Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Выбор и сущность применяемых методов сварки. Их технико-экономическое обоснование
|
|
Технология полуавтоматической сварки в среде защитных газов
Для сварки конструкций из низкоуглеродистых и низколегированных сталей широкое применение получила механизированная сварка в среде активных защитных газов, в качестве которых наиболее распространен дешевый и недефицитный углекислый газ СО2. Применяется полуавтоматическая (проволокой диаметром 0,8...2,0 мм) и автоматическая (проволокой диаметром 2,0...3,5 мм) сварка. В качестве защитной среды в последнее время часто используют газовые смеси с различными сочетаниями активных и инертных газов. В качестве электродной проволоки применяют проволоки Св-08ГС, Св-08Г2С, Св-08ХГ2С (в зависимости от марки, свариваемой стали).
Конструктивные элементы разделки кромок практически одинаковы с таковыми при ручной сварке.
Полуавтоматическая сварка плавящимся электродом может выполняться во всех пространственных положениях, что делает процесс универсальным и обладающим по сравнению с ручной сваркой покрытыми электродами более высокой производительностью.
Режимы сварки стыковых и тавровых соединений хорошо разработаны и сведены в таблицы и номограммы, приводимые в справочниках и отраслевой нормативной документации. Выбор режима зависит от диаметра электродной проволоки, толщины свариваемого металла и пространственного положения соединения.
В углекислом газе сварку ведут в основном короткими замыканиями дугового промежутка, реже — с крупнокапельным переносом металла. В чистом СО2 не удается найти критический ток, при котором процесс плавления проволоки переходит в мелкокапельный (струйный). При крупнокапельном переносе металла происходит значительное разбрызгивание, которое иногда уменьшают погружением дуги в ванну. При этом внешняя составляющая длина дуги, при которой шов формируется хорошо, а разбрызгивание относительно невелико, составляет 2,0...3,0 мм. Мелкокапельный перенос может быть достигнут с применением проволок, активированных щелочными и щелочноземельными элементами, а также в смеси СО2 с инертными газами.
Технология автоматической сварки под флюсом
Среди различных существующих способов механизированной сварки с применением флюса наибольшее распространение получила электродуговая сварка под флюсом. Сварочная дуга горит между изделием и торцом сварочной проволоки. По мере расплавления проволока автоматически подается в зону сварки. Дуга закрыта слоем флюса. Сварочная проволока перемещается в направлении сварки с помощью специального механизма (автоматическая сварка) или вручную (полуавтоматическая сварка). Под влиянием тепла дуги основной металл и флюс плавятся, причем флюс образует вокруг зоны сварки эластичную пленку, изолирующую эту зону от доступа воздуха. Капли расплавляемого дугой металла сварочной проволоки переносятся через дуговой промежуток в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере перемещения дуги вперед металл сварочной ванны начинает охлаждаться, так как поступление тепла к нему уменьшается. Затем он затвердевает, образуя шов. Расплавляясь, флюс превращается в жидкий шлак, который покрывает поверхность металла и остается жидким еще некоторое время после того, как металл уже затвердел. Затем шлак затвердевает, образуя на поверхности шва шлаковую корку.
При сварке под флюсом (Рис.1.1) дуга горит между сварочной проволокой и свариваемым изделием под слоем гранулированного флюса. Ролики специального механизма падают в электродную проволоку в зону дуги. Сварочный ток (переменный или постоянный прямой, или обратной полярности) подводится к проволоке с помощью скользящего контакта, а к изделию – постоянным контактом. Сварочная дуга горит в газовом пузыре, который образуется в результате плавления флюса и металла. Кроме того, расплавленный металл защищен от внешней среды слоем расплавленного флюса. По мере удаления дуги от зоны сварки расплавленный флюс застывает и образует шлаковую корку, которая впоследствии легко отделяется от поверхности шва.
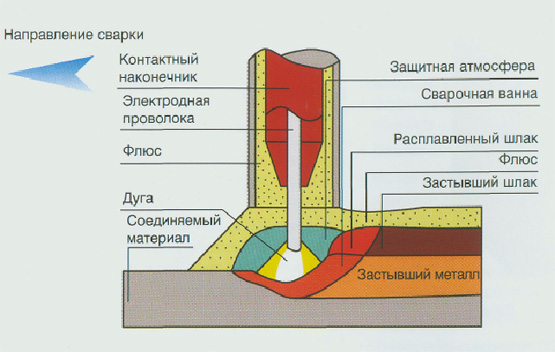
Рис.1.1. Схема автоматической сварки под флюсом
Особенностью процесса электродуговой сварки по флюсу является значительно меньшая толщина слоя флюса, чем при сварке под флюсом. На металлической подкладке уложены свариваемые пластины, засыпанные тонким слоем флюса. Дуга горит в условиях свободного доступа воздуха. Расплавляемый металл проволоки при переходе через дуговой промежуток не имеет шлаковой защиты. Металл сварочной ванны при остывании образует шов. Металл сварочной ванны и шов покрыты тонким слоем шлака. При сварке по флюсу металл значительно хуже защищен от воздуха, чем в процессе сварки под флюсом. Кроме того, излучение дуги и интенсивное выделение дыма и паров оказывают вредное действие на обслуживающий персонал.
Технология ручной дуговой сварки
Ручная дуговая сварка – это сварка покрытым металлическим электродом. Является наиболее старой и универсальной технологией дуговой сварки.
Для образования и поддержания электрической дуги к электроду и свариваемому изделию (см. рисунок) от источника питания подводится сварочный ток (переменный или постоянный).
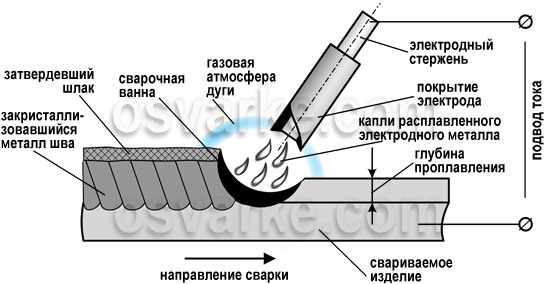
Рис.1.2. Ручная дуговая сварка
Если положительный полюс источника питания (анод) присоединен к изделию, говорят, что ручная дуговая сварка производится на прямой полярности. Если на изделии отрицательный полюс, то полярность обратная. Под действием дуги расплавляются металлический стержень электрода (электродный металл), его покрытие и металл изделия (основной металл). Электродный металл в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну, где смешивается с основным металлом, а расплавленный шлак всплывает на поверхность.
Размеры сварочной ванны зависят от режимов и пространственного положения сварки, скорости перемещения дуги по поверхности изделия, конструкции сварного соединения, формы и размера разделки свариваемых кромок и т.д. Они обычно находятся в следующих пределах: глубина до 6 мм, ширина 8–15 мм, длина 10–30 мм.
Длина дуги – расстояние от активного пятна на поверхности сварочной ванны до другого активного пятна на расплавленной поверхности электрода. В результате плавления покрытия электрода вокруг дуги и над сварочной ванной образуется газовая атмосфера, оттесняющая воздух из зоны сварки для предотвращения его взаимодействия с расплавленным металлом. В газовой атмосфере также присутствуют пары легирующих элементов, основного и электродного металлов.
Шлак, покрывая капли расплавленного электродного металла и поверхность сварочной ванны, препятствует их взаимодействию с воздухом, а также способствует очищению расплавленного металла от примесей.
По мере удаления дуги металл сварочной ванны кристаллизуется с образованием шва, соединяющего свариваемые детали. На поверхности шва образуется слой затвердевшего шлака.
Перемещения электрода при ручной сварке
В процессе сварки электроду сообщается движение в трех направлениях. Первое движение – поступательное, направлено по оси электрода. Этим движением поддерживается постоянная длина дуги в зависимости от скорости плавления электрода. Длина дуги при ручной сварке в зависимости от условий сварки и марки электрода должна быть в пределах (0,5–1,2)dэл. Чрезмерное уменьшение длины дуги ухудшает формирование шва и может привести к короткому замыканию. Чрезмерное увеличение длины дуги приводит к снижению глубины провара, увеличению разбрызгивания электродного металла и ухудшению качества шва как по форме, так и по механическим свойствам, а при сварке электродами с покрытием основного вида – и к порообразованию.
Второе движение – перемещение электрода вдоль оси валика для образования шва. Скорость этого движения устанавливается в зависимости от силы тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается узкий шов (ниточный валик) шириной примерно 1,5 диаметра электрода. Такие швы применяют при сварке тонких листов, наложении первого (корневого) слоя многослойного шва, сварке по способу опирания и в других случаях.
Третье движение – перемещение электрода поперек шва для получения требуемых ширины шва и глубины проплавления. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика (Рис.1.3). Ширина швов, получаемых с поперечными колебаниями, обычно составляет 1,5–5 диаметров электрода.
Рис.1.3. Основные виды траекторий поперечных движений конца электрода при слабом (А, Б), усиленном (Е–Ж) прогреве свариваемых кромок, усиленном прогреве одной кромки (З, И), прогреве корня шва (К).
Преимущества ручной дуговой сварки
· возможность сварки в любых пространственных положениях;
· возможность сварки в местах с ограниченным доступом;
· сравнительно быстрый переход от одного свариваемого материала к другому;
· возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов;
· простота и транспортабельность сварочного оборудования.
Недостатки ручной дуговой сварки
· низкие КПД и производительность по сравнению с другими технологиями сварки;
· качество соединений во многом зависит от квалификации сварщика;
· вредные условия процесса сварки.
Date: 2015-09-02; view: 1401; Нарушение авторских прав