание стежка и начинается сматывание нитки с бобины. В процессе затягивания стежка выполняется также продвижение материала.

Рисунок 3.11 - Процесс образования стежка на машине 2222 кл.
КОНТРОЛЬНЫЕ ВОПРОСЫ И ЗАДАНИЯ
1. Какие рабочие инструменты, участвуют в образовании челночного стежка, каковы их конструктивные различия?
2. Из каких этапов состоит процесс образования челночного стежка?
3. Как осуществляется прокалывание материала иглой и как образуется петля – напуск около иглы?
4. Какие виды челночных устройств применяются для образования переплетения ниток?
5. В чем состоит принцип работы челночных устройств?
3.1.3 Схемы к теме

Схема 3.1 - Последовательность образования челночного стежка.

Схема 3.2 - Последовательность образования цепного стежка.
3.1.4 Дополнительный материал
Основными рабочими инструментами при образовании челночного стежка являются: игла, челночное устройство, нитеподающие устройства, продвигающие материал устройства и лапка. Применяемые в челночных швейных машинах рабочие инструменты могут иметь различное конструктивное решение.
Челночные устройства промышленных швейных машин обычно изготовляют двух типов: колеблющиеся и вращающиеся. Чаще используется вращающийся челнок, совершающий два оборота в процессе образования стежка. Ось вращающихся челноков располагается в горизонтальной или вертикальной плоскости. В стачивающих машинах она направлена поперек линии строчки, в машинах зигзагообразного стежка - в продольном направлении к ней. Вертикальное расположение оси применяется в двухигольных швейных машинах.
Нитеподающие устройства бывают трех типов: шарнирно- стержневые, кулисные и вращающиеся. Рабочим инструментом первых двух служит рычаг с ушком на конце, который совершает движение вверх и вниз по дуге или по сложной траектории. Вращающийся нитеподатчик имеет четыре точки взаимодействия с ниткой иглы и два рабочих профиля.
В качестве продвигающихся механизмов челночных швейных машин чаще всего используют одно- и двухреечные механизмы перемещения материала. Рабочим инструментом их являются зубчатые рейки, которые перемещаются по эллиптической траектории и прижимают материал к лапке, продвигая его на величину стежка.
Машинные стежки, выполняемые на швейных машинах, разных по конструкции и назначению, разделяются на челночные и цепные.
Челночные стежки состоят из двух ниток: верхней нитки А, или нитки иглы, и нижней нитки В, или нитки челнока.
Стачивающая строчка является наиболее распространенной машинной строчкой. Применяются также двухигольные и многоигольные машины, на которых одновременно выполняется несколько параллельных строчек челночного стежка, называемых соответственно двухлинейными и многолинейными.
Зигзагообразная строчка отличается от стачивающей тем, что лицевые нитки располагаются зигзагообразно.
Потайные строчки образуются путем несквозного прокалывания материалов иглой и переплетения ниток на поверхности материала.
Цепные стежки бывают однониточные и двухниточные
При образовании потайных строчек однониточного цепного стежка на машине 85 кл. обрабатываемый материал укладывают под игольную пластину с широким и длинным отверстием. В процессе работы машины выдавливатель подает материал в отверстие настолько, чтобы при выполнении шва вподгибку основная ткань была проколота частично. При образовании первого стежка игла 1 (рисунок 3.12, а), прокалывая материал 3, перемещается в крайнее правое положение, проводя нитку 2. При обратном движении иглы на величину около 3 мм образуется петля-напуск 4, в которую проникает крючок 5 (рисунок 3.12, б). Затем крючок, поворачиваясь, переносит эту петлю через выгнутый материал и, опускаясь в прорезь 6 игольной пластины, подставляет петлю под вторичный прокол иглы (рисунок 3.12, б). В этот момент материал перемещается рейкой 7 на величину, равную длине стежка. Крючок в тот момент, когда игла острием вновь проникает в материал, сбрасывает петлю (рисунок 3.12, г), а игла, продолжая двигаться вправо, затягивает эту петлю (рисунок 3.12, д). Таким образом, крючок в процессе образования стежка совершает сложные пространственные движения. Окончательное формирование стежка происходит при продвижении материала.
На однониточной стачивающе-обметочной машине 10-Б кл. игла 1 (рисунок 3.13, а), перемещаясь в горизонтальной плоскости, прокалывает материал 2, расположенный вертикально и зажатый роликами 5 и 6 устройства продвижения материала, и проводит нитку 7, а при обратном ходе образует петлю-напуск 4, в которую проникает носик крючка 3, совершающий в процессе образования стежка сложное пространственное движение. Затем крючок переносит петлю через срез материала и располагает ее на линию действия иглы (рисунок 3.13, б). Игла выходит из материала и после перемещения его роликами 5 и 6 опять движется к нему, но вначале она проходит в просвет, образованный между ниткой и крючком (рисунок 3.13, в). После начала вхождения иглы в материал крючок перемещается вправо и сбрасывает игольную петлю (рисунок 3. 13, г), размер которой уменьшается при движении иглы через материал - (рисунок 3.13, д). Окончательное затягивание стежка происходит благодаря движению иглы назад после захвата новой петли крючком и перемещению материала (рисунок 3.13, е). В этот момент специальный зажим, расположенный на игольном стержне, зажимает игольную нитку, не давая ей двигаться относительно иглы.

Рисунок 3.12 - Процесс образования стежка на машине 85 кл.
При образовании двухниточных цепных стежков на машине 976 кл. принимают участие прямая игла и петлитель 2 (рисунок 3.14, а), совершающий сложные движения по отношению к игле. Нитка 5 заправляется в ушко иглы со стороны оператора. Нитка 3 заправляется в нитепроводящие отверстия петлителя 2 спереди назад. Процесс образования стежка происходит в такой последовательности. Игла, проколов материал, проводит через него петлю из нитки. При движении иглы из материала в петлю-напуск, образующуюся со стороны мелкого желобка, входит носик петлителя. В этот момент петлитель находится в положении за иглой. При дальнейшем движении влево петлитель расширяет игольную петлю 4 (рисунок 3.14, б), вводит в нее свою петлю из нитки 3 и совершает поперечное перемещение таким образом, чтобы обеспечить положение перед иглой. Игла, поднимаясь, оставляет петлю своей нитки на петлителе, выходит из материала и, дойдя до крайнего верхнего положения, после перемещения материала

Рисунок 3.13 - Процесс образования однониточного цепного стежка на машине 10-Б кл.
на длину стежка начинает вновь опускаться (рисунок 3.14, в), прокалывает материал и проводит через него новую петлю. Продолжая опускаться, игла должна попасть в промежуток, образованный участком нитки петлителя, идущим от предыдущей его петли, и игольной петлей 4, висящей на петлителе 2. Для лучшего попадания иглы в этот промежуток игольная петля должна быть натянута. Это обеспечивается благодаря трению, которое возникает между ниткой иглы и петлителем, движущимся вправо. Для создания наилучших условий попадания иглы в петлю петлителя за ушком петлителя имеется выемка.
Игла, продолжая опускаться, после входа ее в петлю из нитки 3 петлителя, проводит через эту петлю новую петлю. Петлитель, продолжая перемещаться вправо, сбрасывает игольную петлю 4 предыдущего стежка (рисунок 3.14, г), а игла начинает ее затягивать. Затем, когда игла, дойдя до крайнего нижнего положения (рисунок 3.14, д), начинает подниматься, на ее стержне опять образуется петля-напуск и весь процесс повторяется. Окончательное затягивание предыдущего стежка происходит при перемещении материала и смещении петлителя вдоль строчки, т. е. при движении материала и петлителя в противоположные стороны.

Рисунок 3.14 - Процесс образования двухниточного цепного стежка на машине 976 кл.
В процессе образования трехниточного цепного стежка на стачивающе-обметочной машине 208 кл. принимают участие прямая игла, два петлителя, рейки дифференциального устройства продвижения материала и нитеподающее устройство. Заправка нитки в ушко иглы и глазки петлителей выполняется со стороны оператора.
Игла 1 (рисунок 3.15, а), опускаясь, прокалывает материал и проводит через него нитку 2. При подъеме иглы из крайнего нижнего положения на игле образуется петля-напуск 3, в которую входит своим носиком левый петлитель 4 (рисунок 3.15, б). Для облегчения проникания носика левого петлителя в игольную петлю над ушком иглы со стороны мелкого паза имеется выемка. Левый петлитель, продолжая свое движение вправо, расширяет игольную петлю, проводит в нее свою петлю 5 и выходит на линию движения правого петлителя 6. Правый петлитель 6 движется справа налево вверх и при встрече с петлителем 4 проходит своим носиком в зазор между стержнем петлителя 4 и ветвью его петли 5, идущей к предыдущему стежку. Так как левый петлитель в этот момент продолжает еще свое движение вправо, нитка 5 петлителя 4 натянута и зазор четко зафиксирован.
Игла, продолжая подниматься, выходит из материала; материал перемещается на длину стежка. После перемещения материала игла начинает вновь опускаться (рисунок 3.15, в) и проникает в петлю 7 правого петлителя. В момент проникания иглы в эту петлю правый петлитель начинает движение вправо вниз и благодаря конструкции головки петлителя и трению нитки 7 о петлю 5 левого петлителя 4, висящую на правом петлителе, образуется петля-зазор, достаточная для попадания иглы в петлю правого петлителя 7.

Рисунок 3.15 - Процесс образования трехниточного цепного стежка на машине 208 кл.
Игла повторно прокалывает материал и проводит свою новую петлю через петлю 7 правого петлителя, закрепляя ее сверху обметываемого среза (рисунок 3.15, г). Правый петлитель 6 после проникания в его петлю иглы, перемещаясь вправо вниз, оставляет свою петлю на игле и сбрасывает с себя петлю 5 левого петлителя 4. Левый петлитель 4, двигаясь влево, сбрасывает игольную петлю 3. Игла, продолжая опускаться, часть нитки, необходимую для ее входа в материал, выбирает из сброшенной левым петлителем петли 3, затягивая свою петлю, а другую часть нитки получает с помощью нитеподатчика.
Петля нитки левого петлителя оказывается внутри игольной петли; правый петлитель, продолжая движение вправо, сбрасывает с себя петлю левого петлителя, оставляя свою петлю внутри петли правого петлителя, надетой на иглу. При подходе иглы к ее крайнему нижнему положению, левого петлителя — к исходному положению, а правого — к его крайнему правому положению происходит окончательное формирование стежка, т. е. его затягивание.
Взаимное расположение петель в стежке, его структура зависят от натяжения ниток, создаваемого тарелочными тормозными устройствами. При незначительном натяжении игольной нитки, ее петля выводится петлей левого петлителя на срез обрабатываемого изделия (обметочная строчка). При максимальном натяжении игольной нитки ее петля скрепляет срезы изделия, а обметывание их выполняют только нитки петлителя (стачивающе-обметочная строчка).
Для образования двухниточного цепного стежка стачивающе-обметочной строчки необходимо правый петлитель заменить крючком. В остальном процесс образования стежка на машине 208-Б кл. будет проходить аналогично процессу образования трехниточного цепного стежка стачивающе-обметочной строчки.
3.1.5Самостоятельные и тестовые задания
Тестовые вопросы:
1. Повторяющийся элемент ниточной строчки, расположенной между двумя соседними проколами иглы и представляющие собой законченное переплетение ниток в материале называется:
А) швом
Date: 2015-10-18; view: 2355; Нарушение авторских прав