Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Норма выработки
|
|
Содержание
1.Норма выработки 2
2. Описание функционального модуля 3
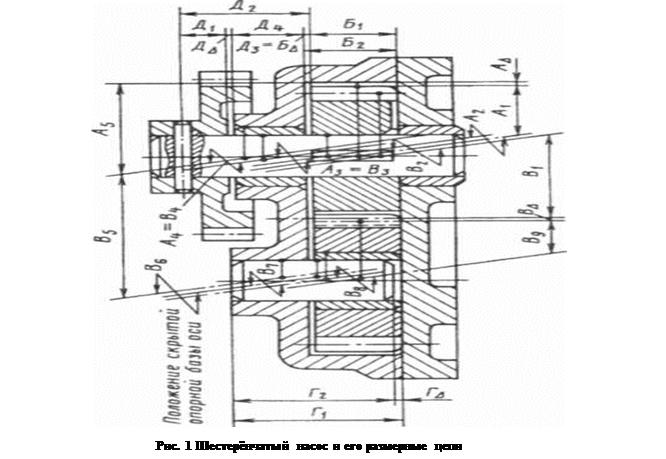
2.1.Чертёж 3
2.2. Размерные цепи 4
2.3. Назначение модуля 7
3. Что такое служебное назначение изделия 8
4. Литература 9
Норма выработки
Нормы выработки –это количество операций, изделий, которое должно быть изготовлено или выполнено в единицу времени (час, смену и т. д.) в определенных организационно-технических условиях одним рабочим или группой рабочих соответствующей квалификации.
Норма выработки является величиной, обратно пропорциональной норме времени. Устанавливается для работ с большой. повторяемостью в течение смены на рабочем месте. Для нормирования труда основных рабочих она применяется в тех случаях, когда в течение рабочей смены выполняется одна и та же работа при неизменном составе исполнителей.
Примечание: Норма выработки для нормирования труда вспомогательных рабочих целесообразна, если за ними закреплена одна определенная работа, входящая в структуру производственного процесса, причем содержание, объем и методы ее выполнения строго регламентированы. По мере внедрения организационно-технических мероприятий и изменения условий работы Норма выработки пересматривается. Количество единиц продукции (или работы), которое должно быть изготовлено (выполнено) в единицу времени (час, рабочую смену, месяц) в определённых организационно-технических условиях одним или группой рабочих соответствующей квалификации. Норма выработки в зависимости от вида работы может быть выражена в штуках, единицах меры длины, площади, объёма или веса. Определяется по формуле:

где Нв — норма выработки; Тр — продолжительность периода, на который устанавливается норма выработки (в часах, минутах); ч — количество рабочих, принимающих участие в выполнении работы; Тн — норма времени на данную работу или одно изделие (в человеко-часах, человеко-минутах). В СССР Нормы выработки устанавливают, как правило, в массовом и крупносерийном производствах, когда в течение всей смены выполняется одна работа при постоянной численности исполнителей. Наибольшее применение Нормы выработки получили в угольной, металлургической, химической, пищевой промышленности, на участках массового производства в машиностроении. Нормы выработки должны быть технически обоснованными. При их установлении предусматривается использование новейших достижений техники, технологии передового производственного опыта. Это позволяет обеспечить прогрессивный уровень Норм выработки. Установление технически обоснованных Норма выработки ориентирует социалистические предприятия и отдельных работников на достижение более высокой, чем средняя фактическая, производительности труда
| Звено | Номинал Аt. мм |
Допуск
 , мм , мм
| Координата середины поля
допуска  , мм , мм
| Сущность допустимого отклонения |
| A1 | 48,75 | 0,017 | -0,008 | Предельно допустимое значение биения поверхности выступов зубьев относительно отверстия |
| А2 | 0,03 | Верхнее предельное значение зазора в подшипнике | ||
| А3 | 0,072 | Предельное допустимое значение биения наружной поверхности втулки относительно ее отверстия | ||
| А4 | 0,05 | _____ | ||
| А5 | 48,75 | 0,05 | 0,1 |
Чтобы оценить эффективность методов достижения точности замыкающих звеньев, необходимо знать не только конструкцию насоса, но и объем выпуска изделия. В связи с этим зададимся выпуском насоса в количестве 100000 штук в год при общем выпуске по неизменным чертежам - 300000 штук.
Определим метод достижения точности замыкающего звена на примере размерной цепи радиального зазора АΔ:
АΔ=-А1+А2+А3+А4+А5
Числовое значение звеньев размерной цепи "А" согласно чертежам деталей приведены в табл. 1
Тогда АΔ =- 48,75 + 0 + 0 + 0 + 48,75 = 0.
Если принять в качестве метода достижения АΔ, метод полной взаимозаменяемости, то
ТАΔ = 0,017 + 0,03 + 0,072 + 0,05 + 0,05 = 0,219 мм, а координата середины поля допуска

 мм.
мм.
Верхнее и нижнее предельные отклонения замыкающего звена:

 мм
мм
Техническими условиями на насос зазор задан в пределах 0,07...0,15 мм. Таким образом, при допусках на размеры деталей, заданных чертежами, рассчитывать на достижение требуемого радиального зазора методом полной взаимозаменяемости не приходится.
Из оставшихся четырех методов методы регулировки и пригонки не предусмотрены конструкцией насоса. Метод групповой взаимозаменяемости применять нецелесообразно из-за большого числа звеньев. Остается метод неполной взаимозаменяемости.
Проверим возможность достижения радиального зазора в требуемых пределах по методу неполной взаимозаменяемости, считая экономически эффективным риск 0,27 % (коэффициент риска t = 3) при условии, что рассеяние погрешностей составляющих звеньев подчинено закону Гаусса  .
.
При этом целесообразно несколько уменьшить зазор в подшипниках, который обычно назначается для насосов среднего давления в пределах 0,002...0,003 от диаметра вала. Для вала диаметром 15 мм можно считать допустимым зазор в подшипниках 0,03...0,045 мм. Изменив в соответствии с этим значение  , при достижении точности радиального зазора по методу неполной взаимозаменяемости, можно ожидать погрешности АΔ в пределах
, при достижении точности радиального зазора по методу неполной взаимозаменяемости, можно ожидать погрешности АΔ в пределах
 мм.
мм.
Тогда
 мм;
мм;
 мм.
мм.
Итак, при условии, что допуск на зазор в подшипниках изменен, радиальный зазор в насосе можно обеспечить по методу неполной взаимозаменяемости при риске в 0,27 %. При заданном масштабе выпуска такой риск вполне приемлем, а допуски экономически достижимы. Поэтому, принятый метод достижения точности можно признать эффективным.
Date: 2015-07-25; view: 335; Нарушение авторских прав