Полезное:
Как сделать разговор полезным и приятным
Как сделать объемную звезду своими руками
Как сделать то, что делать не хочется?
Как сделать погремушку
Как сделать так чтобы женщины сами знакомились с вами
Как сделать идею коммерческой
Как сделать хорошую растяжку ног?
Как сделать наш разум здоровым?
Как сделать, чтобы люди обманывали меньше
Вопрос 4. Как сделать так, чтобы вас уважали и ценили?
Как сделать лучше себе и другим людям
Как сделать свидание интересным?

Категории:
АрхитектураАстрономияБиологияГеографияГеологияИнформатикаИскусствоИсторияКулинарияКультураМаркетингМатематикаМедицинаМенеджментОхрана трудаПравоПроизводствоПсихологияРелигияСоциологияСпортТехникаФизикаФилософияХимияЭкологияЭкономикаЭлектроника
Разработка принципиальной электрической схемы управления станком
|
|
Резьбошлифовальный станок марки 5К822В предназначен к использованию в условиях индивидуального и мелкосерийного производства.
На станках возможна обработка любых видов резьб.
На рисунке 9 представлена принципиальная электрическая схема резьбошлифовального станка 5К822В.Принцип её работы заключается в следующем:
Подключение станков к сети производится вводным автоматическим выключателем QF.
На станке имеется переключатель Q4 который устанавливается в три положений, соответствующие работе одного горизонтального шпинделя, одного поворотного шпинделя и обоих шпинделей одновременно.Выбор направления вращения шпинделей осуществляется реверсивными переключателями Q1 и Q2.
Включение электродвигателей привода шпинделей М1 и М2 производится отдельными кнопками SB3 и SB5 при помощи магнитных пускателей КМ1 и КМ2.
Кнопка SB4 “Толчок шпинделя” предназначена для кратковременного включения электродвигателей М1 и М2 с целью облегчения переключения скоростей. При нажатии на кнопку SB4 включаются магнитные пускатели КМ1 и КМ2 (один из них или оба вместе, в зависимости от положения переключателя Q4). Магнитные пускатели КМ1 и КМ3 нормально разомкнутыми контактами включат реле КТ, которое отключит своим нормально замкнутым контактом пускатели КМ1 и КМ2. Таким образом, длительность работы электродвигателей М1 и М2 не зависит от продолжительности нажатия кнопки SB4.
Остановка всех двигателей происходит как при нажатии кнопки SB3 "Общий стоп" так и при срабатывании кнопочного выключателя SB2.
Торможение привода шпинделя после отключения питания электродвигателей М1 и М2 осуществляется тормозными электромагнитными муфтами ЭММ1 и ЭММ2. Питание к катушкам муфт поступает от селенового выпрямителя V по цепи нормально замкнытых контактов магнитных пускателей КМ1, КМ2 и нормально разомкнутом контакте реле КТ. Время нахождения тормозных муфт ЭММ1 и ЭММ2 под напряжением определяется настройкой реле времени КТ.
Нулевая защита электродвигателей станка обеспечивается магнитными пускателями. Защита элементов электрооборудования от повреждений в случае короткого замыкания осуществляется автоматически выключателем QF, а также плавкими предохранителями FA1 и FA2.
Защита электродвигателей от перегрева при длительных перегрузках обеспечивается тепловыми реле КК1 и КК2.
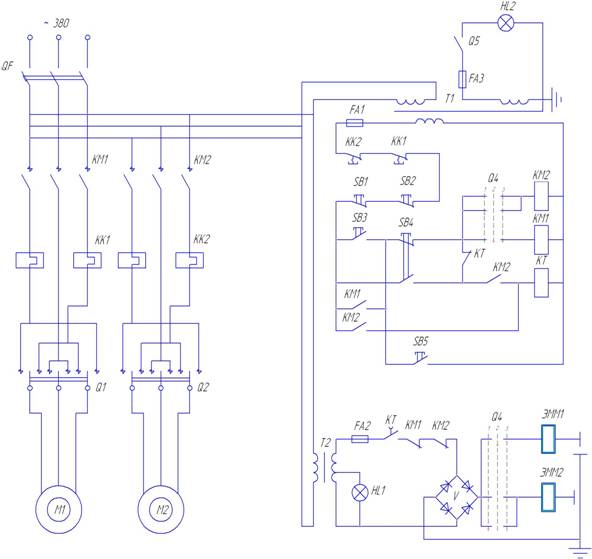
Рисунок 9-Схема электрическая принципиальная резьбошлифовального станка 5К822В
| <== предыдущая | | | следующая ==> |
| Влияние очага воспаления на организм | | | Какой типовой патологический процесс отображен на рисунке №4 |
Date: 2015-07-22; view: 1933; Нарушение авторских прав