Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Технологическая карта для изготовления образца колена из труб поворотным способом
|
|

| Изделие | Колено из труб | |||||||
| Норма времени | Рабочая | ||||||||
| Ученическая | |||||||||
| Кол-во изделий | |||||||||
| Материал | Ст 3 | Оборудование | ВДМ1200 РБ317 | ||||||
| Приспособление | кондуктор | ||||||||
| Заготовка | труба диаметром 50 мм | ||||||||
| Последовательность выполнения операций | Эскиз | Сварочные соединения | Диаметр эл-да, сила тока, марка эл-да | Приспо- собления | Безопасность труда | ||||
| 1. Ознакомление с чертежом | 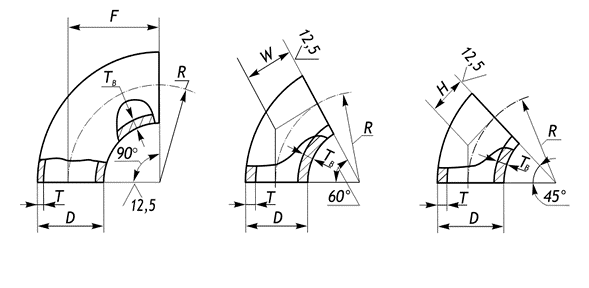
| ||||||||
| 2. Разметкатрубоперация по нанесению на поверхность заготовки линий (рисок), определяющих контуры изготавливаемой детали, являющаяся частью некоторых технологических операций. | 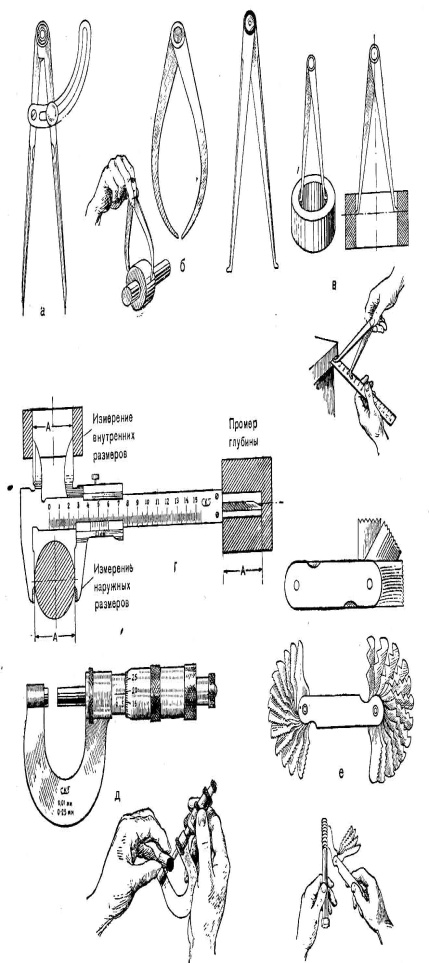
| Мел,чертилка,стальная линейка | При разметки использовать защитные очки, и защитный халат | ||||||
| 3. Резка – металлов называют отделение частей (заготовок) от сортового, листового или литого металла. Различают механическую (ножницами, пилами, резцами), ударную (рубка) и термическую резку. | 
| При резке пользоваться очками перчатками защитным халатам и головной убор | |||||||
| 4. Зачистка кромок - освобождение узлов от ниток разрезанного ряда по кромкам пластин. Механическая обработка кромок на станках выполняется для обеспечения требуемой точности сборки, для образования фасок, имеющих заданное очертание в случаях, если технические условия требуют удаление металла с поверхности кромок после газовой резки | 
| Напильник,абразивная лента | Использовать перчатки, очки, слесарный халат, Спецодежда, головной убор, сварочный шиток Рабочее место сварщика должно быть ограждено щитом Проверить заземление сварочного поста Проверить соединение провода с электрододержателем Проверить вентиляцию рабочего места Рабочее место должно быть хорошо освещено маска должна закрывать лицо от попадания искр и излучения светофильтр подбирается по силе сварочного тока стекло, закрывающее светофильтр, не должно быть забрызгано каплями металла | ||||||
| 5. Сборка труб Присборки трубы и 2 отводов устанавливается симметричность и равномерность зазора 1мм по всей длине окружности и прихватывается. Прихватки производятся в трёх местах для жесткости конструкции, длина прихваток 20мм. | 
| 
| кондуктор | ||||||
| 6. Контроль качества сборки | |||||||||
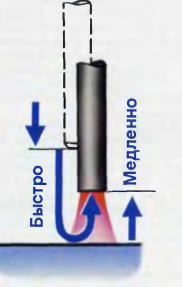
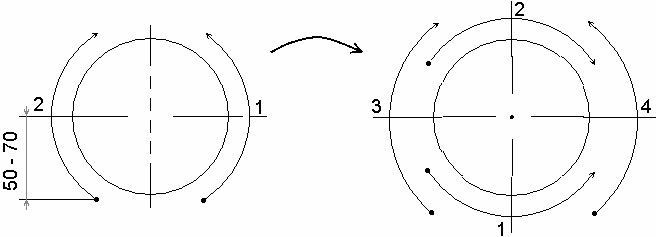
| 7. Сварка Сварка колена труб выполняется ручной дуговой сваркой в один слой, короткой дугой, в процессе сварки необходимо реже обрывать дугу, длина дуги равна не более диаметра электрода. Надежно проплавляются кромки свариваемых труб и отводов, образуя на внутренней поверхности шва равномерный обратный валик. Наружная поверхность корневого шва должна быть гладкой мелкочешуйчатой и иметь плавное сопряжение с боковыми поверхностями разделки. Заполняющий слой обеспечивает наружное сплавление отдельных слоёв шва между собой и проплавление кромок свариваемой трубы и отводов. | 
| 
| 3мм, 100А, МР3 | Спецодежда, головной убор, сварочный щиток, брезентовые рукавицы | |||||
| 8. Контроль качества сварных швов | 
| Дефекты выявляются визуально | |||||||
Date: 2015-09-02; view: 1072; Нарушение авторских прав