Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Вимоги до абразивного та ельборового інструмента та до виконання робіт із його застосуванням
|
|
5.1.1. Заточувальні та шліфувальні верстати повинні відповідати загальним вимогам підрозділу 4.1 цих Правил, а також вимогам ГОСТ 12.3.028.
Абразивний та ельборовий інструмент повинен відповідати вимогам ГОСТ 12.3.028.
5.1.2. До проведення випробувань абразивного та ельборового інструмента повинні допускатись працівники віком не молодше 18 років, які пройшли медичний огляд, навчання, перевірку знань правил безпеки праці і мають відповідний запис у кваліфікаційному посвідченні на право виконувати спеціальні роботи.
Працівники, які допущені до роботи на заточувальних або шліфувальних верстатах, також повинні мати відповідний запис у кваліфікаційному посвідченні.
5.1.3. На кожному абразивному та ельборовому шліфувальному крузі, які після отримання їх з заводу-виробника пройшли випробування, повинна бути нанесена фарбою позначка або на неробочу поверхню повинен наклеюватись спеціальний ярлик із зазначенням порядкового номера круга, дати проведення випробування, умовного знака або підпису працівника, відповідального за проведення випробувань.
Забороняється експлуатація кругів з тріщинами на поверхні, з відшаровуванням шару, що містить ельбор, а також кругів, що не мають відмітки про проведення випробувань на механічну міцність або з простроченим терміном зберігання.
5.1.4. На шліфувальних та відрізних кругах (крім ельборових) діаметром 250 мм і більше, а також на шліфувальних кругах, призначених для роботи на ручних шліфувальних машинах, повинні бути нанесені такі кольорові смуги, що характеризують робочу швидкість обертання кругів:
- жовта — 60 м/с;
- червона — 80 м/с;
- зелена—100м/с;
- зелена та синя — 120 м/с.
Допускається нанесення кольорових смуг на етикетку — за умови її міцного скріплення з кругом.
Інші вимоги до маркування абразивного та ельборового інструмента повинні відповідати стандартам та технічним умовам на конкретний вид інструмента.
5.1.5. Заточувальні та шліфувальні верстати повинні бути обладнані:
- блокувальними пристроями — для зупинення стола і шліфувального круга у разі припинення подавання електроенергії на плиту — верстати з електромагнітними плитами;
- люнетами — круглошліфувальні верстати. Люнети дозволяють шліфувати довгі деталі, у яких відношення довжини до діаметра більше або дорівнює 8;
- відсмоктувальними пристроями — верстати, на яких у повітрі робочої зони під час роботи утворюється пил з концентрацією, що перевищує граничне допустиму;
- груповими або індивідуальними установками для відсмоктування шкідливих аерозолів із зони обробки — шліфувальні верстати, що працюють з використанням охолоджувальної рідини.
5.1.6. Пристосування, що застосовуються для установлювання інструмента на верстатах, повинні забезпечувати співвісність інструмента зі шпинделем верстата, затиснення сегментів по довжині, не меншій за його висоту, та надійність закріплення інструмента.
Прозір між отвором круга та місцем насаду повинен бути в межах допусків на діаметр насадного отвору відповідно до вимог ГОСТ 2424 та ГОСТ 21963, а насад — відповідати вимогам ГОСТ 2270.
5.1.7. Підручники, що застосовуються під час обробки шліфувальними кругами деталей, які жорстко не закріплені на верстаті, повинні задовольняти таким вимогам:
- підручники повинні мати пересувну конструкцію — для забезпечення установлювання та закріплювання у потрібному положенні дрібних виробів, що шліфуються та поліруються. Верстат з двома підручниками повинен мати незалежне переміщування їх;
- підручники повинні мати площадку достатнього розміру — для забезпечення стійкого положення оброблюваного виробу;
- підручники повинні установлюватись так, щоб верхня точка стику виробу зі шліфувальним кругом перебувала вище горизонтальної площини, що проходить через центр круга, але не більше ніж на 10 мм;
- прозір між краєм підручника та робочою поверхнею шліфувального круга повинен бути меншим за половину товщини виробу, що шліфується, але не більше 3 мм;
- по краях підручників з боку шліфувального круга не повинно бути вибоїн, відколів та інших дефектів.
Під час роботи верстата не дозволяється переставляти підручники.
5.1.8. Абразивний та ельборовий інструмент та елементи його закріплення (болти, гайки, фланці тощо) необхідно обгороджувати міцно закріпленими на верстаті захисними кожухами.
5.1.9. Захисні кожухи для шліфувальних кругів, що мають робочу швидкість до 100 м/с, повинні задовольняти таким вимогам:
- кожухи повинні бути виготовлені у вигляді зварної конструкції з листової вуглецевої конструкційної сталі марок ВСтЗ, ВСт2 згідно з ГОСТ 380, сталі марок 20, 15 згідно з ГОСТ 1050 або у вигляді виливків зі сталі марок 25 Л-ІІ та 35 Л-ІІ згідно з ГОСТ 977;
- форма та товщина стінок захисних кожухів повинні відповідати вимогам ГОСТ 12.3.028, а кожухів, що застосовуються для обгороджування шліфувальних кругів під час роботи на ручних пневматичних та електричних шліфувальних машинах, — вимогам ГОСТ 12634;
- обід та бічні стінки захисного кожуха, що виготовляється з листової сталі, повинні бути зварені суцільним, без напливів та пропалів, посиленим швом, висота якого не повинна бути меншою за товщину бічної стінки. У місцях, де в кожусі є вирізи під пристрої для правлення інструмента або для іншої мети, стінки кожуха повинні бути підсилені не менше ніж на товщину стінки, і у цьому разі ширина підсилення стінки кожуха повинна бути не менша за подвоєну товщину стінки. Не допускається застосовувати кожухи із зовнішніми тріщинами зварного шва та пришовної зони, з незвареними кратерами, підрізами, непроварами кореня шва тощо;
- розташування та найбільші допустимі кути розкриву захисних кожухів повинні відповідати зображеним на рисунку 1;
- кут розкриву над горизонтальною площиною, що проходить через вісь шпинделя верстата, не повинен перевищувати 30 ° — для кожухів, що не мають запобіжних козирків. Якщо кут розкриву перевищує 30 °, повинні установлюватись, пересувні металеві запобіжні козирки.
5.1.10. Пересувні металеві запобіжні козирки, що дозволяють зменшити прозір між козирком та кругом у разі його спрацювання, повинні задовольняти таким вимогам:
- конструкція козирків повинна забезпечувати переміщування та закріплення їх у різних положеннях;
- ширина пересувного запобіжного козирка повинна перевищувати відстань між двома торцевими стінками захисного кожуха;
- товщина козирка повинна бути не менша за товщину циліндричної частини захисного кожуха.
Переміщувати козирки дозволяється тільки після зупинення круга.
5.1.11. Круги типів ПР, ПН, К, ЧЦ, ЧК згідно з ГОСТ 2424 та сегментні круги для шліфування торцем повинні обгороджуватись захисними кожухами. Частина інструмента, що виступає з кожуха, повинна бути менше 50 % його висоти, але не більше:
- 25 мм — для кругів ПР, ПН, К, ЧЦ і ЧК;
- 40 мм — для сегментних кругів.
На зубошліфувальних та інших верстатах, де згідно з характером роботи, що виконується, шліфувальний круг повинен виступати більше ніж на 25 мм, повинно передбачатись додаткове огородження для робочої зони.
5.1.12. Прозір між кругом та верхньою кромкою розкриву рухомого кожуха, а також між кругом та запобіжним козирком повинен бути не більше 6 мм. Прозір між бічною стінкою захисного кожуха та фланцями для закріплення найбільшого за висотою круга, що застосовується на даному верстаті, повинен бути від 5 до 10 мм.
Під час виконання робіт знімна кришка захисного кожуха повинна бути надійно закріплена.
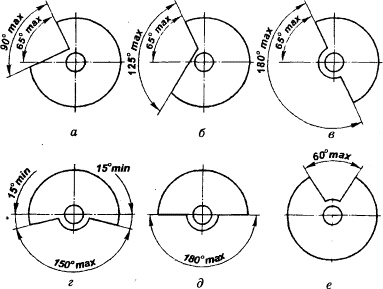
| Рисунок 1. Розташування та найбільші допустимі кути розкриву захисних кожухів для кругів, що застосовуються: а — на обдирних та точильних верстатах; б — на обдирних та точильних верстатах у разі розташування оброблюваних деталей нижче осі круга; в — на круглошліфувальних, безцентровошліфувальних та заточувальних верстатах; г — на плоскошліфувальних та заточувальних верстатах, що працюють периферією круга; д — для роботи найбільш високою своєю точкою; е — на переносних верстатах із гнучким валом, обдирних з коливальною рамою (маятникових) та заточувальних верстатах. |
5.1.13. Шліфувальні та заточувальні верстати з горизонтальною віссю обертання круга, що призначаються для обробки вручну і без підведення змащувально-охолоджувальної рідини (ЗОР) (стаціонарного виконання. на тумбі та настільні), повинні бути оснащені стаціонарним захисним, екраном для очей.
Захисний екран повинен задовольняти таким вимогам:
- екран повинен виготовлятись із безосколкового матеріалу завтовшки не менше 3 мм;
- конструкція екрана повинна передбачати можливість переустановлювання його відповідно до розміру оброблюваної деталі та ступеня спрацювання шліфувального круга;
- екран повинен розміщуватись симетрично відносно шліфувального круга;
- ширина екрана повинна перевищувати висоту круга не менше ніж на 150 мм.
У разі неможливості використання стаціонарного захисного екрана повинні застосовуватись захисні окуляри зі зміцненими скельцями.
5.1.14. На верстатах та пристроях, призначених для обточування шліфувальних кругів, необхідно установлювати захисні пристосування — для запобігання, у випадку розриву шліфувального круга, попаданню на працівників частин цього круга, що розлітаються, та правільного інструмента.
5.1.15. Процес установлювання та знімання шліфувальних кругів масою більше 15 кг повинен бути механізований.
5.1.16. Шліфувальні верстати з робочою швидкістю круга 60 м/с і більше повинні мати:
- додаткові захисні пристрої — у вигляді металевих екранів та огороджень, які закривають робочу зону під час шліфування;
- щитки, що закривають відкриту частину шліфувального круга, — у разі його відведення.
5.1.17. Частота обертання шліфувального круга може бути збільшена, але без перевищення робочої швидкості, допустимої для даного круга, — у разі зменшення діаметра шліфувального круга внаслідок його спрацювання.
5.1.18. Гранично допустимі діаметри спрацьованих шліфувальних кругів початковим діаметром 6 мм і більше повинні відповідати, залежно від виду закріплення круга згідно з вимогами ГОСТ 2270, таким значенням, в мм:
- на шпильці діаметром d...........................................................d+ 2;
- на гвинті з головкою діаметром d2........................................d2 +2:
- на шпинделі (оправці) гвинтом з головкою діаметром d2....d2 + 10;
- на шпинделі (оправці) фланцями діаметром d1 = d2.............d1 + 10;
- на перехідних фланцях діаметром d1 = d2..............................d1(d2) + 20.
Гранично допустимі діаметри спрацьованих відрізних кругів, в мм, у разі закріплення їх на шпинделі (оправці) фланцями діаметром d1 = d2 повинні відповідати виразу d1(d2) + 2d заготовки +10.
5.1.19. У разі виконання робіт на одному шпинделі шліфувального верстата двома шліфувальними кругами допускається, щоб їхні діаметри відрізнялись не більше ніж на 10 %.
5.1.20. Шліфувальні круги діаметром 125 мм і більше з робочою швидкістю більше 50 м/с, а також шліфувальні круги діаметром 250 мм і більше, складені разом із планшайбою, перед установленням на верстат повинні бути збалансовані. У разі виявлення дисбалансу шліфувального круга після першого правлення або під час роботи необхідно провести його повторне балансування.
5.1.21. Робоча швидкість шліфувального круга повинна бути не більше 80 м/с — під час виконання робіт із застосуванням ручного шліфувального та переносного маятникового інструмента, а також на обдирних та відрізних верстатах з ручним подаванням заготовок.
5.1.22. Робоча швидкість шліфувальних головок, наклеєних на металеві шпильки, на керамічній та бакелітовій зв'язках повинна бути не більше 25 м/с.
5.1.23. У разі установлення абразивного інструмента на вал пневматичної шліфувальної машини насад інструмента повинен бути вільним; між шліфувальним кругом та фланцями повинні бути еластичні прокладки з картону завтовшки від 0,5 до 1,0 мм.
Після установлення і закріплення шліфувального круга він не повинен мати радіальне або осьове биття.
5.1.24. Відрізування або прорізування металу призначеними для цього ручними електричними машинами повинно проводитись із застосуванням шліфувальних кругів, що відповідають вимогам ГОСТ 23182 та паспортним даним на ручні шліфувальні машини.
Марку і діаметр шліфувального круга для ручної шліфувальної машини необхідно вибирати за умови максимально можливої частоти обертання, що відповідає холостому ходу шліфувальної машини.
5.1.25. До початку виконання робіт на шліфувальній машині захисний кожух повинен закріплюватись так, щоб шліфувальний круг під час обертання вручну з ним не стикався.
5.1.26. Під час виконання робіт із застосуванням інструмента слід дотримуватись таких вимог:
- заготовку, що шліфується на шліфувальному верстаті, слід наближати до шліфувального круга плавно, без ударів; натискати на круг слід без зусиль;
- правити шліфувальні круги необхідно тільки правільними інструментами;
- полірувати та шліфувати дрібні деталі необхідно із застосуванням спеціальних пристосувань та оправок —для запобігання травмуванню рук працівника. Працювати із середньо- та великогабаритними деталями необхідно в бавовняних рукавицях;
- вироби, які жорстко не закріплені на верстатах, повинні оброблятись шліфувальними кругами із застосуванням підручників, що задовольняють вимогам пункту 5.1.7 цих Правил;
- шліфувальні головки, наклеєні на металеві шпильки, не повинні мати биття по периферії більше 0,3 мм;
- шліфувальні круги, диски та головки на керамічній та бакелітовій зв'язках повинні підбиратись залежно від частоти обертання шпинделя та типу машини;
- на необладнаних захисними кожухами машинах із шліфувальними головками діаметром до ЗО мм, наклеєними на металеві шпильки, необхідно застосовувати захисні щитки та окуляри.
5.1.27. Круги перед використанням їх повинні відпрацювати на холостому ходу з робочою швидкістю протягом наступного часу:
- 1 хв. — шліфувальні круги, у тому числі ельборові на керамічній зв'язці, діаметром до 150 мм;
- 2 хв. — шліфувальні круги діаметром від 150 до 400 мм;
- 5 хв. — шліфувальні круги діаметром більше 400 мм;
- 2 хв. — ельборові круги на органічній та металевій зв'язках.
5.1.28. Механічну міцність шліфувальних кругів необхідно перевіряти на випробному стенді, біля якого повинна бути вивішена інструкція з проведення випробувань.
Випробний стенд повинен задовольняти таким вимогам:
- стенд повинен бути жорстко закріплений на фундаменті і установлений в приміщенні, ізольованому від основного виробництва;
- стенд повинен бути оснащений блокуванням — для запобігання увімкненню привода у разі: відкритої випробної камери; відкривання камери без зняття випробного навантаження;
- напрямок нарізі для закріплення шліфувального круга повинен бути протилежним напрямку обертання шпинделя стенда.
5.1.29. Випробний стенд повинен мати покажчик частоти обертання шпинделя. Похибка частоти обертання шпинделя стенда під час установлювання випробної швидкості не повинна перевищувати ± 5 %, а радіальне биття шпинделя не повинно перевищувати 0,03 мм.
5.1.30. Установлений на шпинделі випробного стенда інструмент, який повинен випробовуватись, необхідно помістити в камеру — для забезпечення захисту працівника, який проводить випробування, від уламків круга у разі можливого його розривання.
Відкривати випробну камеру стенда під час проведення випробувань дозволяється тільки після повного зупинення шпинделя.
5.1.31. Технічний огляд випробного стенда необхідно проводити не рідше 1 разу на 2 міс. з обов'язковою реєстрацією результатів огляду в "Журналі технічного огляду випробного стенда" згідно з формою, наведеною в додатку 2 до цих Правил.
Забороняється проведення випробувань на несправному стенді.
5.1.32. Перед початком проведення випробувань на випробному стенді шліфувальні круги необхідно оглянути і переконатись у тому. що на них відсутнє відшарування ельборового шару та немає тріщин.
Відсутність тріщин у шліфувальних кругах на керамічній зв'язці перевіряється простукуванням їх у підвішеному положенні дерев'яним молоточком масою від 150 до 200 г. Круг без тріщин повинен видавати чистий звук.
5.1.33. Механічна міцність шліфувальних кругів повинна контролюватись відповідно до вимог, наведених в таблиці 5.1, а ельборових кругів на органічній та металевій зв'язках — за робочої швидкості 1,5 ν р.
Таблиця 5.1.
Date: 2015-09-22; view: 1182; Нарушение авторских прав