Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Техн.газы Демеркуризованный стеклобой
|
|
Люминисцентные лампы
Дробление £ 40 мм
Термообработка
Техн.газы Демеркуризованный стеклобой
ФИЛЬТРАЦИЯ
АЭРОСЕПАРАЦИЯ
Очищен. Ртуть
воздух Тяжёлая Лёгкая Тонкая
фракция фракция фракция
Отвальные хвосты
(пыль, люминофор)
ГРОХОЧЕНИЕ ГРОХОЧЕНИЕ
+5 мм -5+2 мм -2 мм +20 мм -20 мм
ДРОБЛЕНИЕ -20+12 мм Хвосты
Al к-т (стеклобой)
Cu-Zn к-т (цоколи)
(лат. штырьки)
Sn-Pb к-т
(припой)
МАГНИТНАЯ
СЕПАРАЦИЯ
Cu-Ni к-т Pb к-т
(выводы) (стекло)
Отделение Al
Pb к-т Al к-т
(стекло) (цоколи)
Al к-т
(цоколи)
Рисунок 5 - Технологическая схема переработки люминесцентных ламп
В обеих дробилках лампы ЛЛ и горелки ДРЛ дробятся на куски до размера 40 мм и затем винтовым транспортером дробленый стеклобой подается через клапан в электропечь установки на термообработку.
Время разогрева печи - около 3-х часов. В печи бой ламп нагревается и перемещается вдоль печи с помощью шнека.
В процессе термообработки поддерживается температура 550 °С, достаточная для обеспечения быстрого перехода ртути в газовую фазу (ртуть практически полностью испаряется из стеклобоя). Дальнейшее повышение температуры недопустимо, т.к. при этом возможно размягчение и спекание свинцового стекла ламп и вызванное этим неполное испарение ртути.
Время пребывания материалов в печи - около 20-30 минут.
Обожженный (демеркуризированный) стеклобой, состоящий из отходов стекла, цветных металлов и люминофора, выгружается из печи на винтовой конвейер с водоохлаждаемым корпусом, где происходит охлаждение стеклобоя до 20 °С, из него подается на участок обогащения.
Содержание ртути в стеклобое не превышает 2.0*10-4 % масс ртути, что меньше ПДК ртути в почве (2,1.10-4 % масс ртути).
Ртуть в печи переходит в газообразное состояние и уносится из нее с потоком технологических газов в фильтр-дожигатель.
Технологические газы, выходящие из печи, помимо паров ртути содержат в своем составе ряд органических соединений, которые при низкой температуре в печи сгорают неполностью, а также захваченные потоком газа стеклянную пыль и люминофор.
В фильтре-дожигателе технологические газы очищаются от стеклянной пыли и люминофора, а органика разлагается на углекислоты, газ и воду.
Стеклянная пыль и люминофор, стряхиваемый с рукава фильтра, попадает обратно в печь и удаляется из нее вместе со стеклобоем. Очищенный от пыли технологический газ через боковой патрубок поступает на конденсацию в конденсатор, охлаждаемый водой. Ртутъсодержащий шлам (ступпа), содержащий до 70 % масс металлической ртути, стекает на водоохлаждаемый поддон конденсатора и периодически (1 раз в год) извлекается из него в герметичный металлический контейнер, который вывозится в зону хранения сырья и отходов демеркуризации.
Выходящие из конденсатора технологические газы направляются на доочистку в рукавный фильтр и после него подвергаются санитарной очистке в адсорбере на поглотителе паров ртути.
Очищенные технологические газы, содержащие ртуть в количестве 0,01 мг/м3, что соответствует ПДК ртути в воздухе рабочей зоны, после повторной очистки выбрасываются в атмосферу. Двойная очистка от ртути позволяет достигнуть ПДК для населенных мест (0,0003 мг/м3).
Загрузка сорбента в адсорбер производится через верхний фланец, а удаление - через нижний шибер.
Отработанный сорбент, содержащий около 10 % масс ртути, удаляется из адсорбера по мере насыщения (2-3 раза в год) в герметичные контейнеры, которые на тележке доставляются к проёму и опускаются на отм.0.000 краном и затем на тележке вывозятся в зону хранения сырья и отходов демеркуризации.
В зоне хранения отработанный сорбент, как и ступпа, хранятся не более суток и направляются на ртутный комбинат на переработку.
Установка постоянно работает под разряжением при помощи струйного насоса, что предотвращает выброс паров ртути в помещение.
Таблица 4 - Техническая характеристика установки демеркуризации
| Показатель | Проект | факт |
| Производительность, ламп/час, кг/час | 150 50 | |
| Режим работы | непрерывный | |
| Размеры ламп,макс: диаметр, мм длина, мм | 442 1600 | |
| Содержание ртути в исходном материале, % | менее 0,02 | |
| Содержание ртути в стеклобое - в отходящих газах, мг/кг, мг/м3 | 2,0 0,01 | |
| Количество сбросного газа, нм3/час | макс 10 | |
| Температура печи, оС | макс 550 | |
| Время разогрева печи, час | 3,0 | |
| Разряжение в системе, мм.вод.ст. | не менее 10 | |
| Расход воды на охлождение, м3/час | 1,0 | |
| Расход сжатого воздуха, нм3/час | 0,5 | |
| Установочная мощность, кВт | ||
| Масса установки, т | ||
| Габаритные размеры: длина, мм ширина, мм высота, мм | 10480 6345 6505 |
Демеркуризованный стеклобой (отходы термической демеркуризации ртутных ламп) подаётся из термического отделения, конвейером, в приёмную воронку горизонтального аэросепаратора, в котором потоком воздуха делится на три фракции - тяжелую, легкую и тонкую.
Тяжёлая и легкая фракции подвергаются затем раздельному грохочению (на грохотах типа ГИТ 0,63 х 2-М), а тонкая фракция, содержащая преимущественно люминофор и пыль, выводится из процесса (отвальные хвосты); выход отвальных хвостов - около 3 %.
Тяжелая фракция аэросепарации поступает на двухдечный вибрационный грохот, на котором выделяютря два готовых концентрата:
медно-цинковый (класс - 5+2 мм) и оловянно-свинцовый (класс- 2 мм). Надрешётный продукт двухдечного грохота (класс + 5 мм) подвергается дроблению в щековой дробилке типа ДЛЩ- 80х150 и затем - магнитной сепарации на ленточном конвейере с магнитным шкивом типа Ш 65-63М с выделением двух концентратов: медно-никелевого - (магнитная фракция) и свинцового (немагнитная фракция).
Лёгкая фракция аэросепарации разделяется на грохоте по классу 20 мм с выделением алюминиевого концентрата (класс + 20 мм) и обогащенного демеркуризованного стеклобоя.
В случае обогащения переизмельченного демеркуризованного стеклобоя до 50 % алюминиевых цоколей может содержаться в классе
20 + 10мм (первоначальная форма цоколей в этом классе не сохраняется, преобладают смятые, изорванные цоколи, часто с запрессованными внутри осколками стекла).
В этом случае для обеспечения полноты извлечения алюминия и качества концентрата необходимо при грохочении легкой фракции использовать двухдечный грохот с решетами соответственно 20 мм и 12 мм: при таком грохочении существенно повышается извлечение алюминия и несколько снижается загрязнение алюминиевого концентрата стеклом (по сравнению с грохочением только по классу 12 мм).
При обогащении переизмельченного демеркуризованного стеклобоя выделяемый свинцовый концентрат несколько больше загрязняется алюминиевыми цоколями. Для удаления цоколей, ввиду малого выхода свинцового концентрата последний рекомендуется периодически подвергать вручную грохочению по классу 5 мм.
6.4 Мощность и режим работы производства
Мощность (производительность) участка составляет 200 тысяч штук в год, из них:
ламп люминесцентных - 160 тысяч штук;
ламп дугоразрядных ртутных - 40 тысяч штук.
Для демеркуризации ламп на участке предусматривается одна установка, перерабатывающая в год 200 тысяч штук ртутных ламп.
В соответствии с заданием на проектирование, с учетом специфики технологического процесса и производительности установки режим работы участка - 260 рабочих дней в году, на установке работа двухсменная, по 6 часов в смену, разборка ламп ДРЛ - односменная, по 6 часов.
Действительный фонд времени работы установки 1550 часов в год.
Характеристика и расход сырья представлены в таблице 5.
Таблица 5 - Характеристика и расход сырья
| Наименование | Обозна-чение ГОСТ, ОСТ, ТУ | Характеристика сырья, регламентируемые показатели | Расход в год, тыс. штук, кг | Тара, упаковка | Мас-са еди-ницы упа-ковки, кг |
| 1.Отработанные люминицентные лампы (ЛЛ) | - | Содержание компонента, в %: - стекло 90.58 -94.92; - металлы 1.62 -4, в т.ч. ртуть 0.02; прочее (мастика, люминофор) 1.76 -5.2; масса, г 93 -391 | Герметичный металический контей-нер | ||
| 2.Отработанные ртутные дуговые лампы (ДРЛ) | - | Содержание ртути не более, % 0.05; масса, г 107,0-517.7 | Герметичный металлический контейнер | ||
| 3.Поглатитель паров ртути (на технологические нужды) | ТУ 6-17-5795739-112-90 | Гранулы чёрного цвета размером 0.5-3.0 мм Содержание железа 18¸25% | бочка |
Таблица 6. - Характеристика выпускаемой продукции
| Наименование | Обозначение ГОСТ, ОСТ, ТУ | Характеристика готовой продукции. Регламентируемые показатели | Объём в год, т | Тара, упаковка | Масса единицы упаковки | Примечание |
| 1. отходы ртутьсодержащие | ГОСТ 1639-78 Класс Е | |||||
| ступпа | I сорт | Шлам, состоящий из сконцентрирова-вшейся капельной ртути, влаги, люминофора, порошкообраз-ного стекла. Содержание ртути до 70% по массе метал-лической ртути. | Металли-ческий гермети-чный контей-нер | На переработку на Никитовский ртутный комбинат | ||
| Отработан- ный сорбент | II сорт | Гранулы чёрного цвета, содержащие ртуть и незначительное кол-во порошкообраз-ных веществ. Содержание ртути до 10% по массе метал-лической ртути. | Метал-лический герметич-ный контей-нер | На переработку на Никитовский ртутный комбинат | ||
| 3. Колбы ртутных ламп ДРЛ | Стекло (4 класс опасности) | 0,08 | ||||
| 4.Демерку-ризованный стеклобой, включаю-щий: -отходы стекла | Содержат: ртути - 2.10-4 %; стекла - 97-98%; люминофора - 0.2 | 89,9 | На установку сепарации ОДС-1 |
Продолжение таблицы 6
| -алюминие-вый концентрат (содержание металла не менее 70 %) -медно-никелевый концентрат | цветных металлов (алюминиевого и медно-никелевого концентрата) - 2-3% (4 класс опасности) |
6.5 Материальный баланс производства
Материальный баланс производства по ртути выполнен на 100 ламп и приведён в таблице 7.
Таблица 7 - Материальный баланс
| Материалы | Количество, кг | Содержание ртути, % | Количество ртути, кг | Выход ртути, % |
| Исходные материалы Лампы отработанные Сорбент (на 1 технологический адсорбер) Всего: Продукт переработки Ступпа Отработанный сорбент Загрузка и выгрузка (сорбента 2-3 раза в год) Стеклобой демиркуризованный Стеклянные колбы (от ламп ДРЛ) Итого: | 45 258 303 8.5.10-3 258 44.95 0.04 303 | 0.02 - 76 9.10-3 2.1.10-4 - - | 9.10-3 - 6.48.10-3 2.43.10-3 9.7.10-5 - 9.0.10-3 | 100 - 72 27.122 0.877 - 100 |
Из таблицы видно, что более 99% ртути из ламп переводится в продукты ступпу и отработанный сорбент, направляемые на ртутный комбинат на переработку.
Общие потери ртути при обезвреживании ламп составляют менее 1% ртути, находящейся в лампах: потери ртути со стеклобоем составляют 0.877 % и с технологическими газами в окружающую среду теряется 1.3.10- 3 % ртути.
6.6 Расчет конвейера с магнитоуловителем
.6.1 Описание процесса магнитной сепарации
В технологической схеме переработке ртутных ламп магнитная сепарация применяется для разделения демеркуризованного стеклобоя на магнитную фракцию (медно-никелевые выводы) и не магнитную (свинцовое стекло).
Магнитная сепарация - процесс разделения твердых материалов в магнитном поле, основанный на использовании различий в их магнитных свойствах (главным образом в магнитной восприимчивости).
Для выделения из отходов магнитного продукта наиболее подходят сепараторы барабанного типа. Конструкция барабанного магнитного сепаратора представляет собой магнитный барабан, приводящий в движение конвейерную ленту. Основной узел магнитного барабана - вращающаяся магнитная система (магниты постоянного действия), встроенная в ведущий барабан ленточного конвейера. Магнитное поле создается с помощью супер-сильных постоянных магнитов из редких элементов, оно существует на всей поверхности барабана. Стандартные модели выпускаются диаметром от 305 до 915 мм и длиной от 305 до1525 мм.
Притянувшиеся к барабану магнитные компоненты удаляются конвейерной лентой, для которой магнитный шкив, как отмечено, является ведущим. В нижней части барабана лента отрывает притянувшиеся к нему магнитные частицы; под барабаном целесообразно устанавливать шибер, регулирующий выход магнитного и немагнитного продуктов. Для повышения эффективности сепарации подавать материал к барабану необходимо тонким слоем.
6.6.2 Расчет
Исходные данные: Плотность транспортируемого материала 1,1т/м3; скорость ленты, необходимая для технологического процесса магнитной сепарации vл = 0,6м/с. Транспортер с приводом установлен в отапливаемом закрытом помещении (температура окружающей среды от +10° до +25°С). Максимальная влажность воздуха 75%.
Транспортер работает две смены по 6 ч (12ч в сутки) и 260 дней в году. Коэффициент готовности транспортера Kг = 0,96; коэффициент использования транспортера по рабочему времени Kв= 0,85 - 0,9.
. Определяем режим и расчетные группы работы транспортера
Коэффициенты планового использования конвейера по времени в сутки


эти значения коэффициентов соответствуют классу ВЗ использования конвейера по времени.
. Определение производительности транспортера
Так как на проектируемом транспортере выполняется технологический процесс, нам известна требуемая скорость движения ленты vл = 0,6 м/с.
Относительно скорости движения ленты, принимаем ленту шириной B = 400 мм = 0,4 м, резинотканевую, общего назначения, предварительного типа ТЛ - 100; прочность 100 Н/мм и масса 1 м2 mл = 43 кг/м3. Тогда расчетную, максимальную, массовую производительность транспортера, по наибольшему грузопотоку, с учетом коэффициента неравномерности загрузки и использования транспортера по времени, можно определить по следующей формуле:
 ,
,
где F - площадь поперечного сечения груза на ленте, м2;
 м2,= (0,9B - 0,05) = 0,9·0,4-0,05=0,31 м - грузонесущая ширина ленты, т.е. ширина, на которой расположен груз; h = 0,05 м - высота слоя груза; v - скорость движения ленты, м/с; r - плотность груза, т/м3.
м2,= (0,9B - 0,05) = 0,9·0,4-0,05=0,31 м - грузонесущая ширина ленты, т.е. ширина, на которой расположен груз; h = 0,05 м - высота слоя груза; v - скорость движения ленты, м/с; r - плотность груза, т/м3.
т/ч.
Определяем максимальную производительность по пропускной способности загрузочного устройства:
м = Qр.мTKэ,
где Т = tп.с = 12 ч; Kг = 0,96; Kв = 0,85; коэффициент неравномерности загрузки Kн = 0,92; общий эксплуатационный коэффициент э = KгKвKн = 0,96·0,85·0,92=0,75. м = 38·12·0,75=342 т/сутки.
С учетом коэффициента использования производительности Кз.г = 0,66 определим среднюю массовую производительность транспортера:с = Qм Кз.г = 342·0,66=256 т/сутки.
. Определение мощности электродвигателя привода
На конвейере устанавливаем прямые роликоопоры диаметром 58 мм. По табл. 4.5 (Л13) выбираем расстояния между роликоопорами на нижней ветви lр.н = 1,1 м. По каталогу завода-изготовителя массы вращающихся частей нижних роликоопор mр.н = 8 кг. Верхняя ветвь ленты поддерживается специальным настилом.
Определяем линейные силы тяжести: qр.н - вращающихся роликоопор на нижней ветви ленты; qл - ленты; qм - транспортируемого материала.
р.н = gmр.н/lр.н = 9,81·8/1,1≈71Н/м;
л = gmлB = 9,81·43·0,4≈169Н/м;
где mр.н, mл - массы соответственно вращающихся частей роликоопор и ленты; - ускорение свободного падения; lр.н - расстояние между роликоопорами на нижней ветви ленты; B - ширина ленты.
Линейную силу тяжести транспортируемого материала определяем по средней производительности
р.с = Qс/ТКэ’= 256/(12·0,68)≈31т/ч,
где Кв = 0,9; Кг = 0,96; Кн = 0,8; Кэ’= 0,68.
Тогда по формуле (4.44 (Л1)) находим
м = gQр.с/(3,6v) = 9,81·31/(3,6·0,6)≈141 Н/м,
где v - скорость движения ленты.
Общее сопротивление движению ленты на транспортере определяем по формуле (4.43 (Л1)):
= КдLг[(qм + qл)wв + (qл + qр.н)wн] ± qмH,
где Кд - обобщенный коэффициент местных сопротивлений на оборотных барабанах, в местах загрузки и других точках (Кд = 5,8); Lг - длина горизонтальной проекции расстояния между осями приводного и натяжного барабанов транспортера, м; qм, qл, qр.н - линейные силы тяжести соответственно материала, ленты и вращающихся частей роликоопор на нижней ветви ленты, Н/м; wв - коэффициент сопротивления движению верхней ветви ленты; при движении ленты по плоскому настилу из стали или дерева,
wв = 0,35 ÷ 0,6 в зависимости от условий эксплуатации (в нашем случае wв = 0,4); н - коэффициент сопротивления движению нижней ветви ленты (для ветви на прямых однороликовых опорах для средних условий работы wн = 0,022); знак “+” перед последним членом ставится при подъеме груза, а знак “ - “ при спуске (в нашем случае ставится знак “+“).=  Н.
Н.
По формуле (4.11(Л13)) определяем мощность приводного двигателя при коэффициенте запаса Кз = 1,15 и h = 0,8:
= КзWv/(1000h) = 1,15·2299,5·0,6/(1000·0,8)=1,98 кВт.
На транспортере устанавливаем однобарабанный привод. По табл. (4.6 (Л13)) для приводного барабана при средних производственных условиях принимаем коэффициент трения ленты о поверхность барабана m = 0,25; общий угол обхвата (a1 + a2) = 400°; тогда тяговый фактор (см. табл. 4.11 (Л13)) Т = еm(a1 + a2) = 5,74 и выражение
еm(a1 + a2)/(еm(a1 + a2) - 1) = 1,21.
Исходя из этих данных производим дальнейший расчет транспортера.
. Тяговый расчет транспортера
Расчетное натяжение ленты
Sнб = КзWеm(a1 + a2)/(еm(a1 + a2) - 1) = 1,15·2299,5·1,21≈3200 Н.
Расчетный коэффициент запаса прочности ленты определяем по формуле (4.2 (Л13)) при Кст =0,9; Кт= 1; Кр = 0,95
К’ = K0/(КстКтКр) = 7/(0,9·1·0,95)=8,2
Определяем необходимую прочность резинотканевой ленты:
рт = SнбК’/В = 3200·8,2/400=65,6 Н/мм.
Резинотканевая лента типа ТЛ-100 имеет прочность 100 Н/мм и максимальное допускаемое натяжение Sрт.д = 11 Н/мм.
Выполняем проверку:
/B = Sнб/В = 3200/400 = 8 Н/мм < [Sрт.д = 380 Н/мм].
Принимаем диаметры барабанов: приводного Dп = 400 мм, натяжного Dн = 248 мм.
Коэффициент использования прочности ленты определяем по формуле (4.23'' (Л13)):
Ф = еm(a1 + a2)/(еm(a1 + a2) - 1) = (5,74 - 1)/5,74 = 0,83.
По формуле (4.20 (Л13)) вычисляем натяжение ленты, сбегающей с приводного барабана,
сб = Sнб/еma2 = 3200/2,4=1333 Н,
где принято m = 0,25; a2 = 200°; еma2 = 2,4.
Принимаем для приводного барабана m = 0,25 и a1 = 200°, при этом тяговый фактор еma2 = 2,4 и общий тяговый фактор еm(a1 + a2) = 5,74.
По формуле (4.28 (Л13)) определяем давление на поверхности приводного барабана:
pл = 
 МПа,
МПа,
что вполне допустимо, так как pл.д = 0,035 МПа (см. с. 118 (Л13)). Этим заканчивается обобщенный проектировочный расчет транспортера. Корректировка расчета не требуется.
. Расчет дополнительных усилий при пуске транспортера
По формуле (4.67 (Л13)) определяем максимальное натяжение ленты при пуске транспортера:
пуск = Sн.п + Wн.п + Wв.п + j(2qл + qм)(1 + kи)L/g,
где Sн.п - первоначальное пусковое натяжение сбегающей ленты, создаваемое натяжным устройством, Н; Wн.п и Wв.п - статические сопротивления движению ленты соответственно на нижней и верхней ветвях конвейера, подсчитанные по пусковому коэффициенту сопротивления Wп, Н; j - ускорение ленты при пуске конвейера, м/с2; kи = 0,05 - 0,08 - коэффициент, учитывающий инерцию вращающихся масс роликов и барабанов (меньшее значение принимают при длине транспортера до 100 м, большее - при длине более 100м).
Принято: j = 0,15 м/с2; kи = 0,08; wн.п = 1,2·0,022=0,026 при Wп = 1,2; wв.п = 1,2·0,4=0,48 при wп = 1,2; Sн.п = Кп.сSс.б = 1,2·1333=1599;
Wн.п = КдLг(qм + qл)wв.п - qлH =  Н/м;
Н/м;
в.п = КдLг(qм + qл)wв.п + (qм + qл)H = 5,8·2,8(141+169)0,48+(200+169)1,1=2758 Н/м;
пуск = 1599+55 + 2758 + 25 = 4437 Н.
Для проверки правильности выбора ленты по формуле (4.2 (Л13)) при Коп = 5 определяем
Кп’ = Kоп/(КстКтКр) = 5/(0,9·1·0,95)=6.
По формуле (4.5 (Л13)) находим
рт = SпускКп’/B = 4437·6/400=66 < [100] Н/м.
Исходя из того, что при запуске транспортера максимальный крутящий момент
Мкр.max = 1,5Мкр., уточняем мощность приводного электродвигателя:дв.тр = 1,5Nдв.р = 1,5·2,3=3,45 кВт.
По каталогу выбираем мотор-рекдуктор МЦ2С-125-35,5-ЦУЗ ГОСТ 20721-76 ТУ2-056-190-80 с установленной мощностью 4 кВт.
Частота вращения приводного барабана:
б = 60vл/(pDб) = 60·0,6/(3,14·0,4)=29 об/мин.
7. Сервисная часть
.1 Эксплуатация и ремонт оборудования конвейера
В целях поддержания ленточного конвейера пригодном для эксплуатации состоянии и предупреждения преждевременного износа и поломок необходимо осуществлять качественное обслуживания, уход и своевременный ремонт оборудования.
Контроль за соблюдением правил обслуживания, и проведение ремонта возложены на ремонтные службы завода. Обеспечение правильной эксплуатации оборудования является также важнейшей обязанностью всего цехового персонала и в первую очередь производственных мастеров.
Эффективное использование оборудования возможно лишь при правильном его эксплуатации и бережном отношении к нему со стороны обслуживающего персонала.
Обслуживающий персонал обязан знать и строго соблюдать правила технической эксплуатации (ПТЭ) и инструкции по техническому обслуживанию, уходу за оборудованием. Знания соблюдение указанных правил и инструкции должны систематически проверяться.
Техническое обслуживание включает в себя:
ежесменное техническое обслуживание
ежесуточная проверка правильной эксплуатации и технического состояния.
периодические технические осмотры, выполняемые после отработки оборудования определенного числа часов.
7.1.1 Структура ремонтно-механической службы цеха
Цеховые ремонтные службы входят в состав производственных цехов и предназначаются для ремонтных операций по всем видам оборудования, установленного в цехе.
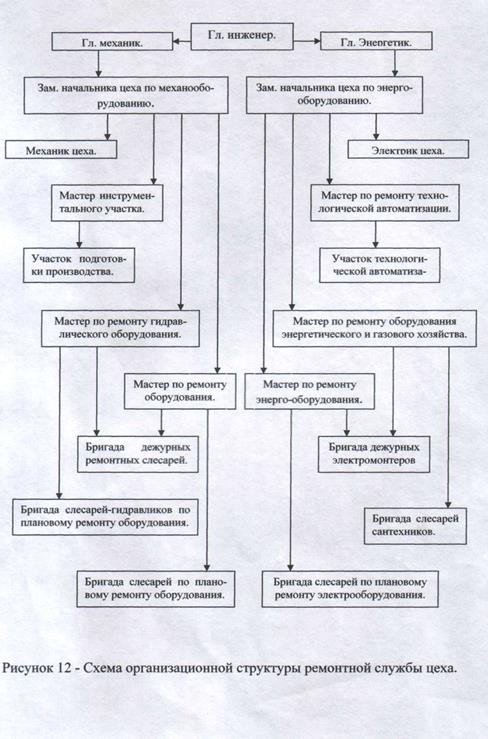
Рисунок 6 - Схема организационной структуры ремонтной службы цеха
7.1.2 Годовой график планово-предупредительных ремонтов
Таблица 8 - Виды ремонтов
| Краткая техническая характеристика | Масса в тоннах | Вид ремонтов | Периодичность между ремонтами отработанных оборудованием часов | Периодичность ремонтов в часах | Число ремонтов в цикле |
| Ленточный конвейер Ширина 1300мм. Длина 20000мм | 5,300 | ТО Т К | 730 4380 26280 | 8 36 144 | 30 5 1 |
Ленточный конвейер работает 21ч в сутки, 25,6 дня в месяц, используется по времени =87,5%.
Периодичность между ремонтами в месяцах состоит:
Таблица 9 - Годовой график планово-предупредительных ремонтов на 2011 год.
| Оборудование | 1 квартал | 2 квартал | 3 квартал | 4 квартал | Дата и продолжительность последнего ремонта | ||||||||||||
| Январь | Февраль | Март | Апрель | Май | Июнь | Июль | Август | Сентябрь | Октябрь | Ноябрь | Декабрь | ТО | Т | К | Сумма ремонтов | ||
| Цепной транспортер | ТО/8 | ТО/8 | ТО/8 | ТО/8 | ТО/8 | ТО/8 | ТО/8 | ТО/8 | ТО/8 | ТО/8 | ТО/36 | ТО/8 | Март 2010 год 144 час | 10 ТО-80 ч | 2 Т-72 ч | - | 152 ч |
7.1.3 Межремонтное обслуживание, виды ремонтов и их содержание
Межремонтное обслуживание - это вид обслуживания (осмотр и текущий ремонт) включает наблюдение за выполнением правил эксплуатации оборудования, указанных в технических руководствах заводов - изготовителей, особенно механизмов управления, ограждений и смазочных устройств, а также своевременное устранение мелких неисправностей и регулирование механизмов.
Межремонтное обслуживание выполняют во время перерывов в работе оборудования, не нарушая процесса производства.
Межремонтное обслуживание выполняют рабочие, обслуживающие станки или оборудования, и дежурный персонал ремонтной службы цеха (слесари, электрики, смазчики и др.).
Межремонтное обслуживание оборудования проводят ежесуточно либо реже в зависимости от назначения оборудования. При работе оборудования в две смены осмотр и текущий ремонт осуществляют в не рабочую смену, а при работе оборудования в три смены межремонтное обслуживание выполняют на стыке двух смен.
Межремонтное обслуживание оборудования проводят наладчики и операторы, в случае необходимости привлекают слесарей цеховой ремонтной службы.
В период между ремонтами всё оборудование, работающее в условиях загрязненности, промывают. В эти же периоды меняют масло или пополняют его в оборудовании с централизованной и картерной системой смазки. Работу осуществляют по специальному графику.
Между плановыми ремонтами периодически проверяют герметическую точность деталей, а также проводят профилактическую проверку прецизионного оборудования по особому плану - графику.
Плановый осмотр оборудования проводят с целью проверки его состояния, устранения мелких неисправностей и выявления объема подготовительных работ, выполняемых при очередном плановом ремонте.
Ежесменное техническое обслуживание состоит в тщательном и своевременном обслуживании и выполняется эксплуатационным и дежурным персоналом. При этом устанавливается время и продолжительность обслуживания, распределение обязанностей между эксплуатационным и дежурным персоналом. Время ежесменного технического обслуживания может быть выбрано или во время смены, или между сменами. Ежесменное техническое обслуживание регламентируется инструкцией и включает наличие смазки в узлах сопряжения, проверяют действие рукояток управления, осмотр наружных частей машины, контроль-проверка легкодоступного изнашивающихся деталей. Обнаруженные мелкие дефекты устраняются немедленно.
Ежесуточная проверка правильной эксплуатации и технического состояния выполняется цеховыми и участковыми механиками и сменными мастерами. Отклонения в работе оборудования фиксируется в журнале, и устраняются.
Технические осмотры проводятся для проверки технического состояния оборудования, выявление и устранение неисправностей, а также определение объёма предстоящего планового ремонта. Результаты осмотра заносятся в агрегатный журнал. Технический осмотр выполняется ремонтным персоналом с участием эксплуатационного персонала по графику ремонтные смены, а также в период технологических простоев.
В состав технических осмотров входят:
вскрытие люков, крышек.
осмотр, проверка состояния узлов.
выполнение мелких ремонтных работ.
выявление объема работ для ближайшего планового ремонта.
регулировка основных узлов.
проверка правильности переключений и исполнения команд, подающих от пульта управления.
проверка исправности ограничителей и упоров.
Проведение ремонта планируют в соответствии с ремонтными нормативами на каждую единицу оборудования. При этом принимают во внимание данные журнала учета работы оборудования, установленный межремонтный период, отработанные часы или смены за межремонтный период. В годовой план включают осмотровый, малый, средний и капитальные ремонты оборудования.
Для проведения межремонтного обслуживания и основных ремонтов необходим резерв запасных деталей. Запасные детали хранятся в кладовой, их запас постоянно возобновляется. Для снижения простоев оборудования к началу ремонта необходимо иметь большую часть запасных частей для замены изношенных. В зависимости от назначения запасные детали хранятся в готовом виде, в предварительно обработанном или в виде заготовок.
Плановый ремонт - это ремонт, предусмотренный национальной системой технического обслуживания и ремонта оборудования и выполняемый через установленное нормами количество часов, отработанных оборудованием, или при достижении установленного нормами технического состояния.
Неплановый ремонт - это ремонт, предусмотренный рациональной системой технического обслуживания и ремонта оборудования, но осуществляемый в неплановом порядке, по потребности.
Повреждения и износ деталей механической части оборудования могут быть разбиты на две группы, вызывающие необходимость в ремонтах, принципиально отличающихся по характеру входящих в них работ:
износ и повреждения деталей внутри сборочных единиц, не вызывающие нарушения правильности взаимодействия сборочных единиц, хотя в ряде случаев приводящие к потере точности оборудования из-за возникновения вибраций при взаимодействии износившихся деталей;
износ рабочих поверхностей базовых деталей сборочных единиц, приводящий к нарушениям первоначальных траекторий их взаимного перемещения и непосредственно вызывающий потерю точности или производительности оборудования.
Текущий ремонт - это плановый ремонт, выполняемый с целью гарантированного обеспечения работоспособности оборудования в течение установленного нормативами количества часов работы до следующего ремонта и состоящий в замене или восстановлении отдельных сборочных единиц и выполнении связанных с этим разборочных, сборочных и регулировочных работ.
Капитальный ремонт - это плановый ремонт, выполняемый с целью восстановления исправности и гарантированного обеспечения работоспособности в течение установленного нормативами количества часов работы до следующего капитального ремонта, при котором должны быть восстановлены первоначальные качественные характеристики оборудования; мощность, производительность, точность и др.
При капитальном ремонте обязательно составляется ведомость дефектов ремонтируемого агрегата. Эта ведомость составляется при разборке оборудования. Каждую деталь рекомендуется маркировать, обозначая номер станка в числители, порядковый номер детали по ведомости дефектов в знаменателе.
При капитальном ремонте производится очистка, полная разборка оборудования, промывка узлов, замена или ремонт базовых деталей, замена всех изношенных деталей и узлов, сборка наладка оборудования.
Аварийный ремонт - это неплановый ремонт, вызванный дефектами конструкции или изготовления оборудования, дефектами ремонта и нарушениям правил технической эксплуатации.
7.1.4 Организация и методы ремонта на предприятии
Ремонтная служба на предприятии возлагается на отдел главного механика. Основная задача этого отдела и его цехов - поддержание оборудования предприятия в работоспособном состоянии на основе планово - предупредительного ремонта.
Главный механик, возглавляющий отдел, несет ответственность перед дирекцией завода за состояние всего заводского оборудования.
Существует три вида организации выполнения ремонтных работ.
На промышленных предприятиях: централизованное, децентрализованное и смешанная.
Централизованная организация предусматривает выполнение всех ремонтных работ на заводе силами и средствами отдела главного- механика цеха. Такая организация типично для предприятий с небольшим количеством оборудования.
Децентрализованная организация - выполнение ремонтных работ состоит в том, что все виды ремонтных работ - межремонтное обслуживание, периодические ремонты, в том числе и капитальный ремонт, - производят под руководствам механиков цехов так называемыми цеховыми ремонтными базами. В состав цеховых ремонтных баз входят ремонтные бригады. Ремонтно-механический цех подчиняется главному механику, осуществляет только капитальный ремонт сложных агрегатов. Кроме того, он изготовляет и восстанавливает для цеховых ремонтных баз детали и сборочные единицы оборудования, изготовление которых требует применения оборудования, отсутствующего на ремонтной базе.
Смешенная организация - выполнение ремонтных работ характерна тем, что все виды ремонта, кроме капитального, выполняют цеховые ремонтные базы, а капитальный ремонт - ремонтно-механический цех.
Ремонтно-механический цех также занимается модернизацией действующего парка оборудования в процессе выполнения капитального ремонта и изготовлением запасных деталей для оборудования завода.
В соответствии с работами, поручаемыми ремонтно-механическому цеху, в его состав входят станочное, слесарное и электрогазосварочное отделения.
Цеховые ремонтные базы на крупных заводах входят обычно в состав основных производственных цехов, а на небольших заводах часто подчиняются начальнику ремонтно-механического цеха. Их назначение - проводить техническое обслуживание оборудования и выполнять работы по ремонту оборудования. Объём и характер ремонтных работ, выполняемых ремонтной базой, зависит от того, какой вид организации их принят на заводе.
Узловая организация - выполнения ремонтных работ. При более высоком уровне организации производства применяется узловой метод ремонта. При этом методе узлы агрегата, требующие ремонта, снимают и заменяют запасными, заранее отремонтированными, приобретенными или изготовленными.
Узловой метод ремонта сокращает время простоя оборудования, применяется для оборудования, состоящего из конструктивно обособленных узлов. Наиболее целесообразно его применять для следующих видов оборудования: одноименных моделей агрегатов, имеющихся на предприятии в большом количестве, агрегатов, являющихся основными для данного производства, кранового оборудования независимо от его количества.
Последовательно-поузловая организация ремонтных работ. Этот метод используют при капитальном ремонте узлов машин. Их ремонтируют не одновременно, а последовательно, используя кратковременные плановые остановки на малые ремонты, а также выходные дни и не рабочие смены. Метод рекомендуется для ремонта уникальных установок и ряда конструктивно-обособленных узлов подъемно-транспортного, крупного литейного оборудования, агрегатных станков. Агрегат разделяют на узлы, которые ремонтируют поочередно.
7.1.5 Сдача ленточного конвейера в ремонт
Отвечают за подготовку оборудования для передачи в ремонт начальник производственного цеха или начальники участков (старшие мастера). Перед остановкой на ремонт оборудование должно быть очищено от стружки, грязи, пыли и охлаждающей жидкости.
Передача конвейера в капитальный ремонт оформляется специальным актом, составленным инспектором отдела главного механика совместно с механиком производственного цеха. В акт заносят результаты внешнего осмотра, испытания на ходу, а также замечания работающего на оборудование. Внешним осмотром устанавливают комплектность всех механизмов агрегата, определяют имеющиеся неисправности, нет ли на деталях механизмов задиров, вмятин, трещин, изломов и других дефектов, видимых без разборки механизмов, кроме того, оценивают состояние смазочных и защитных устройств.
Путем опроса работающего на оборудовании устанавливают, какие недостатки свойственны ему на разных режимах работы, состояние механизмов и даже отдельных деталей. Допустим, токарь сообщает, что в работающем станке происходит на определенной ступени скоростей самовыключение зубчатых передачи. Это означает, что в соответствующей паре колес изношены зубья и при составлении ведомости дефектов следует обратить на эти детали особое внимание.
Прослушиванием действующей машины определяют, нет ли шумов и
стуков, не испытывает ли она вибраций.
Все неисправности, зафиксированные в акте, учитывают при составлении окончательной ведомости дефектов на ремонт. [9]
7.1.6 Технические требования на дефекацию и ремонт деталей
После промывки на поверхностях разобранных деталей хорошо видны царапины, трещины, выбоины и можно с необходимой точностью измерить детали при дефектовке.
Дефектовку промытых просушенных деталей производят после их комплектовки по сборочным единицам, которую нужно выполнять аккуратно и внимательно. Каждую деталь сначала осматривают, затем соответствующим поверочным и измерительным инструментом проверяют ее форму и размеры. В отдельных случаях проверяют взаимодействие данной детали с другими, сопряжениями с ней, чтобы установить, возможен ли ремонт данной детали или целесообразнее её заменить новой.
Сведения о деталях, подлежащих ремонту и замене, заносят в ведомость дефектов на ремонт оборудования.
Правильно составленная и достаточно подробная ведомость дефектов является существенным фактором в подготовке к ремонту. Этот ответственный документ обычно составляет технолог по ремонту оборудования с участием бригадира ремонтной бригады, мастера ремонтного цеха, представителей ОТК.
При дефекации важно знать и уметь назначить величины предельных износов для различных деталей оборудования и допустимые предельные размеры.
Детали разбраковывают на три группы
Первая - годные для дальнейшей эксплуатации.
Вторая - требующие ремонта или восстановления.
Третья - негодные, подлежащие замене.
Ремонту подвергают трудоёмкие в изготовлении детали, восстановление которых обходится значительно дешевле вновь изготовляемых. Ремонтируемая деталь должна обладать значительным запасом прочности, позволяющей восстанавливать или изменять размеры сопрягаемых поверхностей (по системе ремонтных размеров), не снижая (в ряде случаев повышая) их долговечность, сохранив или улучшив эксплуатационные качества сборочной единицы агрегата.
Детали подлежат замене, если уменьшение их размеров в результате износа нарушают нормальную работу механизма или вызывает дальнейший интенсивный износ, который приводит к выходу механизма из строя.
При ремонте оборудования заменяют детали с предельным износом, а также износом меньше допустимого, если они по расчетам ни дослужат до очередного ремонта. Срок службы деталей рассчитывают с учетом предварительного износа и интенсивности их изнашивания в фактических условиях эксплуатации.
При дефектовке детали необходимо маркировать порядковым номером ведомости дефектов, а также инвентарным номером оборудования или станка, это облегчает выполнения дальнейших ремонтных операций.
Маркировку выполняют клеймами, краской, бирками, электрографом или кислотой.
Детали, которые при дефектовке решено заменить, хранят до окончания ремонта механизма, они могут понадобиться для составления чертежей или изготовления образцов новых деталей.
Основным техническим документом, необходимым для производства плановых работ, является дефектная ведомость.
Дефектную ведомость составляет бригадир ремонтной бригады или техник ремонтных мастерских. Предварительную дефектную ведомость на средний и капитальные ремонты составляют за 2-3 месяца до ремонта во время одного из плановых осмотров. Окончательную дефектную ведомость составляют при разборке машины перед ремонтом. В дефектной ведомости перечисляют все дефекты отдельных деталей и узлов и указывают методы их устранения. Окончательная ведомость дефектов является документом, определяющим объём работ при ремонте.
Таблица 10 - Ведомость дефектов
| Наименование детали | Номинальный размер мм. | Действ.размер | Метод восстановления | Колич. | Марка материала | примечание |
| Вал Шпоночный паз | d = 90-,023+0,018 12-0,02 | d = 89+0,03 13 | наплавка Ручная сварка | 1 3 | Сталь 45 | Т/О ТВЧ Э-42 |
| Болт М 20 | 20-0,05 | Деформация резьбы | Прогнать плашкой | Ст 30А | ----- | |
| Шток направляющий | 45- 0,03 | 44+0,8 | шлифовка | Ст.45 | Отшлифовать до ремонтного резмера |
7.1.7 Сборка ленточного конвейера
Стационарные конвейеры монтируют на легких фундаментах, эстакадах и в транспортных галереях. Их установку осуществляют с помощью стреловых самоходных кранов. Подготовку к монтажу конвейера начинают с разбивки главной оси - ориентира, а затем осей приводной и натяжной станций, обращая особое внимание на привязку к осям примыкающих транспортных и технологических устройств. Сборку начинают с опорной металлоконструкции привода или натяжной станции, а затем монтируют среднюю часть. Установку предварительно проверенных роликоопор начинают с нижней холостой ветви, пока доступ к ней не закрыт роликоопорами рабочей ветви. После этого устанавливают роликоопоры рабочей ветви и монтируют приводной барабан, а по его валу - редуктор-электродвигатель. Привод конвейера обкатывают до установки ленты, замеченные неисправности устраняют. Натяжной барабан устанавливают в крайнее положение, соответствующее минимальной длине конвейера. При наличии сбрасывающей тележки ее ездовой трек монтируют после установки роликоопор. Его ширину проверяют шаблоном: допускаемые отклонения в плоскости качения колес тележки - 1 мм на 1000 мм и 5 мм на 25 м длины, по ширине - до 3 мм. После выполнения этих работ устанавливают конвейерную ленту. Монтаж ленточных конвейеров ускоряют заблаговременной подготовкой и укрупнительной сборкой оборудования, а также параллельным ведением работ по монтажу элементов средней части, приводной и натяжной станций сразу в нескольких пунктах [7].
7.1.8 Контроль качества ремонта
Качество капитального ремонта оценивается по факторам, характеризующим ремонт и определяющим качество отремонтированного оборудования. К факторам, характеризующим и определяющим качество ремонта, относятся: качество ремонтной технологической документации.
Качество сборки. При сборке линии необходимо соблюдать следующие основные положения:
Базовую деталь, по которой выверяют точность сборки, выбирать с таким расчетом, чтобы в процессе дальнейшего ремонта не подвергать её более никакой обработке;
Выверять узлы и детали следует относительно основной технологической базы - зеркала стола, в направлении его рабочих перемещений;
Собирать узлы и детали нужно в такой последовательности, чтобы при выверке того или иного узла линии не нарушалось точность установки и выверки ранее установленных узлов и деталей;
Собирать узлы и детали, не требующие выверки, обычными, принятыми в ремонтном деле способами;
Неподвижные соединения после сборки не должны качаться, а подвижные соединения при минимальных зазорах должны легко и плавно перемещаться;
При сборке должна быть сохранена параллельность между осями валов (наибольшее отклонение от параллельности двух связанных шестернями осей допускается не более 0,03мм на длине 1000мм, наибольшее отклонение от параллельности двух связанных рычагами осей допускается не более 0,05мм на длине 1000мм, наибольшее отклонение от параллельности ходовых винтов допускается не более 0,005мм на длине 1000мм);
Между ходовыми винтами и гайками не должно быть зазоров;
Все масленки и смазочные отверстия должны быть обеспечены защитными устройствами от грязи и стружки.
Наружная отделка. После ремонта производят тщательную наружную отделку станка: соответствующую обработку и окраску поверхностей корпусных деталей. Все обработанные поверхности корпусных деталей. Все обработанные поверхности деталей шлифуют и полируют.
Все наружные необработанные поверхности деталей. После просушки все поверхности окрашиваются ровным слоем краски. Подтеки и наплывы краски, пестрота в тоне краски, пузырчатость, местная неокрашенность, трещины в слое краски, волнистость, наличие крупных частиц мела и соринок, заметных на глаз, не допускаются.
Краска для станков должна сопротивляться разъедающему действию смазочно-охлаждающих жидкостей и масла. Цвет краски выбирают в соответствии с утвержденным эталоном.
Внутренние поверхности коробок скоростей, коробок передач, резервуаров и других деталей, в которых находится масло, окрашивают краской светлого тона, устойчивой против разъедания масла, согласно утвержденному эталону.
Аппаратуру и приспособления, установленные на станке, снаружи окрашивают в такой же цвет, как и станок.
Все места для заполнения маслом, не имеющие специальных масленок, отмечают красной краской.
Для аккуратного нанесения цветных указателей и стрелок используют соответствующие трафареты. Чисто обработанные плоскости тщательно очищают от следов краски. Чисто обработанные торцы всех выступающих валов, головки винтов, болтов, а также гайки подвергают воронению или оксидированию.
Контрольные шпильки могут выступать не более чем на 1/3 их диаметра. Концы винтов из гаек могут выходить не более чем на 1/5 их диаметра.
Проверка конвейера после ремонта.
Конвейер после ремонта проверяет комиссия в составе главного механика, главного технолога, начальника ОТК, начальника ремонтно-механического цеха и механик цеха заказчика. По окончании всесторонней проверки станка, его испытаний на холостом ходу, под нагрузкой, с проверкой на точность комиссия составляет акт о приемке станка и дает заключение о годности его к эксплуатации.
В акт обязательно вносятся все результаты проверок и испытаний станка. Утверждает эти данные главный инженер завода.
7.1.9 Испытание, приёмка оборудования из ремонта
В целях проверки качества отремонтированного оборудования проводят приемочные испытания в следующей последовательности:
. Испытание на холостом ходу;
. Испытание под нагрузкой;
. Испытание на производительность;
. Испытание на точность и чистоту обрабатываемой поверхности.
Испытание станков на холостом ходу.
Для испытания станка на холостом ходу производится проверка правильности взаимодействия всех механизмов станка. При этом проверяются все органы управления путем включения всех скоростей главного движения, а также скорости всех подач на одной из скоростей главного движения. Проверяется перемещение от руки всех подвижных узлов, натяжение ремней, смазки и состояние смазочных отверстий, наличие охлаждающей жидкости.
После пуска станка включаются последовательно все рабочие скорости шпинделя или стола от наименьшей до наибольшей, причем на наибольшей скорости станок должен проработать не менее 2 часов.
При наибольшем числе оборотов температура подшипников шпинделя не должна превышать 60оС для подшипников скольжения 70оС для подшипников качения всех станков и подшипников скольжения шлифовальных станков. В других узлах температура должна быть не выше 50оС.
После проверки безотказного действия механизма включения рабочих скоростей проверяют механизм включения рабочих подач ускоренных подач, если они имеются у проверяемого станка.
На холостом ходу производится проверка работы всех автоматических устройств, проверка исправности работы системы подачи охлаждающей жидкости и смазки станка; проверяется нормальная работа гидравлических и пневматических устройств, а также электрооборудования. Особое внимание обращается на защитные устройства по технике безопасности.
Во время испытания станок должен работать плавно, без толчков и сотрясений, вызывающих вибрацию станка. Шум работающего станка должен быть еле слышен на расстоянии 4-5м.
Испытание станков в работе под нагрузкой.
Испытание станка под нагрузкой производится путем обработки образца заготовки на средних скоростях хорошо заточенным инструментом с таким сечением стружки, чтобы нагрузка его достигала до номинальной мощности привода.
Под полной нагрузкой станок должен проработать не менее 30 минут. Допускается кратковременная перегрузка электродвигателя на 25: сверх его номинальной мощности.
При испытании станка в работе под нагрузкой все механизмы, электроаппаратура и другие устройства должны работать исправно и без перебоев. Фиксация органов управления должна быть надежна. Подвижные узлы станка должны перемещаться без заедания и перекосов.
Проверяются скорости главного движения, которые должны отличаться не более чем на 5% от соответствующих скоростей при работе станка и на холостом ходу.
Проверяется также надежность действия отдельных устройств, предназначенных для защиты от перегрузок.
Испытание станков на производительность.
Испытанию на производительность подвергаются только специализированные операционные станки, агрегатные станки, автоматы и полуавтоматы и другие станки, которые заказаны для изготовления определенной детали. Испытания проводятся по условиям и разделам, оговоренным при заказе станка. При этом производительность станка, определяемая количеством изделий, обработанных в единицу времени, должна соответствовать проектной или рассчитанной по техническим нормам.
Испытание станков на геометрическую точность и чистоту обработанных поверхностей.
Испытание станков на геометрическую точность предназначена для проверки отдельных элементов станка на прямолинейность, плоскость и точность расположения обработанных поверхностей, а также на параллельность и перпендикулярность осей вращения и базовых поверхностей. Проверяется также погрешность ходовых винтов и делительных устройств. При проверке устанавливается соответствие выявленных отклонений допускаемым для них нормам точности. Проверка станка в работе производится путем обработки образца валика. Диаметр валика должен быть не менее 1/4 высоты центров станка. Длина образца должна быть равна терм его диаметрам, но не более 500мм. После чистовой обработки образец измеряется микрометром. Испытание станка на чистоту обработки производится путем обработки образца на чистовом режиме. Обработанные поверхности должны быть чистыми, без следов дробления и вибрации. Для оценки чистоты поверхности применяются различные приборы (профилометры, интерферометры и др.) или эталоны частоты.
7.2 Смазка оборудования
Смазка в машинах имеет многоцелевое назначение. В узлах трения слой смазочного материала разъединяет трущиеся поверхности деталей и переводит трение без смазки в жидкостное или граничное, при которых значительно снижается износ. Его снижение достигается также вследствие смывания жидким маслом с поверхностей трения твердых продуктов изнашивания, уплотнения зазоров густой смазкой и защиты от попадания на поверхности трения абразивных частиц из внешней среды, а также благодаря отводу тепла от поверхности трения и исключению неблагоприятных термических превращений в поверхностном слое материала деталей, связанных с тепловыделением при трении. Смазка снижает силы трения, а в тепловых, гидравлических и пневматических механизмах повышает компрессию вследствие уплотнения плунжерных соединений.
Положительное влияние смазки на работу машин огромно. Но наибольший полезный эффект достигается лишь при правильном выборе смазочных материалов, способа и режима смазывания в соответствии с условиями работы и хранения машин.
На рисунке показана схема смазки ленточного конвейера.
Для подачи густой смазки к смазочным точкам используют ручные станции централизованной смазки, размещаемых вблизи этих точек непосредственно на машине, например, возле привода конвейера на высоте 700 - 800 мм от уровня пола. При монтаже таких установок выполняются следующие работы: ревизия и установка станций густой смазки и парных магистральных маслопроводов; проверка работоспособности и установка питателей, предназначенных для автоматического подвода к смазочным точкам определенных порций смазки; осмотр и установка маслопроводов, соединяющих питатели со смазочными точками; зарядка системы смазкой. Перед монтажом нужно тщательно осмотреть трубопроводы, очистить внутренние полости, удалить следы коррозии, убедиться в наличии медных прокладок к накидным гайкам.
Грязь, окалину и ржавчину из труб удаляют остукиванием и протаскиванием через них щетки из твердой стальной проволоки. Трубы перед установкой продувают сжатым воздухом, промывают 20% - ным раствором соляной или серной кислоты, а затем известняковым раствором. После промывки чистой водой и просушки их смазывают. При сборке необходимо плотно затянуть все резьбовые соединения. Применение уплотняющих средств не допускается, так как при правильной сборке необходимая плотность соединений обеспечивается их конструкцией.
Последнюю операцию - заполнение и опробывание системы осуществляют в определенной последовательности. Сначала набивают смазкой подводящие магистрали, пока из них не вытечет некоторое количество смазки. Затем заполняют отводы к питателям и сами питатели, для чего устанавливают заглушки на концах магистральных маслопроводов и снимают заглушки концевых питателей. Далее набивают маслопроводы к смазочным точкам. При этом их отключают от подшипников и присоединяют к питателям. После появления смазки на концах питающих трубок их присоединяют к подшипникам. Момент окончательной зарядки всех подшипников смазкой отмечается резким повышением давления в сети. После этого подачу смазки прекращают.
Смазочную систему испытывают давлением 12 - 15 МПа. Результат испытаний оформляют актом.
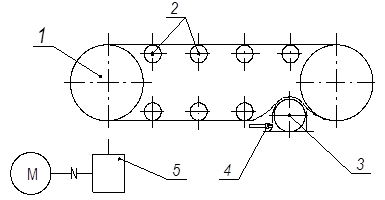
Рисунок 7 - Схема смазки ленточного конвейера.
Таблица 11 - Периодичность смазки ленточного конвейера
| Наименование узла | № поз. | Наименование смазки | Расход смазки | Периодичность смазки |
| Барабан | У - 1 | 0,1 кг | 1 раз в неделю | |
| Ролики | У - 1 | 0,05 кг | 1 раз в неделю | |
| Натяжной барабан | У - 1 | 0,08 кг | 1 раз в неделю | |
| Винт | У - 1 | 0,02 кг | 1 раз в месяц | |
| Редуктор | И - 20А | 0,8 кг | 1 раз в год |
7.3 Себестоимость капитального ремонта ленточного конвейера
.3.1 Определение трудоемкости капитального ремонта
Определение трудоемкости капитального ремонта (по Положению о планово-предупредительных ремонтах оборудования и транспортных средств на предприятиях Министерства Цветной металлургии).
Трудоемкость капитального ремонта определяется по нормативам действующим на предприятии.
Тр = 7000,час.
Тр =  = 4,56 = 5
= 4,56 = 5
Расчет численности рабочих ремонтников:
Численность рабочей бригады определяется по формуле.
Чр = 
Чр =  = 5 чел.
= 5 чел.
Где Fэф - эффективный фонд рабочего времени одного рабочего времени,одного рабочего ремонтника.
Квн - коэффициент выполнения норм при отсутствии других.
Для расчета эффективного фонда рабочего времени составим баланс рабочего времени одного рабочего в год.
Таблица 12 - Баланс рабочего времени
| Время | Количество | |
| дни | часы | |
| Календарное время(календарный фонд) | ||
| Входные и праздничные дни | ||
| Номинальный (режимный фонд) | ||
| Не выходы на работу по другим причинам всего | ||
| По болезни | ||
| Отпуска | ||
| Выполнение Гос.обязанностей | ||
| Прочие причины | ||
| Эффективный (полезный действительный фонд) |
7.3.2 Выбор состава ремонтной бригады
Определение фонда заработной платы.
Таблица 13 - Расчет фонда заработной платы бригады
| Профессия | Трудоемкость(час.) Трн. | Количество чел. | Разряд | Тарифная ставка(руб/час) Сr | Тарифный фонд зар.пл.(руб) ФзПтор | Коэффициент премии Кпр | Зароботная плата с учетом премии ФЗП с пр. | Районный коэффициент. Кр. | Фонд зароботной платы (руб) ФЗП |
| 1)Сварщик 2)Слесарь реонтник 3)Слесарь ремотник | 143,833 291,666 145,833 | 1 2 1 | 5 4 5 | 46,56 40,79 46,56 | 6789,984 11897,056 6789,984 | 1,3 1,3 1,5 | 8826,979 15466,172 10184,976 | 1,15 1,15 1,15 | 10151,025 17786,097 11712,7224 Итог 39649,844 |
Пояснение к таблице.
Определяем среднемесячную трудоемкость кап. Ремонта.
Трмес. =  =
=  = 583,333,час.
= 583,333,час.
Распределяем трудоемкость по рабочим.
Тр,раб =  =
=  = 145,833, час.
= 145,833, час.
) Вносим трудоемкость в таблицу пропорционально численности.
) Тарифный фонд зароботной платы определяем по формуле:
ФЗПтф. = Тр · Сч
) Заработную плату с учетом премии определяем по формуле:
ФЗПепр = ФЗПтф · Кпр
) Фонд заработной платы рассчитывают по формуле.
) Определение дополнительной зароботной платы единого соц. Налога.
Дополнительная заработная плата, это резерв на оплату отпусков, на различных предприятиях составляет от 10 - 40%. На нашем предприятии 0,2%.
Едины соц. Налог (ЕСН) - это отчислени
| <== предыдущая | | | следующая ==> |
| Анализ рентабельности предприятия | | | Глава 1. Текст предоставлен издательством http://www.litres.ru/pages/biblio_book/?art=3524735 |
Date: 2015-09-05; view: 751; Нарушение авторских прав