Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Общая Характеристика и Тенденция процессов непрерывной разливки
|
|
Раздел 1 ЛИТЕРАТУРНЫЙ ОБЗОР
ОБЩАЯ ХАРАКТЕРИСТИКА И ТЕНДЕНЦИЯ ПРОЦЕССОВ НЕПРЕРЫВНОЙ РАЗЛИВКИ
Непрерывная разливка стали - процесс получения из жидкой стали слитков - заготовок, формируемых непрерывно по мере поступления жидкого металла в кристаллизатор с дальнейшим охлаждением слитка в зоне вторичного охлаждения (ЗВО).
Технология непрерывной разливки стали включает термо-механические процессы, знание которых является залогом качественного и безаварийного производства. Соблюдение качества зависит, прежде всего, от работы первичной и вторичной систем охлаждения [1]. Из многих исследовательских работ можно сделать заключение, что стабильность процесса непрерывной разливки и качество получаемой заготовки во многом определяется термомеханическими и гидродинамическими процессами в кристаллизаторе.
На установках непрерывной разливки стали отливаются заготовки квадратного сечения размером от 50x50 до 300x300 мм, плоские слябы толщиной от 50 до 300 мм и шириной от 300 до 2000 мм, круглые заготовки (сплошные и с внутренней полостью) диаметром от 100 до 550 мм, из которых получают трубы, сортовой и листовой прокат, поковки. Выход годных непрерывнолитых заготовок может достигать 96... 98 % массы разливаемой стали, поверхность получаемых слитков отличается хорошим качеством [1,2], что выгодно отличает непрерывную разливку от обычной разливки в слитке. Большая степень химической однородности по длине и поперечному сечению непрерывнолитых заготовок обеспечивает стабильные механические свойства и повышает надёжность работы металлоизделий. Благодаря своим преимуществам непрерывная разливка стали принята в качестве основного способа разливки во всех вновь сооружаемых сталеплавильных цехах.
Технология разливки стали на МНЛЗвключает в себя температурно-скоростные режимы для различных групп марок стали, режимы работы кристаллизатора, зоны вторичного охлаждения, системы “мягкого” обжатия и пр.
При непрерывной разливке стали очень важно поддержание оптимального уровня температуры разливаемого метала [3].
Точный расчет и поддержание температуры металла при разливке необходим для обеспечения высокого качества непрерывнолитой заготовки и стабильности процесса разливки.
Повышенный перегрев металла над температурой ликвидуса способствует увеличению трещиночувствительности заготовок, развитию столбчатой структуры слитка и таких дефектов макроструктуры, как осевая ликвация и центральная пористость. Кроме того, чрезмерно высокая температура разливаемого металла может привести к прорывам непрерывнолитой заготовки по трещинам [3,4]. При увеличении температуры металла в промковше выше оптимальной величины требуется снижение уровня скоростей вытягивания непрерывнолитой заготовки (ориентировочно, превышение оптимальной температуры разливки на 10 °С требует снижения скорости разливки на 5 %).
Необходимая температура металла в промежуточном ковше рассчитывается исходя из температуры ликвидуса для каждой марки стали.
Рекомендуемая величина перегрева металла в промежуточном ковше над температурой ликвидуса во время разливки на МНЛЗ для низко- и среднеуглеродистых марок стали составляет 30…35 оС, для высоко-углеродистых марок – 20…25 оС.
Измерение температуры металла в промежуточном ковше и вытягивание заготовки из кристаллизатора, с переменной скоростью, в зависимости от сечения заготовки и температуры металла, при этом скорость вытягивания заготовки уменьшают при увеличении перегрева.
При определении скорости разливки металла на машинах непрерывного литья заготовок исходят из необходимости получения на выходе из кристаллизатора корочки требуемой толщины – достаточной для выдерживания ферростатического давления столба жидкого металла [3-5]. Скорость разливки зависит от целого ряда факторов: сечение, марка, тип МНЛЗ и влияет на производительность, качество, массу оборудования – стоимость МНЛЗ.
Технология процесса разливки должна учитывать три основных требования: удовлетворительную производительность МНЛЗ, высокое качество продукции и предотвращение аварийных ситуаций (напр., прорывов металла). К этому добавляется требование увеличения долговечности кристаллизаторов. Для управления процессом разливки с целью выполнения этих требований является важным знание не только интенсивности и равномерности отвода тепла в кристаллизаторе, определяющих скорость и условия роста корочки слитка, но также знание сил влияющих на заготовку [1,5].
Повышение производительности современных машин непрерывного литья заготовок и выхода годного, прежде всего, может быть обеспечено за счет увеличения серийности разливки с максимально возможным продлением эксплуатации каждого промежуточного ковша в межремонтный период, что в свою очередь связано с выполнением жестких требований, предъявляемых к качеству используемых огнеупоров и конструкциям систем дозированного перелива стали в кристаллизаторы [2,6].
Устойчивая работа стопорной системы промежуточного ковша МНЛЗ в течение промежутка времени, затрачиваемого на разливку стали 15 – 20 плавок, достигается только при высокой надежности всех элементов, входящих в ее состав (огнеупорный стопор-моноблок, узел его крепления к несущему рычагу, устройства вдувания аргона в сталевыпускной канал, контроля и сигнализации) [6].
Стакан-дозатор является важным функциональным элементом, который обеспечивает непрерывное дозирование и формирование геометрической формы струи металла, вытекающей из промковша, в течение всего цикла работы промковша. Оптимальные условия работы стакана-дозатора пред-полагают минимальные изменения условий истечения из него струи стали в течение всего периода разливки. При этом частичное разрушение или зарастание внутренней полости стакана-дозатора может стать причиной аварийной остановки ручья [7,8].
Наиболее серьезным нарушением стабильности процесса непрерывной разливки стали, является «затягивание» канала стакана дозатора промежуточного ковша. В этом случае, вследствие уменьшения расхода металла, приходится практически прекращать разливку.
Эрозия или «затягивание» канала разливочного устройства зависят, в первую очередь, от физико-химических процессов, протекающих в контактном слое огнеупор-жидкая сталь [9,10]. При различном соотношении сил адгезии между контактным слоем, огнеупором и сталью может происходить либо вырывание отдельных частиц огнеупорного материала, либо налипание на стенках канала продуктов взаимодействия стали с огнеупором. Если адгезия контактного слоя к стали больше чем к огнеупору, этот слой смывается потоком металла т. е. наблюдается «размывание» канала. Когда же адгезия вязкого контактного слоя к огнеупору больше, чем к стали, канал стакана затягивается. В случае равновесия указанных процессов разъедание и затягивание канала стакана не наблюдаются.
Установлено, что непосредственной причиной “затягивания” стакана-дозатора по ходу разливки является отложение на поверхности канала не-металлических включений.
Химические и петрографические исследования контактного слоя стакана показали, что здесь откладываются различного рода шпинели, муллит и ко-рунд. При этом преимущественный тип включений определяется химическим составом стали и технологией ваплавки и внепечной обработки, в част-ности режимами раскисления [9-11].
Стойкость стакана-дозатора, как известно, определяется общей прочностью материала, препятствующей его разрушению в процессе разливки, локальным разрушением стакана-дозатора в зоне его контакта с головкой стопора (1), скалыванием материала в месте контакта с погружным стаканом (2) и скоростью зарастания его внутренней полости (3) неметаллическими и шлаковыми включениями (рис. 1.1 а).

Рисунок 1.1 – Схематическое представление характера износа стакана-дозатора в процессе разливки (а) и конструкции стакана для разливки сверхдлинными сериями (б): 1 – разрушения в зоне контакта с головкой стопора; 2 – разрушения в зоне контакта с погружным стаканом; 3 – зарастание внутренней полости; 4 – эрозия вследствие разрушения при контакте с движущейся струей стали
Основной причиной выхода погружных стаканов из эксплуатации является эрозионный износ в зоне шлакового пояса (1), зарастание внутренней полости в зоне выходного отверстия (2) и растрескивание верхней части изделия (3), связанное с подсосом воздуха в стык между стаканом-дозатором и погружным стаканом (рис. 1.2а), и образование продольных сквозных трещин при термоударе (недостаточном подогреве стакана перед разливкой). Наиболее высокую эксплуатационную стойкость обеспечивают корундографитовые погружные стаканы, усиленные специальным цирконовым поясом в зоне контакта со шлакообразующей смесью (рис. 1.2б).
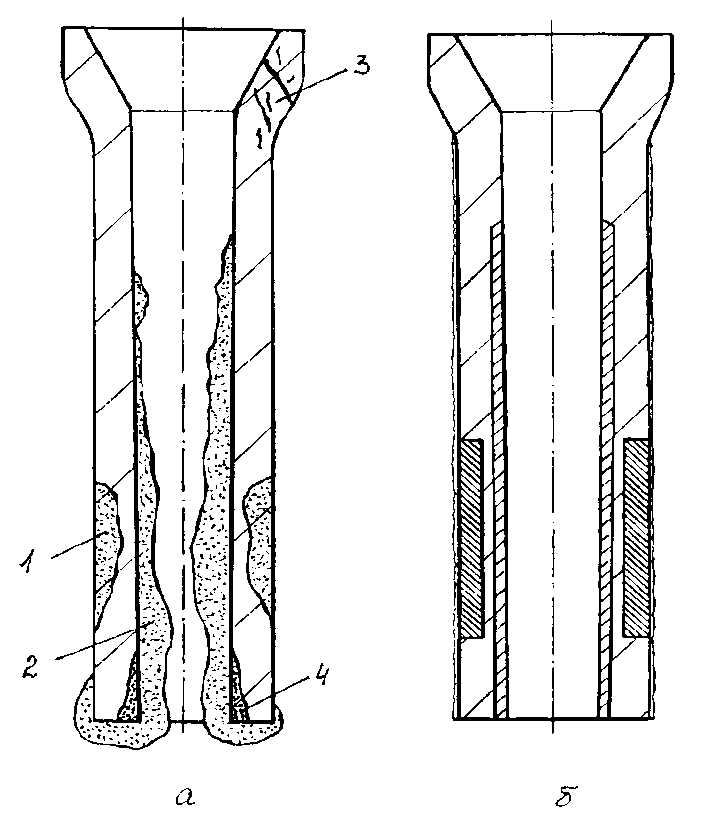
Рисунок 1.2 – Схематическое представление характера износа погружного стакана в процессе разливки (а) и конструкции погружного стакана для разливки сверхдлинными сериями (б): 1 – эрозия в зоне шлакового пояса; 2– зарастание внутренней полости неметаллическими включениями; 3 – растрескивания в зоне контакта со стаканом-дозатором; 4 – эрозионный износ в зоне истечения струи
В зависимости от химического состава разливаемой стали применяют кварцевые, высокоглиноземистые, корундографитовые, шамотные и цирконовые стаканы [12]. Характеристика погружных стаканов приведены в табл.1.1.
Таблица 1.1 – Характеристика погружных стаканов
| Сталь | Состав материала стакана | Результат | Возможный состав |
| Малоуглеродистая стал (с высоким содержанием О2) | Двуокись циркония (ZrO2) | Очень слабый износ | Магнезит |
| Корунд 85%) | Очень слабый износ | Другие высокоглиноземистые | |
| Муллит (70%) | Слабый износ | - | |
| 65% Al2O3 | Некоторый износ | С графитом или без него | |
| 55% Al2O3 | Некоторый износ | - | |
| Циркон | Средний износ | - | |
| Шамот | Значительный износ | - | |
| Средне- и высокоуглеродистая сталь | Двуокись циркония (ZrO2) | Без износа | - |
| Малоуглеродистая (с низким содержанием О2) | Циркон | Слабый износ | - |
| Низколегированная | Шамот | Слабый износ | - |
| Стабилизированная Al | Магнезит | Тенденция к сужению | - |
| Циркон | - | ||
| Шамот | - |
Кварцевые стаканы обладают высокой термостойкостью хорошо противостоят воздействию агрессивных шлаков однако быстро разрушаются марганцовистыми сталями.
Высокоглиноземистые стаканы применяют обычно при разливке стали с повышенным содержанием марганца. Эти стаканы не размываются металлом, но разъедаются шлаком, а при наличии в разливаемой стали повышенного содержания неметаллических включений часто наблюдается затягивание их каналов. Использование погружных корундографитовых стаканов при непрерывной разливке трубной стали, как показала практика, позволяет повысить стабильность работы МНЛЗ и увеличить выход годного.
Разливка стали в кристаллизатор обычно осуществляется с помощью монолитных стопоров и погруженых стаканов, получаемых методом холодного изостатического прессования, в основном из графитокорундовой массы. В последнее время при разливке стали на МНЛЗ непрерывно увеличивается производство и применение огнеупорных изделий из ZrO2. Стабилизированный диоксид циркония высокой чистоты имеет низкую теплопроводность и повышенную стойкость к размыванию металлом. В целом применение изостатически прессуемых корундографитовых погружных стаканов, усиленных цирконовым поясом, является наиболее перспективным и экономически обоснованным методом защиты стали между промковшом и кристаллизатором МНЛЗ. При обработке стали кальцием и необходимости обеспечения длительной разливки стали методом "плавки на плавку", в Германии начали применять составные стаканы, изготовленные из композитных материалов, состоящих из магнезитографитовых, графитоциркониевых и графитокорундовых участков (рис. 1.3а) [13].
Для того чтобы уменьшить или избежать закупоривание канала стакана при разливке раскисленной алюминием стали, на его внутреннюю поверхность наносят слой, состоящий из углерода, бора и других материалов (рис. 1.3б). Распределением потоков в кристаллизаторе можно управлять, изменяя геометрические параметры и наклон выходных отверстий стакана, а также глубину его погружения.

Рисунок 1.3 – Изостатически прессованный композитный погружной стакан (а); погружной стакан с внутренним покрытием из нитрида бора (б)
Применение новых материалов и способов обработки огнеупорных изделий позволяет повышать стойкость погружных стаканов против термических ударов, уменьшать скорость износа в зоне шлакового пояса и интенсивного движения потоков жидкой стали, а также предотвращать зарастание внутренней полости при разливке сталей, раскисленных алюминием. При этом особое внимание должно уделяться обеспечению симметричности течения потоков и условий эффективной инжекции аргона в жидкую ванну кристаллизатора.
Предупреждение «затягивания» канала погружного стакана и стакана-дозатора промковша осуществляют за счет формирования в металле легкоплавких неметалличе-ских включений, путем обработки стали перед разливкой силикокальцием [14] или обдувки струи металла кислородом [15], подбора оптимального состава огнеупорного материала [16,17]. Уменьшение скорости зарастания внутренней полости погружных стаканов может быть достигнуто с использованием специального керамического «антиклоггингового» покрытия, принцип действия которого заключается в связывании оксидов алюминия, оседающих на поверхности стакана-дозатора, в легкоплавкие соединения. Установлено, что это покрытие в 2-3 раза повышает длительность работы погружного стакана без промываний кислородом. Вместе с тем, на некоторых слябовых и блюмовых МНЛЗ для снижения остроты проблемы с затягиванием погружных стаканов пошли по пути увеличения диаметра внутреннего канала до 50…60 мм [7,16,17].
Прогрессивный способ получения стальных заготовок методом непрерывного литья требует постоянного совершенствования и внедрения научных достижений в производство, что приводит к увеличению выпуска продукции при одновременном повышении ее качества, использования новейших технологий и материалов. Одним из направлений повышения производительности МНЛЗ является исследование вопроса, связанного с предотвращением зарастания погружных стаканов и повышения сроков их службы.
Date: 2015-09-24; view: 1490; Нарушение авторских прав