Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Теоретические сведения. Основные параметры термообработки
|
|
Основные параметры термообработки
Термическая обработка – это технологический процесс, состоящий из нагрева и охлаждения материала изделия с целью изменения его структуры и свойств.
На стадии изготовления деталей необходимо, чтобы металл был пластичным, нетвердым, имел хорошую обрабатываемость резанием.
В готовых изделиях всегда желательно иметь материал максимально прочным, вязким, с необходимой твердостью.
Такие изменения в свойствах материала позволяет сделать термообработка. Любой процесс термообработки может быть описан графиком в координатах температура-время и включает нагрев, выдержку и охлаждение. При термообработке протекают фазовые превращения, которые определяют вид термической обработки. Температура нагрева стали зависит от положения ее критических точек и выбирается по диаграмме состояния Fe – Fe3С в зависимости от вида термической обработки (рис.9.1.).
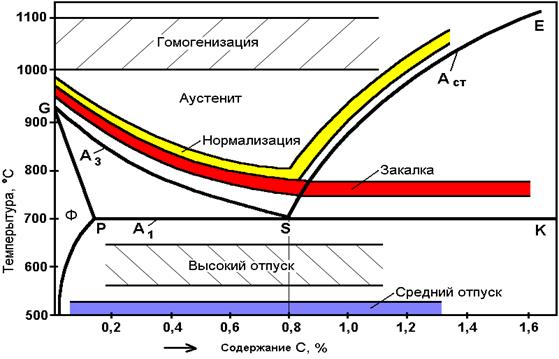
Рис.9.1. Интервалы рекомендуемых температур нагрева при различных видах
Критические точки (температуры фазовых превращений) определяют: линия PSK – точку А1, GS – точку А3 и SE – точку Аm. Нижняя критическая точка А1 соответствует превращению А ® П при 727ОС. Верхняя критическая точка соответствует началу выделения феррита из аустенита (при охлаждении) или концу растворения феррита в аустените (при нагреве). Температура линии SE, соответствующая началу выделения вторичного цементита из аустенита, обозначается Аm.
Время нагрева до заданной температуры зависит, главным образом, от химического состава стали и толщины наиболее массивного сечения детали (в среднем 60 с на каждый миллиметр сечения).
Выдержка при температуре термообработки необходима для завершения фазовых превращений, происходящих в металле, выравнивания температуры по всему объему детали. Продолжительность выдержки зависит от химического состава стали и для нелегированных сплавов определяется из расчета 60 с. на один миллиметр сечения.
Скорость охлаждения зависит, главным образом, от химического состава стали, а также от твердости, которую необходимо получить.
Самыми распространенными видами термообработки сталей являются закалка и отпуск. Производятся с целью упрочнения изделий. Температура нагрева под закалку выбирается по диаграмме железо-углерод.
Закалка сталей
ЗАКАЛКОЙ называется фиксация при комнатной температуре высокотемпературного состояния сплава. Основная цель закалки – получение высокой твердости, прочности и износостойкости. Для достижения этой цели стали нагревают до температур на 30 – 50ОС выше линии GSK (рис. 9.1), выдерживают определенное время при этой температуре и затем быстро охлаждают. Для доэвтектоидных сталей температура нагрева под закалку определяется Ас3+(30-50)оС, для эвтектоидных и заэвтектоидных Ас1+(30-50)оС.
Процессы, происходящие в сплаве на различных стадиях закалки, можно рассмотреть на примере эвтектоидной стали У8. В исходном отожженном состоянии эта сталь имеет структуру перлита (эвтектоидная смесь феррита и цементита). При достижении температуры А1 (727 0С) произойдет полиморфное превращение, т.е. перестройка кристаллической решетки феррита (ОЦК) в решетку аустенита (ГЦК), вследствие чего растворимость углерода резко возрастает. В процессе выдержки весь цементит растворится в аустените и концентрация углерода в нем достигнет содержания углерода в стали, т.е. 0,8 %
Следующий этап – охлаждение стали из аустенитной области до комнатной температуры – является определяющим при закалке. При охлаждении стали ниже температуры А1 происходит обратное полиморфное превращение, т.е. решетка аустенита (ГЦК) перестраивается в решетку феррита (ОЦК) и при этом растворимость углерода уменьшается в 40 раз (с 0,8 до 0,02). Если охлаждение происходит медленно, то “лишний” углерод успевает выйти из решетки феррита и образовать цементит. В результате формируется структура феррито-цементитной смеси. Если же охлаждение производится быстро, то после полиморфного превращения углерод остается вследствие подавления диффузионных процессов в решетке ОЦК. Образуется пересыщенный твердый раствор углерода в a - железе, который называется МАРТЕНСИТОМТОМ. Перенасыщенность мартенсита углеродом создает в его решетке большие внутренние напряжения, которые приводят к искажению ее формы и превращению из кубической в тетрагональную. Уровень внутренних напряжений оценивается степенью тетрагональности.
Чем выше степень тетрагональности решетки мартенсита, тем выше его твердость. Степень тетрагональности, в свою очередь, будет зависеть от содержания углерода в стали.
Рис. 9.2. Кристаллическая решетка феррита (с/а=1) (а) и
кристаллическая решетка мартенсита (с/а  1) (б)
1) (б)
Получить структуру мартенсита (или закалить сталь) можно только в том случае, если обеспечить скорость охлаждения больше или равную критической (Vкр) (рис 9.3),чтобы не успели пройти процессы распада аустенита в верхнем районе температур.
КРИТИЧЕСКАЯ СКОРОСТЬ закалки или минимальная скорость охлаждения (Vкр) – это скорость, при которой аустенит переходит в мартенсит. Если же скорости охлаждения будут меньше Vкр, при распаде аустенита получим феррито-цементитные смеси различной дисперсности ТРООСТИТ, СОРБИТ И ПЕРЛИТ.
Перлит (грубодисперсионная смесь феррита и цементита) может быть получен при очень медленных скоростях охлаждения (на рис. 10- это скорость V1). Такие скорости охлаждения характерны для отжига (охлаждение вместе с печью).
При охлаждении углеродистых сталей на воздухе (вид термообработки – нормализация) со скоростями V2 и V3 получаем структуры сорбита и троостита. Сорбит – механическая смесь феррита и цементита средней дисперсности. Троостит – мелкодисперсная феррито-цементитная смесь. Свойства сорбита и троостита занимают промежуточное положение между свойствами перлита (П) и мартенсита (М).
Практической целью закалки является получение максимальной прочности и твердости стали. Достигается эта цель при следующих режимах: нагрев стали на 30 – 50ОС выше линии GSK, выдержка при этой температуре и охлаждение со скоростью ³ Vкр.
По температуре нагрева различают полную и неполную закалку. Полная закалка осуществляется из аустенитной области. После охлаждения с критической скоростью закалки у всех углеродистых сталей образуется структура мартенсита. Полной закалке подвергают изделия из доэвтектоидных сталей, при этом исключается образование мягких ферритных включений.
Рис 9.3. Диаграмма изотермического распада аустенита эвтектоидной стали со схемами микроструктур и их примерной твердостью: I – кривая начала диффузионного распада аустенита; II – кривая конца диффузионного распада аустенита; Мн – линия начала мартенситного превращения; Vкр – критическая скорость охлаждения.
Неполная закалка – закалка из промежуточных, двухфазных областей (А + Ф), (А+ЦII). В результате охлаждения с критической скоростью в доэвтек -
тоидных сталях образуется структура Ф + М, а в заэвтектоидных – М + ЦII. Неполной закалке подвергают инструмент из заэвтектоидной стали, поскольку наличие включений вторичного цементита увеличивает твердость закаленного инструмента, т.к. цементит по твердости превосходит мартенсит.
Отпуск сталей
К важнейшим механическим свойствам сталей наряду с твердостью относится и пластичность, которая после закалки очень мала. Структура резко-
неравновесная, возникают большие закалочные напряжения. Чтобы снять закалочные напряжения и получить оптимальное сочетание свойств для различных групп деталей, обычно после закалки проводят отпуск стали. Отпуском стали является термообработка, состоящая из нагрева закаленной стали до температуры ниже линии PSK (критическая точка А1), выдержки при этой температуре и дальнейшего произвольного охлаждения. Этот процесс связан с изменением строения и свойств закаленной стали. При отпуске происходит распад мартенсита (выделение углерода), переход к более устойчивому состоянию. При этом повышается пластичность, вязкость, снижается твердость и уменьшаются остаточные напряжения в стали. Механизм протекающих превращений при отпуске сталей – диффузионный, он определяется температурой и продолжительностью нагрева.
Первое превращение, протекающее в интервале 80 – 200ОС (низкий отпуск), соответствует выделению из мартенсита тонких пластин x – карбида Fe2С. Выделение углерода из решетки приводит к уменьшению степени ее тетрагональности. Полученный при этом мартенсит, имеющий степень тетрагональности, близкую к 1, называется отпущенным.
При нагреве закаленной стали до температур 300-450ОС (средний отпуск) происходит полное выделение углерода из раствора и снятие внутренних напряжений. Сталь состоит из мелкодисперсной смеси феррита и цементита (троостит отпуска).
При нагреве до температур 480- 600 о С (высокий отпуск) идет процесс коагуляции (укрупнения) карбидных частиц и максимальное снятие остаточных напряжений. Формируется структура сорбита отпуска.
В зависимости от температуры нагрева различают низкий, средний и высокий отпуск. Низкий отпуск проводят в интервале температур 80 – 250ОС для инструментов-изделий, которым необходимы высокая твердость и износостойкость. Получаемая структура МОТП или МОТП + ЦII (мартенсит отпуска + цементит вторичный).
Средний отпуск (350 – 500ОС) применяется для рессор, пружин, штампов и другого ударного инструмента, т.е. для тех изделий, где требуется достаточная твердость и высокая упругость. Получаемая структура – ТОТП (троостит отпуска).
Высокий отпуск (500 – 650ОС) полностью устраняет внутренние напряжения. Достигается наилучший комплекс механических свойств: повышенная прочность, вязкость и пластичность. Применяется для изделий из конструкционных сталей, подверженных воздействию высоких напряжений. Структура – СОТП (сорбит отпуска).
Термообработку, заключающуюся в закалке на мартенсит и последующем высоком отпуске, называют улучшением.
Порядок выполнения работы и содержание отчета
1. Вся работа выполяется за 4 часа. На первом занятии проводится закалка образцов различных марок сталей. На втором – отпуск закаленных образцов этих сталей.
2. Для проведения закалки группа разбивается на три подгруппы, из которых первая проводит закалку трех образцов низкоуглеродистой стали, вторая – среднеуглеродистой, третья – стали У8.
3. Пользуясь диаграммой Fe – Fe3C, необходимо выбрать оптимальную температуру закалки для своей стали.
4.Длительность нагрева и выдержки образцов в печи можно определить приближенно из расчета 2,0-2,5 минут на 1 мм сечения образца.
5. После определения режимов закалки (tзак,ОС; tвыд) образцы поместить в нагретую до нужной температуры печь, выдержать требуемое время при заданной температуре и затем быстро охладить в воде.
6. С закаленных образцов фильтровальной бумагой удалить остатки влаги и зачистить с торцов для удаления окалины.
7. Замерить твердость закаленных образцов на прессе Роквелла (по шкале С). Результаты замера занести в табл. 9.1. Замер твердости закаленных образцов на прессе Бринелля не допускается!
8. По данным сводной таблицы построить график зависимости твердости стали до и после закалки от содержания углерода.
9. На следующем занятии первая подгруппа проводит низкий отпуск при 200ОС ранее закаленных образцов сталей трех различных марок (У8, средне- и низкоуглеродистой) по одному каждой марки, вторая проводит при температуре 400ОС средний отпуск таких же образцов, третья – при 600ОС высокий отпуск. Выдержка в течении часа, охлаждение на вохдухе.
10. Все отпущенные образцы подвергают зачистке с торцов наждачной бумагой и проверке на твердость на прессе РОКВЕЛЛА (шкала С).
11. Результаты измерения твердости образцов закаленных отпущенных сталей трех марок заносят в табл. 9.2.
11. На основании данных сводной таблицы построить график зависимости твердости сталей от температуры отпуска.
12. Провести анализ полученных результатов. Сделать вывод о влиянии содержания углерода на твердость закаленной стали, о влиянии температуры отпуска и содержания углерода на твердость закаленных и отпущенных углеродистых сталей.
13. В прцессе выполнения работы происходит знакомство с лабораторным оборудованием, используемым при выполнении задания: термическими электрическими печами, прессами Бринелля и Роквелла.
14. При проведении закалки, отпуска, замере твердости необходимо соблюдать инструкцию по технике безопасности для работы в термической лаборатории.
Таблица 9.1.
| Марка стали | Твердость до закалки, НВ | Температура закалки, ОС | Твердость после закалки | |
| HRC | HB | |||
| Сталь 20 Сталь 40 Сталь У8 |
Таблица 9.2.
| Марка стали | Твердость после закалки, HRC | Температура отпуска, 0С | Твердость после отпуска | |
| НRC | НB | |||
| У8 |
Содержание отчета
1. Цель работы.
2. Основные теоретические сведения о закалке и отпуске углеродистых сталей.
3. Описание хода работ при закалке стали.
4. Сводная таблица результатов закалки.
5. График зависимости твердости отожженной и закаленной стали от содержания углерода.
6. Вывод о влиянии содержания углерода на твердость отожженной и закаленной стали.
7. Описание хода работы при отпуске стали.
8. Сводная таблица результатов отпуска.
9. График зависимости закаленной и отпущенной стали от температуры отпуска и содержания углерода.
10. Вывод о влиянии температуры отпуска на твердость отпущенной стали разных марок.
11. Теоретические сведения, необходимые для ответа на контрольные вопросы.
Контрольные вопросы
1. Что такое мартенсит?
2. Какую кристаллическую решетку имеет мартенсит в стали после закалки?
3. Что такое критическая скорость закалки?
4. Как выбирается температура нагрева под закалку для доэвтекоидных и заэвтектоидных сталей?
5. Что такое полная и неполная закалка?
6. Почему для доэвтектоидных сталей применяется полная, а для заэвтектоидных – неполная?
7. Как влиет содержание углерода в доэвтектоидной стали на температуру нагрева под закалку?
8. В чем отличие структуры сталей 45, У8 и У12, закаленных с температуры 7600 С?
9. Какое состояние сплава должно предшествовать операции отпуска?
10. Какие фазовые превращения протекают при отпуске закаленных сплавов?
11. При каких температурах проводится низкий, средний и высокий отпуск?
12. Какая структура образуется после низкого, среднего и высокого отпуска?
13. Для каких изделий проводится низкий, средний и высокий.
14. Как влияет температура отпуска на механические свойства стали?
Date: 2015-07-24; view: 3126; Нарушение авторских прав