Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Проектирование стальных конструкций с учетом предотвращения хрупкого разрушения
|
|
13.2 Для предотвращения хрупкого разрушения конструкций следует:
выбирать сталь согласно требованиям 5.2 и таблицам В.1, В.2, В.3 приложения В;
избегать пересечений сварных швов;
для сварных стыковых соединений применять выводные планки и физические методы контроля качества швов;
учитывать, что конструкции со сплошной стенкой имеют меньше концентраторов напряжений, чем решетчатые;
в стыках элементов, перекрываемых накладками, фланговые швы не доводить до оси стыка не менее чем на 25 мм с каждой стороны;
фасонки связей, вспомогательных и других второстепенных элементов крепить к растянутым элементам конструкций по возможности на болтах.
13.5 Исключить возможность слоистого разрушения можно при соблюдении условия
ψ zp ≤ ψ z н,
где ψ zp - суммарный фактор риска;
ψ z н - нормируемое значение фактора риска для проката в соответствии с ГОСТ 28870:
ψ z н =15, ψ z н =25, ψ z н = 35 соответственно для групп качества проката Z15, Z25, Z35.
Расчетное значение ψ z p следует определять по формуле
ψ z p = ψ z ф + ψ z т + ψ z ш + ψ z ж + ψ z с, (174)
где ψ z ф - форма соединения и расположение сварных швов;
ψ z т - толщина свариваемого проката;
ψ z ш - катет шва;
ψ z ж - степень жесткости соединения;
ψ z с - влияние технологии сварки (суммарный фактор от количества проходов, последовательности наложения швов и подогрева).
Значения ψ z ф, ψ z т, ψ z ш, ψ z ж, ψ z с представлены в таблице 37.
Таблица 37
| Характеристики сварных соединений | Факторы риска | |
| Форма соединения и расположение сварного шва, ψ z ф | ||
| Соединение без напряжений в направлении Z | ψ z ф = -25 | |
     
| ||
| Угловое соединение с симметрично расположенным швом | ψ z ф = -10 | |

| ||
| Соединение с промежуточным наплавленным слоем | ψ z ф = -5 | |
  
| ||
| Обычное тавровое соединение с угловыми швами | ψ z ф = 0 | |
 
| ||
| Тавровое соединение с угловыми швами с полным или частичным проваром | ψ z ф = +3 | |
   
| ||
| Соединение с угловыми швами, расположенными вблизи свободного торца листа | ψ z ф = +5 | |
  
| ||
| Угловые соединения с полным проваром | ψ z ф = +8 | |
 
| ||
| Толщина листа S, мм, работающего в Z направлении, ψ z т | ψ z т = 0,2 S | |
| Величина катета углового шва а, мм, ψ z ш | ||
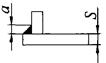
| ψ z ш = 0,3 а | |
| Степень жесткости соединения ψ z ж | ||
| Низкая - возможна свободная усадка | ψ z ж = 0 | |
| Средняя - частично возможны усадка шва и деформация конструкции | ψ z ж = +3 | |
| Высокая - жесткое закрепление без усадки шва | ψ z ж = +5 | |
| Технология сварки ψ z c | ||
| Количество проходов | Один | ψ z c = 0 |
| Несколько | ψ z c = -2 | |
| Последовательность наложения швов | Попеременно с одной и с другой стороны соединения | ψ z c = -2 |
| Вначале с одной, затем с другой стороны соединения | ψ z c = 0 | |
| Подогрев | Без подогрева | ψ z c = 0 |
| С подогревом | ψ z c = -8 |
Date: 2015-08-22; view: 611; Нарушение авторских прав