Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Преимущества и недостатки газодинамического метода
|
|
По сравнению с термическими способами, газодинамический метод обладает рядом преимуществ:
· Покрытие наносится в воздушной атмосфере при нормальном давлении, при любых значениях температуры и влажности атмосферного воздуха;
· При нанесении покрытий оказывается незначительное тепловое воздействие на покрываемое изделие (изделие в зоне нанесения покрытия не нагревается выше 100-150 °С), что исключает возникновение внутренних напряжений в изделиях и их деформацию, а также окисление материалов покрытия и детали;
· Технология нанесения покрытий экологически безопасна (отсутствуют высокие температуры, опасные газы и излучения, нет химически агрессивных отходов, требующих специальной нейтрализации);
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| Д240.19.101.001.0000ПЗ |

Рисунок 7. – установка для холодного газодинамического напыления с товарным знаком»ДИМЕД».
· При воздействии высокоскоростного потока напыляемых частиц происходит очистка поверхности от технических загрязнений, масел, красок и активация кристаллической решетки материала изделия;
· Поток напыляемых частиц является узконаправленным и имеет небольшое поперечное сечение. Это позволяет, в отличие от традиционных газотермических методов напыления, наносить покрытия на локальные (с четкими границами) участки поверхности изделий;
· Возможно нанесение многокомпонентных покрытий с переменным содержанием компонентов по его толщине;
· Возможно нанесение различных типов покрытий с помощью одной установки;
· Возможно использование оборудования не только в стационарных, но и в полевых условиях.
Единственным недостатком газодинамического напыления является возможность нанесения покрытий только из относительно пластичных металлов, таких как медь, алюминий, цинк, никель и др. [8,9].
ГЛАВА 3 ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ И СМЕТА РАСХОДОВ НА ВОССТАНОВЛЕНИЕ И ИЗГОТОВЛЕНИЕ ОДНОЙ ДЕТАЛИ
3.1 Технологическая карта, для восстановления электрического контакта
Таблица 2. - Технологическая карта напыления электрического контакта
| № | Наименование операции и сод ержание переходов | Приспособления, инструменты | Примечания |
| Приготовление шихты путем хим. осаждения мелкод – ых смесей Ag с CdO из р –р нитратов Ag и Cd | Гальванические элементы | ||
| Отжиг | Электрическая печь | ||
| 3. | Гранулирование | ||
| 4. | Восстановление в Н | ||
| 5. | Прессование | Аппарат для прессования | |
| 6. | Покрытие гранул тонким слоем чистого серебра | Оборудование ГХН | |
| 7. | Внутреннее окисление | ||
| 8. | Спекание | Электрическая печь | |
| 9. | Колибровка | Аппарат для калибровки | |
| 10. | Отжиг | печь |
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| Д240.19.101.001.0000ПЗ |
| Разраб. |
| Цыренов Б. |
| Провер. |
| Аганаев Ю.П. |
| Т. Контр. |
| Н. Контр. |
| Утв. |
| Восстановление электрических контактов при помощи ХГН |
| Лит. |
| Листов |
| ВСГУТУ 440 гр |
| Реценз. |
| Масса |
| Масштаб |
3.2 Смета расходов на восстановление одного электрического контакта
Исходные размеры электрических контактов марки КМК-А10м.
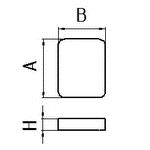 ПП - с плоской рабочей и нерабочей поверхностями
ПП - с плоской рабочей и нерабочей поверхностями
ПП101520 (размер A - мм, размер B - мм, высота
H - мм) для прямоугольного контактаA×B×H)
16×16×3 мм, 13×13×2,5 мм
Масса контактов.
 (3)
(3)
где v – объем контакта.
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| Д240.19.101.001.0000ПЗ |
 (4)
(4)
где а,b,c – размеры сторон контакта.
Площадь поверхности контактов:
 (5)
(5)
где  - площадь прямоугольного параллелепипеда; а – длина; b - ширина; h - высота.
- площадь прямоугольного параллелепипеда; а – длина; b - ширина; h - высота.
 мм3
мм3
 мм3
мм3
 гр.
гр.
 гр.
гр.
 704 мм2
704 мм2
 мм2
мм2
Таблица 3. - Расчет производственной мощности
| Наименование изделия | 1 квартал | 2 квартал | квартал | 4 квартал | 1 год |
| Контакт КМК-А10м | 60 шт | 60 шт | 60 шт | 60 шт | 240шт |
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| Д240.19.101.001.0000ПЗ |
1. Для проведения процесса спекания и высокотемпературного отжига подходит электропечь СНОЛ 12/12-В. Максимальный нагрев печи составляет 1250 °С, установленная мощность 4,3 кВт.
Регулирование температуры электропечей производится цифровыми микропроцессорными регуляторами температуры, позволяющими проводить режим термообработки с высокой точностью по заданной программе.
2. Для прессования в пресс форме необходим марки КИ2124, с номинальным усилием 2,5 тс/см2, и мощностью электродвигателя 3,2 кВт
3. Для колибровки аппарат
4. Аппарат для ГХН работающий от сети 220 Вт
Таблица 4. - Расчет стоимости оборудования
| Оборудование | Количество | Стоимость |
| Производственная печь | ||
| Аппарат для колибровки | ||
| Пресс | ||
| Аппарат ГХН | ||
| Первоначальная стоимость |
Срокслужбыоборудования – 5 лет.
Начисление амортизации производится линейным способом, то есть равномерно по годам эксплуатации:
А = Цоборуд. / n = 370000 руб. / 5 лет = 74000 рублей/год,
где Цоборуд- цена оборудования; n – срок службы оборудования.
А = 74000 руб. / 12 месяцев = 6167 рублей/месяц,
амортизация оборудования за один процесс:
А = (6167 руб. / 20 дней / 24 часов) * 8 часов = 103 рублей/процесс
Date: 2015-07-23; view: 840; Нарушение авторских прав