Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Сварочный автомат АДФ-1001
|
|
Назначение сварочного трактора АДФ-1001 — автоматическая однослойная и многослойная сварка и наплавка электродом под флюсом на постоянном токе.
Подача и перемещение проволоки осуществляется в автоматическом режиме по заданной программе. Сварочный автомат позволяет производить сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, швов в «тавр», а так же нахлесточных швов. В ходе сварки движение трактора производится либо непосредственно по изделию, либо по направляющим.
102.Фрезерный станок
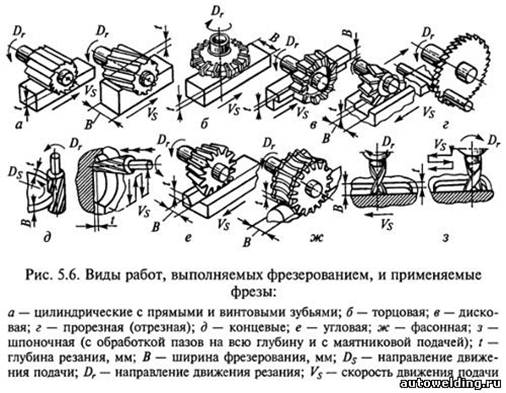
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д. Фрезерование позволяет получить изделия 9 – 12 квалитета с шероховатостью RA = 0.8 – 10 мкм. Для фрезерования применяют работающие периферией цилиндрические, угловые и фасонные фрезы, работающие торцом торцовые фрезы, а также работающие и периферией и торцом дисковые, отрезные и концевые фрезы. Конструкции фрезерных станков многообразны. Выпускают универсальные, специализированные и специальные фрезерные станки.
Основными формообразующими движениями являются вращение фрезы (главное движение) и движение подачи, которое сообщают заготовке или фрезе. Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений. Основные элементы механизмов станков унифицированы. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
Требуемые исполнительные движения формообразования при фрезеровании обеспечиваются исполнительными кинематическими цепями фрезерного станка: цепью резания и цепью подачи. Цепь резаниясвязывает вращение главного привода с вращением инструмента и определяет скорость резания. Цепь подачи связывает вращение привода подачи с поступательным движением заготовки и определяет скорость подачи. Кинематическая схема фрезерного станка приведена на рисунке.
В общем случае фрезерные станки можно подразделить на две основные группы: 1) общего назначения или универсальные (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные); 2) специализированные и специальные (шлицефрезерные, шпоночно-фрезерные, карусельно-фрезерные, копировально-фрезерные и др.). По конструктивным особенностям эти станки подразделяют на консольные (стол расположен на подъемном кронштейне-консоли), бесконсольные (стол перемещается на неподвижной станине в продольном и поперечном направлениях) и непрерывного действия (карусельные и барабанные).
В единичном, мелко- и среднесерийном производстве наиболее распространены консольные фрезерные станки. Универсальный консольный горизонтально-фрезерный станок имеет горизонтальный шпиндель 2 и выдвижной хобот 1, на который устанавливают серьгу 3, поддерживающую оправку с фрезой, консоль 4 перемещается по направляющей стойки 5. На консоли расположены салазки 6 и стол 7. В консоли размещена коробка подач, позволяющая изменять скорость движения подачи стола в продольном и поперечном направлениях. Установочное перемещение стола в вертикальном направлении осуществляется от ходового винта, расположенного в стойке.
Консольный вертикально-фрезерный станок имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1
Бесконсольные вертикально- и горизонтально-фрезерные станки, служащие для обработки заготовок крупногабаритных деталей, имеют салазки 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается по направляющим стойки 6. Шпиндель 4 имеет осевые перемещения при установке фрезы. Особенностью конструкции бесконсольного станка является более жесткая станина и стойка, червячно-реечный привод стола. Это позволяет обрабатывать крупные заготовки с большими припусками на высоких режимах резания.
Фрезерно-центровальные станки предназначены для двустороннего фрезерования и зацентровки торцов деталей типа валов. Оба торца фрезеруют одновременно, а затем одновременно зацентровывают. Такая технология позволяет обеспечить параллельность торцов между собой и перпендикулярность центровых отверстий к этим торцам.
Продольно-фрезерные станки предназначены для обработки одновременно набором фрез горизонтальных, вертикальных, наклонных и фасонных поверхностей заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7 На направляющих стойках смонтированы фрезерные головки 3 с горизонтальными шпинделями и траверса (поперечина) 4. На последней установлены фрезерные головки 5 с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек. Инструмент – торцовые, цилиндрические и фасонные фрезы. Область применения – средне и крупносерийное производство.
Карусельно-фрезерные станки, предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки. По направляющим стойки 7 перемещается шпиндельная головка 2 Стол 4, вращаясь непрерывно, сообщает установленным на нем заготовкам вращение подачи. Стол с салазками 5 имеет установочное перемещение по направляющим станины 6.
Барабанно-фрезерные станки используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающемся барабане 2, имеющем движение подачи. Фрезерные головки 3 (для черновой обработки) и 1 (для чистовой обработки) перемещаются по направляющим стоек 4.
При работе на фрезерных станках используют большое количество различных приспособлений, которые служат для установки инструмента и закрепления заготовок, а также для расширения технологических возможностей фрезерных станков.
Широко используются делительные головки. Они служат для периодического поворота обрабатываемой заготовки вокруг оси (при обработке зубьев, шлицев, пазов и др.) на равные или неравные углы, а также для непрерывного вращения заготовки, согласованного с продольной подачей стола станка при нарезании винтовых канавок. Различают головки для непосредственного деления; многошпиндельные; универсальные; оптические. Делительные головки оснащаются принадлежностями: шпиндельными валиками; передним центром с поводком; домкратом; хомутиками; центровыми оправками и консольными оправками для установки заготовки; универсальными подкладками; задней бабкой; гитарами сменных зубчатых колес; трехкулачковыми патронами.
103.Внешнее воздействие на формирование отливок (в душе не ебу где найти ответ на этот вопрос, заебался уже инет рыть!!! Поэтому заменил вопрос другим, немного похожим.)
Основные свойства литейной формы
В период заливки расплавленного металла, затвердевания и охлаждения отливки происходят силовое, тепловое и химическое взаимодействия между отливкой и формой.
Силовое воздействие на форму проявляется в гидростатическом давлении залитого металла на стенки формы, что может приводить к ее разрушению. Вследствие трения заливаемого металла о стенки полости формы последние могут размываться. Кроме того, форма испытывает динамическое воздействие потока металла при смене им направления движения. При усадке отливки отдельные части формы будут препятствовать ее усадке. Сопротивление формы усадке может вызвать в отливке такие напряжения, которые приведут к образованию трещин.
Тепловое воздействие во время заливки металла, его затвердевания и охлаждения отливки проявляется в переходе теплоты от отливки к форме. Отливка при этом охлаждается, а форма нагревается. Если огнеупорность формы ниже, чем температура расплава, то поверхность формы начнет расплавляться и спекаться с расплавом, образуя на поверхности отливки пригар.
Пригар – трудноотделимый от поверхности отливки слой из металла, его оксидов и частиц формовочной смеси, который ухудшает поверхностный слой отливки, увеличивает трудоемкость ее очистки. По сечению формы возникает перепад температур, который приводит к возникновению в ней напряжений, вследствие чего форма подвергается дополнительным механическим нагрузкам. В результате развития процессов теплопередачи начинает повышаться температура наружной поверхности формы, и с этого момента теплота от формы отводится в окружающую среду.
Химическое воздействие заливаемого металла с материалом формы проявляется в химических превращениях компонентов формовочной смеси под воздействием высокой температуры заливаемого металла в форму и в химическом взаимодействии оксидов залитого металла с формой. Например, оксиды железа взаимодействуют с оксидами кремнезема формы, образуя жидкоподвижное соединение (файялит) с низкой температурой плавления. Это приводит к снижению огнеупорности формы на границе контакта металла с формой. Особенно неблагоприятно проявляется химическое взаимодействие на участках формы, через которые металл протекает длительное время.
При химическом взаимодействии металла и формы испаряется влага и вокруг отливки образуется определенная газовая среда, состав которой оказывает существенное влияние на образование пригара и газовых раковин.
Силовое, тепловое и химическое взаимодействия заливаемого металла и формы позволяют сформулировать основные свойства, необходимые литейной форме.
Основные свойства литейной формы. Литейные формы должны обладать достаточной прочностью, при которой конфигурация и размеры формы не изменяются в процессе заливки металла, во время кристаллизации отливки и ее последующего охлаждения; достаточной податливостью, т.е. форма не должна оказывать сопротивления усадке отливки; достаточной огнеупорностью, т.е. форма должна обладать достаточной прочностью при высокой температуре и химической устойчивостью к заливаемому металлу; высокой газопроницаемостью, т.е. форма должна беспрепятственно пропускать через себя газы и пары влаги, образуемые при заливке расплавленного металла.
104.Прокатка, прессование,волочение
К основным способам обработки металлов давлением относятся процессы прокатки, волочения, прессования, ковки, штамповки.
Date: 2015-07-27; view: 1289; Нарушение авторских прав