Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Промежуточные расчеты
|
|
| Середина разряда хj | t | Z t | 
| f | 
| 
| 
|
| 21,986 | 1,56 | 0,1183 | 2,404 | 4 | 2,404 | 1,596 | |
| 21,998 | 0,75 | 0,301 | 6,118 | 5 | 8,522 | 0,478 | |
| 22,01 | 0,065 | 0,3983 | 8,096 | 8 | 16,618 | 0,382 | |
| 22,022 | 0,88 | 0,2708 | 5,504 | 5 | 22,122 | 0,122 | |
| 22,034 | 1,69 | 0,0957 | 1,945 | 3 | 24,067 | 0,932 |
В таблице значение t вычисляется по формуле:

Значения Zt берутся из таблицы 4.
Значение  постоянно для всех значений Z t. В нашем случае оно равно
постоянно для всех значений Z t. В нашем случае оно равно 
Определяется  теоретическая частота для каждого интервала. Далее нужно вычислить
теоретическая частота для каждого интервала. Далее нужно вычислить  и
и  накопленные эмпирические и теоретические частоты, прибавляя к каждому значению
накопленные эмпирические и теоретические частоты, прибавляя к каждому значению  и
и  суммы предшествующих значений
суммы предшествующих значений  или
или  .
.
Критерий λ находим по формуле:

По таблице 5 находим Р(λ).
Так как вероятность Р(λ) = 0,9999, то расхождение эмпирического и теоретического распределения считается несущественным, и случайным, и гипотеза о нормальности закона распределения величины X принимается.
4 Проверим возможность обработки партии деталей без брака/
Строится кривая распределения размеров для выборки и указывается допуск на контролируемый параметр детали.
На графике (рис.2) приведена кривая распределения, построенная по пяти характерным точкам:
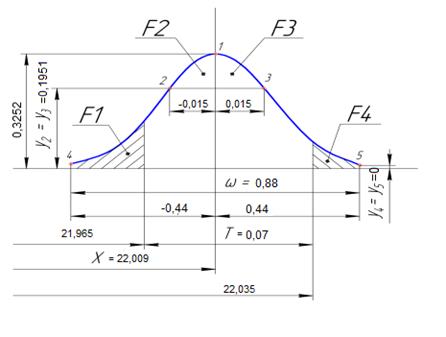
Рис. 2 Кривая распределения
Ордината точки 1 определена при x = 75,03064


Ординаты точек 2 и 3 определены на расстоянии  от центра группирования
от центра группирования
 = 0,1951
= 0,1951
ординаты точек 4 и 5 на расстоянии  от центра группирования принимаются равными нулю т.е.
от центра группирования принимаются равными нулю т.е.
 ;
;
где С - величина интервала, вводится для приведения кривой нормального распределения к тому же масштабу, в котором вычерчен эмпирический полигон распределения.
При работе на настроенных станках точность механической обработки оценивается посредством сравнения фактического поля рассеяния  размеров партии деталей, обработанных с одной настройкой с допуском на размер.
размеров партии деталей, обработанных с одной настройкой с допуском на размер.
Если поле рассеяния размеров меньше или равно допуску Т на размер, то точность обработки считается удовлетворительной. Если же поле рассеяния размеров оказывается больше допуска на размер, то точность обработки считается недостаточной. При такой точности неизбежен брак.
Вероятный процент брака всей партии обработанных деталей определяется следующим образом (рис. 2).
Процент годных деталей определяется площадью, ограниченной кривой и осью абсцисс на длине, равной допуску т.е.
 ;
;
где  ;
;
 ;
;
Процент получения неисправимого брака
 ; = 0,5 -0,4684=0,0316
; = 0,5 -0,4684=0,0316
процент получения исправимого брака
 ; = 0,5 -0,4807 = 0,0193
; = 0,5 -0,4807 = 0,0193
где  и
и  - функция Лапласа.
- функция Лапласа.
Значения этой функции табулированы в зависимости от величины t и приведены в таблице 6.
\
литература
1. Солонин И.С. Математическая статистика в технологии машиностроения. М: машиностроение. 1972,-215 с.
2. Маталин А.А. Технология механической обработки. М: машиностроение. 1977,-462 с.
Приложения
Таблица 4
Date: 2015-09-02; view: 366; Нарушение авторских прав