Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Восстановление шатунов
|
|
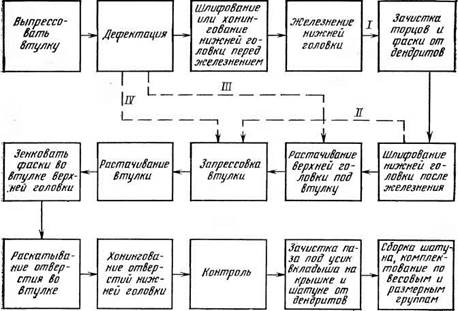
Восстановление нижней головки шатуна. В ремонтной практике для восстановления нижней головки шатуна наибольшее распространение получило железнение. Восстановление нижней головки шатуна железнением производят в такой последовательности: предварительная механическая обработка, электрохимическая обработка, нанесение покрытия необходимой толщины, механическая обработка после железнения до нормального размера. При износе отверстия нижней головки шатуна более 0,1 мм предварительную механическую обработку производят шлифованием «как чисто» на внутришлифовальном станке.
Нижнюю головку шатуна перед железнением обрабатывают на алмазно-расточном станке. С помощью приспособления можно вести обработку шатуна с обеспечением параллельности осей верхней и нижней головок и заданного межцентрового расстояния. При износе менее 0,1 мм целесообразно с помощью трехместного приспособления хонинговать нижнюю головку шатуна специальными головками с алмазными брусками на вертикально-хонинговальном станке. Алмазные бруски прирабатываются в сборе с головкой до площади контакта с обрабатываемой поверхностью 60... 70%. При хонинговании шатуны обрабатывают по схеме «жесткий хон — плавающая деталь» и не закрепляют относительно приспособления. Приспособление обеспечивает обработку без перекоса и с выдержкой параллельности осей верхней и нижней головок в допустимых пределах.
 После предварительной механической обработки шатуны монтируют на подвеску. Затем шатуны обезжиривают в течение 3...5 мин в растворе, содержащем: углекислого натрия, едкого натра, тринатрийфосфата, жидкого стекла. После этого их промывают сначала в горячей, потом в холодной воде.
После предварительной механической обработки шатуны монтируют на подвеску. Затем шатуны обезжиривают в течение 3...5 мин в растворе, содержащем: углекислого натрия, едкого натра, тринатрийфосфата, жидкого стекла. После этого их промывают сначала в горячей, потом в холодной воде.
Следующая операция электрохимической обработки шатунов — анодное травление в течение в растворе, содержащем: серной кислоты, сернокислого железа. После этой операции шатуны тщательно промывают в холодной проточной воде.
Далее шатуны подвергают железнению в электролите, содержащем: двухлористого железа, хлористого марганца, соляной кислоты. Продолжительность электролиза определяют из расчета скорости осаждения железа. Шатуны после железнения промывают в горячей воде и пассивируют в растворе, содержащем: азотнокислого натрия, технического уротропина, после чего опять промывают в горячей воде.
С целью удаления дендритов на вертикально-сверлильном станке в приспособлении шлифовальным кругом производят зачистку торцов, а фрезой — фасок шатуна. Приспособление обеспечивает обработку шатунов двигателей других марок при незначительной переналадке.
Шлифование и хонингование отверстия нижней головки шатуна после железнения производят с использованием оборудования и оснастки, а также режимов, применяемых для предварительной обработки.
Восстановление верхней головки шатуна. Верхнюю головку шатуна рекомендуется растачивать до ремонтного размера с последующей запрессовкой втулки, увеличенной по наружному диаметру.
В расточенное отверстие верхней головки запрессовывают втулку с помощью приспособления. Запрессовку и выпрессовку втулки производят на гидравлическом прессе с предварительным подогревом головки шатуна до 200 °С.
После запрессовки втулку растачивают с использованием оборудования и оснастки, применяемых при растачивании верхней головки шатуна. Растачивание производят с припуском под раскатывание. Допускается одна спиральная или продольная риска при условии, что ее глубина не превышает 0,1 мм. Продольная риска в нижней трети поверхности втулки не допускается.
После растачивания во втулке зенкуют фаски 0,5X45° на вертикально-сверлильном станке зенковкой в приспособлении.
Затем производят раскатывание втулки на вертикально-сверлильном станке раскаткой.
Контроль восстановленных шатунов. Контролируют диаметры отверстий, овальность и конусность нижней и верхней головок шатуна нутромером. Непараллельность и неплоскостность осей отверстий нижней и верхней головок шатуна, а также межосевое расстояние верхней и нижней головок контролируют приспособлением. Контролируют образцами шероховатости. После контроля шатуны разбирают и зачищают пазы под усики вкладыша в крышке и шатуне на заточном универсальном станке ЗБ642 в приспособлении. При разборке разукомплектовка шатуна с крышкой не допускается. Затем шатуны собирают и комплектуют по весовым и размерным группам.
Перед дефектацией на прессе выпрессовывают втулку верхней головки шатуна. Затем на магнитном дефектоскопе шатуны проверяют на наличие трещин, после чего промывают в моечной машине и контролируют по всем параметрам на контрольном столе. Контроль также включает в себя проверку отверстий нижней и верхней головок шатуна, плоскостей разъема, отверстий под болты, опорных поверхностей под гайки и головки шатунных болтов, наличие скручивания, изгиба, вмятин и задиров. Далее шатун по транспортному устройству доставляют в отделение подготовки к железнению, где производят цековку опорных поверхностей под гайки шатунных болтов на вертикально-сверлильном станке, сборку на технологические болты. Для восстановления геометрии перед железнением на алмазно-расточном станке растачивают отверстия нижней головки шатуна. После предварительной механической обработки шатуны поступают в отделение железнения, где их монтируют на подвески и подвергают железнению нижнюю головку в соответствии с технологическим процессом.
Date: 2015-09-19; view: 1532; Нарушение авторских прав